Das Dokument behandelt die Bedeutung der Gegenlaufflächen für radial-wellendichtungen (RWDR) und deren Einfluss auf die Dichtungsfunktion und das Reibmoment. Es wird darauf hingewiesen, dass die aktuellen Rauheitsmessungen nicht ausreichend die tribologischen Eigenschaften in Umfangsrichtung erfassen und dass zur Verbesserung der Dichtungsleistung ein besseres Verständnis der Oberflächenprofile erforderlich ist. Zudem werden die Ergebnisse von Reibmomentmessungen und die Korrelation zwischen den Rauheitsprofilen und dem Reibmoment analysiert.


![diese Weise können im gefilterten Rauheitsprofil relevante Profilausprägungen, die
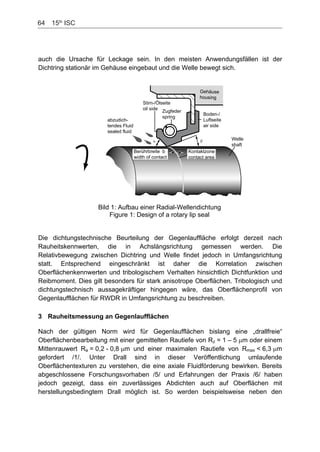
Einfluss auf tribologische Vorgänge im Dichtkontakt haben, bereits „verloren“ sein.
Für grundlegende Untersuchungen ist demnach das ungefilterte Primärprofil häufig
besser geeignet, da es das real vorhandene Oberflächenprofil abbildet.
Insbesondere Strömungsvorgänge unter der Dichtkante, welche die Schmierfilm-
bildung und damit das Reibmoment beeinflussen, lassen sich damit treffsicherer
charakterisieren.
4 Reibmomentmessung
Das entstehende Reibmoment im Dichtkontakt ist ein wichtiges Kriterium zur
Beurteilung des Dichtsystems. Der Reibwert ist abhängig vom Schmierzustand im
Dichtspalt, wobei die Profilform der Oberfläche einen erheblichen Einfluss hat. Diese
kann die Schmierfilmbildung begünstigen oder verhindern.
Das Reibmoment wurde mittels einer reibungsfrei gelagerten Prüfkammer
gemessen, an der sich die Dichtung bei drehender Welle abstützt. Auf diese Weise
war eine sehr präzise Bestimmung des Reibmoments möglich. Auch geringste
Reibmomentschwankungen konnten während des Versuchs erfasst werden.
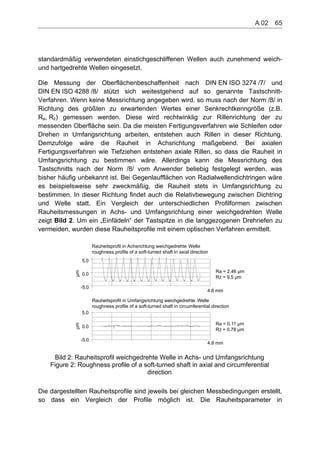
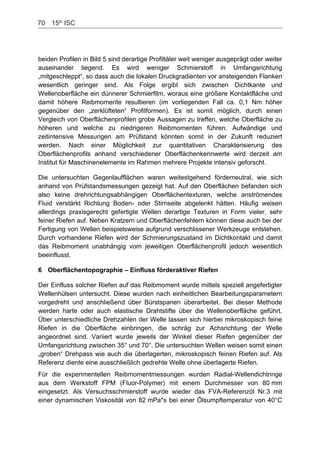
Zu Versuchsbeginn war immer ein Einlaufverhalten festzustellen, d.h. während den
ersten Wellenumdrehungen muss zunächst Öl unter die Dichtkante gefördert werden
und sich ein Temperaturgleichgewicht einstellen. Dieser Vorgang spielte sich in den
ersten 15 – 30 min ab. Dabei nahm das Reibmoment um ca. 0,05 – 0,2 Nm ab. Ab
diesem Zeitpunkt war das Reibmoment nahezu konstant (Bild 4).
Zeit [s]
time [s]
Reibmoment[Nm]
frictionaltorque[nm]
0,4
0,35
0,3
0,25
0,2
0,15
0,1
0,05
0 200 200018001600140012001000800600400
0,27 Nm
Wellen-Ø: 50 mm
Drehzahl: 1000 min
-1
DR-Werkstoff: FPM
Welle: Einstichgeschliffen
shaft diameter: 50 mm
shaft speed: 1000 min-1
material of seal: FPM
plunge ground shaft
Bild 4: Reibmomentverlauf
Figure 4: Developing of frictional torque
A 02 67](https://image.slidesharecdn.com/6375-1234042761083370-1/85/63-75-5-320.jpg)



![74 15th
ISC
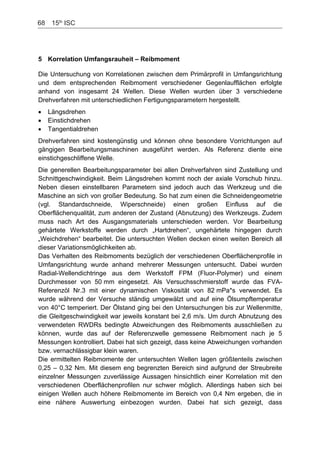
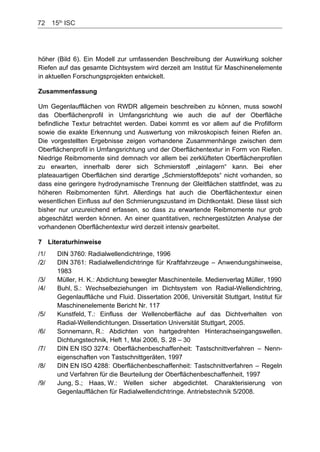
Tabelle 1: Leckage-Klassen nach DIN 3761-11
Table 1: Leakage-classes according to DIN 3761-11
Leckage Klasse
leakage-class
Max. zul. Leckage pro RWDR [g]
maximum leakage per RSS [g]
Max. zul. Leckage pro 12 RWDR [g]
maximum leakage per 12 RSS [g]
1 1 3
2 2 6
3 3 12
Diese Werte sind jedoch sehr hoch gegriffen und in der Praxis heute nicht mehr ver-
tretbar. Eine sinnvollere Definition ergibt sich, wenn verschiedene Dichtheitszustände
unterschieden werden.
Trocken, keine Feuchtigkeit an der Luftseite sichtbar.
Feucht, Flüssigkeitsmeniskus an der Luftseite sichtbar.
Nass, die Luftseite ist teilweise mit Fluid bedeckt, aber noch kein Abtropfen.
Messbare Leckagerate, Fluid tritt aus und tropft ab.
Diese Einteilung hat wiederum einen direkten Einfluss auf die zu erwartende Le-
bensdauer, siehe Bild 1 (figure 1). Aufgetragen sind die möglichen zu erwartenden
Lebensdauern in Abhängigkeit vom jeweiligen Dichtheitszustand.
dry moist wet leakage-rate failure
50 500 2 000 10 0000 time [h]
Bild 1: Mögliche Laufzeiten von RWDR nach Dichtheitszustand
Figure 1: Possible operating times of RSS depending on leak-tightness-state
Dies ist im Hinblick auf die Auswertung von Felddaten entscheidend, da für jeden
Anwendungsfall spezifische Dichtheitszustände zulässig sind. Der für die Praxis rele-
vanteste Fall ist jedoch die abtropfende Leckage, da diese am einfachsten festge-
stellt werden kann. Deshalb werden im Folgenden Ausfälle als Dichtringe mit zumin-
dest abtropfender Leckage definiert.
3 Ausfallmechanismen
Im vorigen Abschnitt wurde der Ausfall von RWDR durch abtropfende Leckage defi-
niert. Dieser Ausfall kann durch eine Vielzahl von Veränderungen des Dichtsystems
ausgelöst werden. In Bild 2 (figure 2) sind die Hauptausfallursachen aufgetragen.
Alle diese Ursachen führen jedoch zu demselben Ausfall, dem Verlust der Dichtfunk-
tion und damit Leckage, obwohl gänzlich verschiedene Phänomene zugrunde liegen.
Bei der Auswertung von Ausfalldaten muss dieser Sachverhalt berücksichtigt wer-
den.](https://image.slidesharecdn.com/6375-1234042761083370-1/85/63-75-12-320.jpg)



























