Thyssenkrupp Stainless ist ein bedeutender Anbieter von nichtrostenden Edelstahl-Flachprodukten und Hochleistungswerkstoffen wie Nickellegierungen und Titan, mit weltweiten Produktionsstandorten und über 12.000 Mitarbeitern. Das Unternehmen verfolgt eine Wachstumsstrategie, die unter anderem den Bau neuer Werke in den USA und eine zunehmende Marktpräsenz in China umfasst. Es bietet eine breite Palette von metallischen Werkstoffen an, die durch eine verbesserte Korrosionsbeständigkeit und verschiedene Herstellungsprozesse charakterisiert sind.










![18
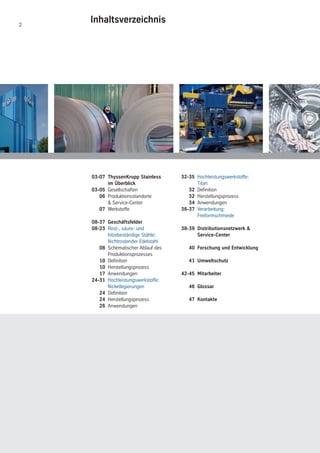
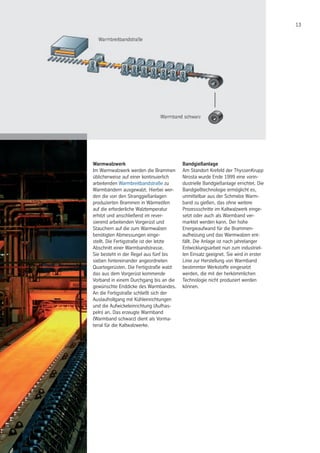
Stahlwerk
Lichtbogenofen
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Krefeld Terni Calvert, AL
Typ AC AC AC AC
Anzahl Anlagen [no.] 1 1 2 1
Nennleistung [MVA] 135 80 110/120 150
Mittleres Abstichgewicht [t] 150 80 150/125 160
AC = Alternating Current (Wechselstrom)
Konverter
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Krefeld Terni Calvert, AL
Bauart KCB-S AOD-L AOD-L AOD-L
Anzahl Anlagen [no.] 2 2 2 1
Mittleres Schmelzgewicht [t ] 80 90 140 180
KCB-S=Krupp combined blowing - Stainless AOD-L=Argon Oxygen Decarburization-Lance
Stranggießanlage
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Krefeld Terni Calvert, AL
Anzahl Anlagen [no.] 1 1 1 2 1
Radius [m] 10,5 10,8 — 8,0/8,5 —
Anzahl Stränge [no.] 1 1 2 1 1
Min./max. Brammenbreite
Min./max. Brammendicke
[mm] 865-1650 600-1600 600-1300 700-1600 —
[mm] 240 240 222 215 230
Max. Brammenlänge [m] 9,6 12 12 11 11,5
Brammenschleiferei
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Krefeld Terni Calvert, AL
Anzahl Schleifbänke [no.] 4 3 4 2
Warmwalzwerk
Produkt
Unternehmen ThyssenKrupp Steel ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Terni Calvert, AL
Min./max. Bandbreite [mm] 600-1630 600-1560 800-1870
Min./max. Banddicke [mm] 1,5-20,0 1,5-13,0 1,5-25,4
Spez. Coilgewicht [kg/mm] 20,5 18 23
Max. Coilgewicht [t] 32,5 28,0 36
Wärmeöfen
Unternehmen ThyssenKrupp Steel
ThyssenKrupp Acciai Speciali
Terni
ThyssenKrupp Stainless USA *
Standort Bochum Terni Calvert, AL
Typ Stoßofen Hubbalkenofen Hubbalkenofen Hubbalkenofen
Anzahl Anlagen [no.] 1 3 1 3
Leistung [t/h] 220 250 225 380
Vorgerüst
Unternehmen ThyssenKrupp Steel
ThyssenKrupp Acciai Speciali
Terni
ThyssenKrupp Stainless USA *
Standort Bochum Terni Calvert, AL
Antriebsleistung [kW] 4 x 4860 2 x 5000 2 x 4250/2 x 8500
Anlagen im Geschäftsfeld Nichtrostender Edelstahl
* im Bau
* im Bau
* im Bau
* im Bau](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-18-320.jpg)
![19
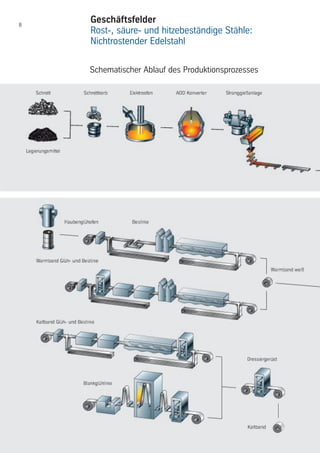
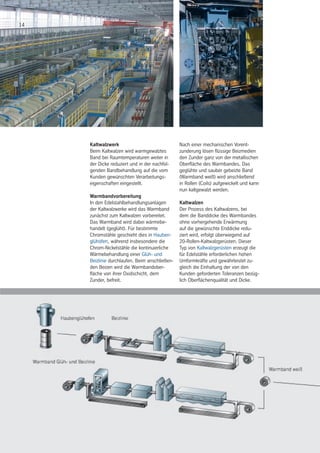
Fertigstraßen
Unternehmen ThyssenKrupp Steel ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Stainless USA *
Standort Bochum Terni Calvert, AL
Typ 4 high 4 high 4 high
Anzahl Anlagen [no.] 7 7 7
Installierte Antriebsleistung [MW] 62,5 32,4 84
Durchmesser Arbeitswalze [mm] 775/675 760/680 850/700
Max./min. Durchmesser
Stützwalze
[mm] 1530/1360 1500/1460 1600
Max.
Endwalzengeschwindigkeit
[m/s] 15,6 16,0 21
Sonstige Merkmale Coilbox Wärmeisolierter Rollgang —
Kaltwalzwerk
Haubenglühöfen Passive Glühöfen
Unternehmen ThyssenKrupp Nirosta
ThyssenKrupp
Acciai Speciali Terni
ThyssenKrupp
Mexinox
Unternehmen
ThyssenKrupp
Acciai Speciali Terni
Standort Düsseldorf-Benrath Terni San Luis Potosí Standort Terni
Max. externer
Coildurchmesser
[mm] 1960 1940 1960 1900 1900 1900 1900 Max. externer
Coildurchmesser
[mm] 1900 1900
Max. Stapelhöhe [mm] 4000 3825 4000 4170 4040 2750 4160 Max. Coilbreite [mm] 1750 1750
Max. Stapelgewicht [t] 80 75 80 60 60 46 69 Max. Coilgewicht [mm] 28 28
Anzahl Öfen [no.] 11 7 1 4 2 11 1 Anzahl Zellen [no.] 6 6
Anzahl Sockel [no.] 18 14 2 7 3 12 2 Anzahl Coils pro Zelle [no.] 5 5
Anzahl Kühlhauben [no.] 0 0 0 4 1 3 1
Glüh-/Beizlinien
Unternehmen ThyssenKrupp Nirosta
Standort Krefeld Dillenburg Düsseldorf-Benrath
Min./max. Dicke [mm] 2,0-8,0 0,5-6,0 0,4-6,0 0,2-2,0 0,7-6,0 0,3-3,5 1,5-5,5 0,7-8,0
Max. Breite [mm] 1570 1320 1850 1380 1550 1360 1350 1600
Max. Coilgewicht [t] 22 28 29 30 28 23 25 26
Typ HAPL HAPL & CAPL CAPL CAPL HAPL & CAPL CAPL HAPL HAPL & CAPL
Max. Liniengeschwindigkeit [m/min] 24 72 80 100 36 42 30 50
Ofenlänge [m] 35 70 35 62 28 28 nein 41
Zunderbrecher nein nein nein nein nein nein ja nein
Anzahl Schleuderräder [no.] 4 8 nein nein 8 nein 8 8
Beizbecken-Länge [m] 40 67 48 103 45 60 44 42
In-Linie/Dressiergerüst nein nein nein 2 high nein nein nein nein
Unternehmen ThyssenKrupp Acciai Speciali Terni ThyssenKrupp Mexinox
Shanghai Krupp
Stainless
Standort Terni San Luis Potosí Shanghai
Min./max. Dicke [mm] 1,8-7,0 1,5-6,5 1,5-6,5 0,3-3,0 0,3-4,0 0,8-4,0 1,8-6,7 0,3-4,0 1,5-6,0 0,3-3,0
Max. Breite [mm] 1550 1570 1570 1570 1540 1350 1350 1350 1350 1340
Max. Coilgewicht [t] 30 30 28 30 28 30 30 30 30 28
Typ HAPL HAPL HAPL & CAPL CAPL CAPL HAPL & CAPL HAPL CAPL HAPL CAPL
Max. Liniengeschwindigkeit [m/min] 40 80 25 90 60 30 20 65 80 120
Ofenlänge [m] 29 86 32 81 47 34 nein 34 85 74
Zunderbrecher nein ja nein nein nein nein nein nein ja nein
Anzahl Schleuderräder [no.] 8 16 8 nein nein 8 12 no 12 nein
Beizbecken-Länge [m] 35 132 42 102 51 45 30 50 110 150
In-Linie/Dressiergerüst nein 2×6 high nein 4 high nein nein nein nein nein 2 high
HAPL = Hot Annealing and Pickling Line (Warmband-Glüh- und Beizlinie) CAPL = Cold Annealing and Pickling Line (Kaltband-Glüh- und Beizlinie)
* im Bau](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-19-320.jpg)
![20
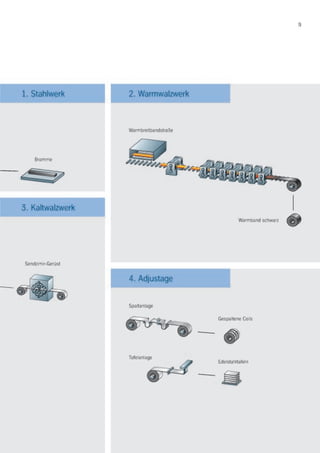
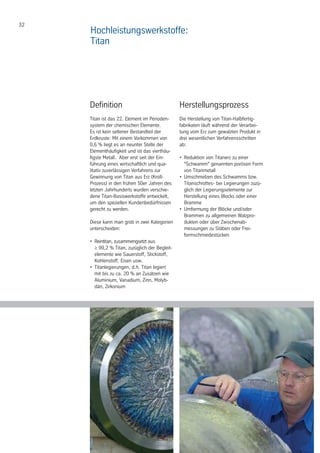
Kaltwalzgerüste
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Nirosta ThyssenKrupp Nirosta
Standort Krefeld Dillenburg Düsseldorf-Benrath
Min./max. Dicke [mm] 0,4-5,0 0,4-7,0 0,6-8,0 0,2-6,0 0,2-6,0 0,2-3,8 0,2-4,0 0,5-6,5 0,4-4,5 0,3-4,0 0,6-10,0
Max. Breite [mm] 1030 1320 1570 1350 1350 1320 1350 1525 1300 1300 1600
Max. Coilgewicht [t] 20 24 22 28 34 23 30 25 23 23 29
Max. Geschwindigkeit [m/min] 300 400 500 1.000 800 450 880 540 240/400 450 500
Max. Bandzug [kN] 270 400 600 500 500 350 400 450 240 400 600
Max. Walzkraft [kN] 6000 8000 14000 12000 8000 8000 13000 13000 8000 8000 16000
Abwickelgruppe ja ja ja nein nein nein nein ja nein nein ja
Planheitsregelung nein nein ja ja ja nein ja ja ja ja ja
Unternehmen ThyssenKrupp Acciai Speciali Terni
Standort Terni
Min./max. Dicke [mm] 1,0-5,0 0,4-6,0 0,2-6,4 0,7-6,5 0,2-6,3 0,2-6,3 0,4-5,0
Max. Breite [mm] 1270 1300 1370 1575 1370 1370 1570
Max. Coilgewicht [t] 21 22 27 30 30 27 28
Max. Geschwindigkeit [m/min] 235 300 600 800 800 700 600
Max. Bandzug [kN] 350 368 500 600 500 500 500
Max. Walzkraft [kN] 6000 6500 8000 16000 8000 7800 14000
Abwickelgruppe ja ja ja nein ja ja ja
Planheitsregelung nein ja ja ja ja ja ja
Unternehmen ThyssenKrupp Mexinox Shanghai Krupp Stainless ThyssenKrupp Stainless USA*
Standort San Luis Potosí Shanghai Calvert, AL
Min./max. Dicke [mm] 0,3-4,0 0,3-4,0 0,3-4,0 0,2-5,0 0,2-6,0 0,2-6,0 0,2-3,0 0,2-5,0 0,2-5,0
Max. Breite [mm] 1340 1340 1340 1340 1340 1340 1350 1625 1880
Max. Coilgewicht [t] 25 25 25 27 28 28 35 35 35
Max. Geschwindigkeit [m/min] 540 590 800 800 800 800 800 800 800
Max. Bandzug [kN] 450 450 470 500 500 500 500 200 200
Max. Walzkraft [kN] 7800 7800 9300 7850 8000 8000 7850 16000 16000
Abwickelgruppe ja ja ja ja nein nein nein ja ja
Planheitsregelung nein ja ja ja ja ja ja ja ja
Blankglühanlagen
Unternehmen ThyssenKrupp Nirosta
ThyssenKrupp Acciai
Speciali Terni
Thyssen
Krupp
Mexinox
Shanghai
Krupp
Stainless
Standort Krefeld Dillenburg Düsseldorf-Benrath Terni
San Luis
Potosí
Shanghai
Min./max. Dicke [mm] 0,4-3,0 0,3-3,5 0,15-1,2 0,3-3,0 0,2-1,0 0,3-1,5 0,35-2,0 0,3-1,3 0,25-2,0
Max. Breite [mm] 1270 1550 1350 1300 1320 1550 1320 1320 1340
Max. Coilgewicht [t] 24 25 30 26 26 30 25 22 28
Typ elektrisch Gas
Gas +
elektrisch
elektrisch elektrisch
Gas +
elektrisch
Gas Gas Gas
Max. Liniengeschwindigkeit [m/min] 35 50 70 40 70 70 45 45 60
Ofenlänge [m] 10 24 32 10 21 35 24 24 31
Kühlzonen-Länge [m] 10 13 16 7 13 22 15 16 14
In-Linie/Dressiergerüst nein nein
2 high +
Streckrichter
nein nein 4 high nein nein nein
* im Bau](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-20-320.jpg)
![21
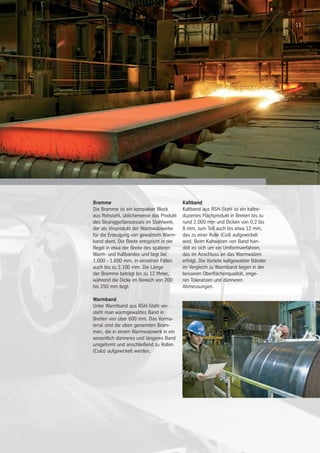
Dressiergerüste
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Acciai Speciali Terni
Standort Krefeld Dillenburg Düsseldorf-Benrath Terni
Min./max. Dicke [mm] 0,4-6,0 0,4-6,0 0,2-2,0 0,2-3,5 0,2-1,2 0,3-2,0 0,5-6,0 0,3-3,0 0,3-1,5 0,3-3,0 0,3-5,0
Max. Breite [mm] 1350 1570 1380 1550 1350 1320 1550 1320 1550 1570 1540
Max. Coilgewicht [t] 24 22 — 25 — 25 28 21 — — 25
Typ 2 high 2 high
2 high
CAPL
In-Linie
2 high
2 high
BAL
In-Linie
2 high 2 high 2 high
4 high
BAL
In-Linie
4 high
CAPL
In-Linie
2 high
Max. Geschwindigkeit [m/min] 600 500 120 300 70 370 240 300 70 130 400
Max. Bandzug [kN] 300 200 110 140 — 300 140 110 120 200 120
Planheitsregelung nein nein nein nein ja nein nein nein nein nein nein
Unternehmen ThyssenKrupp Mexinox Shanghai Krupp Stainless ThyssenKrupp Stainless USA*
Standort San Luis Potosí Shanghai Calvert, AL
Min./max. Dicke [mm] 0,3-4,0 0,3-4,0 0,25-2,0 0,3-3,0 0,30-6,50 0,35-3,50
Max. Breite [mm] 1340 1600 1340 1340 1880 1880
Max. Coilgewicht [t] 25 25 27 28 35 35
Typ 2 high 2 high 2 high
2 high
CAPL In-Linie
2 high
2 high
CAPL In-Linie
Max. Geschwindigkeit [m/min] 500 800 600 120 600 140
Max. Bandzug [kN] 120 160 300 — 300 —
Planheitsregelung nein ja ja — ja —
BAL = Bright Annealing Line (Blankglühanlage)
CAPL = Cold Annealing and Pickling Line (Kaltband-Glüh- und Beizlinie)
Bandstreckanlagen
Unternehmen ThyssenKrupp Nirosta ThyssenKrupp Nirosta
ThyssenKrupp Acciai
Speciali Terni
Shanghai Krupp
Stainless
Standort Krefeld Dillenburg Terni Shanghai
Min./max. Dicke [mm] 0,3-1,2 0,2-2,0 0,15-1,2 0,3-6,0 0,2-2,0
Max. Breite [mm] 1550 1550 1350 1570 1320
Max. Coilgewicht [t] 28 — — 30 27
Typ kontinuierlich kontinuierlich
kontinuierlich
BAL In-Linie
diskontinuierlich kontinuierlich
Max. Bandzug [kN] 230 640 — 5000 550
Max. Geschwindigkeit [m/min] 250 220 70 100 150
BAL = Bright Annealing Line (Blankglühanlage)
* im Bau](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-21-320.jpg)
![22
Schleiflinien
Unternehmen ThyssenKrupp Nirosta
ThyssenKrupp
Acciai Speciali
Terni
ThyssenKrupp
Mexinox
Shanghai Krupp
Stainless
ThyssenKrupp
Stainless USA*
Standort Krefeld Dillenburg
Düsseldorf-
Benrath
Terni San Luis Potosí Shanghai Calvert, AL
Anzahl Anlagen [no.] 1 1 1 3 3 1 2
Min./max. Dicke [mm] 0,3-3,0 0,3-6,0 0,5-8,0 0,4-3,0 0,4-4,0 0,3-6,0 0,3-6,0
Max. Breite [mm] 1550 1350 1560 1550 1560 1550 1550
Min./max. Coilgewicht [t] 30 — — 23-30 23 30 35
Typ trocken nass nass trocken
1x nass und
2x trocken
nass nass
Anzahl Oberschliffkabinen [no.] 4 4 4 2-4 2 2 3
Anzahl Unterschliffkabinen [no.] 1 nein nein 0-1 1 0 1
Min./max. Geschwindigkeit [m/min] 4-40 25 40 30-40 22-35 30 —
Schleifart Kundenschliff
Reparatur-/
Kundenschliff
Reparatur-/
Kundenschliff
Kundenschliff Kundenschliff
Reparatur-/
Kundenschliff
—
Lackierlinie
Unternehmen ThyssenKrupp Acciai Speciali Terni
Standort Terni
Min./max. Dicke [mm] 0,2-1,2
Max. Breite [mm] 1550
Max. Coilgewicht [t] 20
Max. Geschwindigkeit [m/min] 25
Längszerteilanlagen
Unternehmen ThyssenKrupp Nirosta
ThyssenKrupp
Acciai Speciali Terni
Standort Krefeld Dillenburg Düsseldorf-Benrath Terni
Anzahl Anlagen [no.] 8 5 4 11
Min./max. Dicke [mm] 0,3-6,0 0,2-5,5 0,2-6,0 0,3-4,0
Min./max. Eintrittsbreite [mm] 1350-1580 400-1550 1350-1640 750-1550
Min./max. Spaltbreite [mm] 30-200 10-50 20-50 10-150
Min./max. Coilgewicht [t] 22-30 4-30 26-30 10-30
Min./max. Geschwindigkeit [m/min] 90-300 120-250 200-250 100-200
Unternehmen ThyssenKrupp Mexinox Shanghai Krupp Stainless ThyssenKrupp Stainless USA*
Standort San Luis Potosí Shanghai Calvert, AL
Anzahl Anlagen [no.] 7 3 4**
Min./max. Dicke [mm] 0,3-4,0 0,25-3,0 0,3-10,0
Min./max. Eintrittsbreite [mm] 1300-1524 1350 1550-1880
Min./max. Spaltbreite [mm] 18-50 50 25-160
Min./max. Coilgewicht [t] 10-25 29 35
Min./max. Geschwindigkeit [m/min] 50-250 200 60-250
* im Bau
* im Bau** davon eine kombinierte Linie](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-22-320.jpg)
![23
Querzerteilanlagen
Unternehmen ThyssenKrupp Nirosta
ThyssenKrupp Acciai Speciali
Terni
Standort Krefeld Dillenburg Düsseldorf-Benrath Terni
Anzahl Anlagen [no.] 3 2 1 6
Min./max. Dicke [mm] 0,3-8,5 0,15-2,0 0,3-2,0 0,4-3,2
Min./max. Breite [mm] 1580 750-1550 690 750-1550
Min./max. Coilgewicht [t] 24-30 14-32 13 12-30
Min./max. Tafellänge [mm] 6000-12000 4000-9000 4000 3000-8000
Min./max. Geschwindigkeit [m/min] 50-100 60-100 60 12-30
Unternehmen ThyssenKrupp Mexinox Shanghai Krupp Stainless ThyssenKrupp Stainless USA*
Standort San Luis Potosí Shanghai Calvert, AL
Anzahl Anlagen [no.] 6 1 3**
Min./max. Dicke [mm] 0,3-3,4 0,25-2,0 0,3-10,0
Min./max. Breite [mm] 1270-1524 1340 1550-1880
Max. Coilgewicht [t] 4 29 35
Min./max. Tafellänge [mm] 2438-6500 4000 3050-9150
Min./max. Geschwindigkeit [m/min] 35-60 90 60
Präzisionsband
Unternehmen ThyssenKrupp Nirosta
Standort Dahlerbrück
Anlage Beizlinien Kaltwalzgerüste
Blankglüh-
anlagen
Dressiergerüste
Richtrollen-
aggregate
Spaltanlagen
Kantenarrondie-
rungsmaschine
Anzahl Anlagen [no.] 1 3 9 2 1 4 2
Min./max. Dicke [mm] 0,1-1,50 0,05-1,50 0,04-1,50 0,05-1,50 0,05-0,80 0,04-1,50 0,1-0,60
Min./max. Breite [mm] 650 255-650 12-650 300-650 650 350-650 25-100
Min./max. Coilgewicht [t] 10 1,25-10 4-10 1,25-10 10 3-10 1,0
Max. Geschwindigkeit [m/min] 15 750 30 200 200 200 200
Max. Bandzug [kN] — 200 — 27 — — —
Max. Walzkraft [kN] — 2400 — 4000 — — —
Rohrproduktion
Unternehmen Tubificio di Terni
Standort Terni
Anlage Rohrschweißmaschine
Anzahl Anlagen [no.] 3 2 2
Min./max. Banddicke [mm] 0,8-3,0 0,6-3,0 1,0-5,0
Min./max. Bandbreite [mm] 75-280 75-450 180-530
Schweißart Hochfrequenz Laser TIG
Rohrprofile
runde,
quadratische,
rechteckige
runde
runde,
quadratische,
rechteckige
Min./max.
Außendurchmesser
[mm] 25-89 25-126 57-168
Max . Geschwindigkeit [m/min] 120 18 2,5
Der Rohrproduktion gehört noch eine Spaltanlage an.
* im Bau** davon eine kombinierte Linie](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-23-320.jpg)



![27
Schmelzen und Gießen
Schmelzanlagen Behandlungsanlagen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Unna Standort Unna
Typ Lichtbogenofen Induktionsofen Typ VOD VLF
Anzahl Anlagen [no.] 1 3 Anzahl Anlagen [no.] 1 1
Schmelzgewicht [t] 30 16 Chargiergewicht [t] 20/30 20/30
Nennleistung Trafo [MVA] 15 3,8 Nennleistung Trafo [MVA] — 4,5
Durchmesser Ofentiegel [m] 3,5 1,3 Vakuumsystem [mbar] 1 1
Gießanlagen
Unternehmen ThyssenKrupp VDM
Standort Unna
Typ Strangguß Blockguß
Anzahl Anlagen [no.] 1 Strang
26 Gespanne/2-12
Kokillen
Radius [m] keiner —
Min./max. Kokillenbreite [mm] 600-1200 300-1600
Min./max. Kokillendicke [mm] 200-350 300-900
Max. Länge [m] 8,6 4
Vakuumschmelzanlagen Umschmelzöfen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Unna Standort Unna
Typ VIDP Typ ESR VAR
Anzahl Anlagen [no.] 1 Anzahl Anlagen [no.] 3 2
Schmelzgewicht [t] 20 (30) Min./max. Schmelzgewicht [t] 7-22 10-30
Nennleistung Trafo [MVA] 7 Min./max. Blockdurchmesser [mm] 400-1000 400-1000
Durchmesser Ofengefäß [m] 1,4 Min./max. Brammenbreite [mm] 930-1200 —
Vakuumsystem [mbar] 0,15 Min./max. Brammendicke [mm] 320 —
Min./max.
Elektrodendurchmesser
[mm] 330-980
Min./max. Blockgewicht [t] 2-17 2-17
Brammengewicht [t] 6-7 —
Rechteck [mm] 390-1485 I 390-770 Vakuumsystem [t] — 0,001
Elektrodengewicht Rund [t] 2,9-20 Nennleistung Trafo [mbar] 2,1-3,5 2-2,5
Elektrodengewicht Rechteck [t] 1,5-14
Glühöfen
Unternehmen ThyssenKrupp VDM
Standort Unna
Typ Herdwagenofen
Anzahl Anlagen [no.] 3
Glühgewicht [t] 20
Wärmeleistung (Gas) [MW] 2,4
Max. Temperatur [°C] 1220
Max. Länge [mm] 9500
VOD = Vacuum Oxygen Decarburization (Vakuum-Frischen)
VLF = Vacuum Laddle Furnace (Vakuum-Pfannenofen)
VIDP = Vacuum Induction Degassing and Pouring Furnace
(Vacuum-Induktionsschmelz- und Gießofen)
ESR = Electro Slag Remelting (Elektroschlackeumschmelzverfahren)
VAR = Vacuum Arc Remelting (Vakuum-Lichtbogen-Umschmelzen)
Anlagen im Geschäftsfeld Nickellegierungen](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-27-320.jpg)
![28
Weiterverarbeitung – Bänder
Kaltwalzgerüste
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ 4 high 6 high CVC 20 high 4 high
Anzahl Anlagen [no.] 1 1 1 1
Min./max. Bandbreite [mm] 400-800 400-800 350-750 80-350
Min./max. Banddicke [mm] 0,2-5,0 0,1-5,0 0,02-1,0 0,04-3,17
Max. Coilgewicht [t] 9 9 9 3
Max. Walzgeschwindigkeit [m/min] 240 450 600 250
Max. Bandzug [kN] 100 100 150 60
Max. Walzkraft [kN] 13000 6500 2100 3500
Wärmebehandlungsanlagen
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ Blankglühofen Haubenglühofen
Elektro-
Durchziehofen
Anzahl Anlagen [no.] 2 1 3
Min./max. Bandbreite [mm] 400-800 2100 70-450
Min./max. Banddicke [mm] 0,1-4,0 1,50-5,00 0,04-3,0
Min./max. Coilgewicht [t] 9 4 2-6
Min./max.
Glühgeschwindigkeit
[m/min] 12-26 nicht anwendbar 12-30
Min./max. Glühtemperatur [0C] 800-1230 400-1050 850-1150
Glühatmosphäre H2 Ar H2
Min./max. Ofenlänge [m] 8-13 1,31 Ø 4-6
Min./max. Kühlzonenlänge [m] 6 nicht anwendbar 4-5
In-Linie/Dressiergerüst nein nein nein
Richtanlagen
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ Streck-, Richt- und Spaltanlage Richt-, Abläng- und Entfettungsanlage
Anzahl Anlagen [no.] 2 3
Min./max. Bandbreite [mm] 30-765 8,0-764
Min./max. Banddicke [mm] 0,03-0,8 0,03-3,5
Max. Richtgeschwindigkeit [m/min] 180-200 25-40
Max. Coilgewicht [t] 1,5-6,0 0,5-6
Max. Streckkraft [kN] 20-80 nicht anwendbar](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-28-320.jpg)
![29
Bandschleifanlagen Längszerteilanlagen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Werdohl Standort Werdohl
Min./max. Bandbreite [mm] 550-825 600-1050 Typ
Dünnband-, Folien-, Breitband-, Schmal-
band-, Band- und Zirkularschere
Min./max. Banddicke [mm] 1,40-4,90 1,4-4,8 Anzahl Anlagen [no.] 6
Anzahl Kabinen [no.] 6 3 Min./max. Bandbreite [mm] 3,0-800
Min./max. Coilgewicht [t] 9 20 Min./max. Banddicke [mm] 0,025-4,8
Min./max.
Schleifgeschwindigkeit
[m/min] 10 40 Min./max. Spaltbandbreite [mm] 3-100
Anzahl Oberschliffkabinen [no.] 6 3
Min./max.
Spaltgeschwindigkeit
[m/min] 30-460
Anzahl Unterschliffkabinen [no.] 0 3 Min./max. Coilgewicht [t] 2-9
Beizanlagen
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ Warmbandbeize Kaltbandbeize
Anzahl Anlagen [no.] 1 1
Min./max. Bandbreite [mm] 280-800 60-800
Min./max. Banddicke [mm] 1,70-4,80 0,1-2,0
Max. Coilgewicht [t] 9 9
Max. Beizgeschwindigkeit [m/min] 10 30
Beizlänge [m] 20 15
In-Linie/Dressiergerüst nein nein
Draht
Wärmebehandlungsanlagen
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ Topfofen Durchlauf-Glühofen
Anzahl Anlagen [no.] 3 14
Min./max. Drahtdurchmesser [mm] 2,0-25,0 0,1-5,0
Ziehanlagen
Unternehmen ThyssenKrupp VDM
Standort Werdohl
Typ Trockenziehanlage Naßziehanlage
Anzahl Anlagen [no.] 7 14
Min./max. Drahtdurchmesser [mm] 1,0-15,0 0,1-2,0
Zusätzlich ergänzen verschiedene Bearbeitungsanlagen
die Drahtproduktion am Standort Werdohl:
• eine Flachwalzanlage
• eine Zieh- und Schabeanlage
• zwei Strahlanlagen
• zwei Richt- und Abteilanlagen](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-29-320.jpg)
![30
Blechproduktion
Walzgerüste Brammenanwärmofen/Zwischenwärmofen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Siegen Standort Siegen
Typ 4 high Typ Rollenherdofen
Anzahl Anlagen [no.] 1 Anzahl Anlagen [no.] 2
Min./max. Blechbreite [mm] 2500 Min./max. Brammenbreite [mm] 320-2650
Min./max. Blechdicke [mm] 2-100 Min./max. Brammendicke [mm] 3-160
Min./max. Blechlänge [mm] 1000-9000 Min./max. Brammenlänge [mm] 600-9000
Max. Stückgewicht [t] 2,8 Max. Stückgewicht [t] 2,8
Max. Walzkraft [kN] 40000 Min./max. Temperatur [°C] 770-1200
Max. Walzgeschwindigkeit [m/min.] —
Wärmebehandlungsöfen Strahlanlagen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Altena Siegen Standort Altena
Typ Rollenherdofen Haubenglühofen Typ Strahlanlage
Anzahl Anlagen [no.] 1 1 Anzahl Anlagen [no.] 2
Min./max. Blechbreite [mm] 300-3200 100-2160 Min./max. Blechbreite [mm] 500-3200
Min./max. Blechdicke [mm] 1,0-42,0 2-140 Min./max. Blechdicke [mm] 0,7-180
Min./max. Blechlänge [mm] — 100-6000 Min./max. Blechlänge [mm] 1000-12000
Max. Stückgewicht [t] 4,5 9 Max. Stückgewicht [t] 5
Min./max. Temperatur [°C] 500-1180 300-900 Min./max. Geschwindigkeit [m/min] 1-10
Beizanlagen Kaltwalzgerüst
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Altena Altena Siegen Standort Altena
Typ Sprühbeize Tauchbeize Tauchbeize Typ Sendzimir
Anzahl Anlagen [no.] 1 3 1 Anzahl Anlagen [no.] 1
Min./max. Blechbreite [mm] 760-3200 8-2500 8-2500 Min./max. Blechbreite [mm] 1000-2600
Min./max. Blechdicke [mm] 1,0-40,0 1,0-150,0 2-100 Min./max. Blechdicke [mm] 1,0-10,0
Min./max. Blechlänge [mm] 1300-10000 150-8000 1000-9500 Min./max. Blechlänge [mm] 2000-10000
Max. Stückgewicht [t] 4,5 8 2,8 Max. Stückgewicht [t] 1,5
Beizlänge [m] 10 8 9,5 Max. Walzkraft [kN] 25000
Beizmittel HNO3/HF, 40°C HNO3/HF, RT HF&H2SO4,40°C Geschwindigkeit [m/min] 5-60
Kühlmittel ÖlZur Adjustage gehören diverse weitere Anlagen:
• vier Rollenrichtmaschinen
• zwei Trockenschleifanlagen, eine Nassschleifanlage
• zwei Scheren, eine Säge, zwei Plasmaanlagen](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-30-320.jpg)
![31
Stangenproduktion
Wärmebehandlungsanlagen Richtanlagen
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Altena Standort Altena
Typ Herdwagenofen Typ Pressrichtmaschine Rollenrichtmaschine
Anzahl Anlagen 4 Anzahl Anlagen [no.] 1 5
Min./max. Ofenhöhe [mm] 500-700 Min./max. Stangendurchm. [mm] 25-400 8-95
Min./max. Ofenbreite [mm] 1000-1200 Min./max. Stangenlänge [mm] 300-8000 1800-11000
Min./max. Ofenlänge [mm] 7000-12500
Chargiergewicht [t] 21
Min./max. Temperatur [°C] 500-1240
Schmiede
Schmiedepresse Manipulatoren
Unternehmen ThyssenKrupp VDM Unternehmen ThyssenKrupp VDM
Standort Unna Standort Unna
Typ Freiform-Schmiedepresse Typ
2 schienengebunden,
1 mobil
Anzahl Anlagen [no.] 1 Anzahl Anlagen [no.] 3
Max. Presskraft [MN] 40 Tragkraft [kN] 80-600
Max. Stauchkraft [MN] 45 Lastmoment [kNm] 360-1500
Lichtes Maß [mm] 4300
Min./max.
Zangenklemmbereich
[mm] 110-1810
Säulenabstand [mm] 3125 Fahrbereich [m] 16
Max. Hübe [min-1] 120
Die Stangenproduktion verfügt über folgende Bearbeitungs- und Adjustageanlagen:
• eine Schälmaschine, fünf Drehmaschinen, eine Rondendrehbank
• eine Knüppelschleifmaschine
• drei Spitzenlosschleifmaschinen
• vier Sägen, zwei Trennanlagen
• eine Ziehbank
Die Schmiede verfügt außerdem über:
• drei Herdwagenöfen und
• fünf Kammeröfen.](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-31-320.jpg)


![35
Umschmelzöfen
Unternehmen ThyssenKrupp Titanium
Standort Terni Essen
Typ Skull Melter VAR VAR EB
Anzahl Anlagen [no.] 1 1 3 1
Min./max. Gewicht pro
Schmelze
[t] 1,6 0,1 3-13 15
Min./max. Nennleistung [MVA] 3 0,18 0,855-2,5 3,6
Min./max.
Tiegeldurchmesser
[m]
Blöcke 0,45 Ø
Brammen 0,2 x 0,9
0,2 Block 0,6-1,05 Ø
Block 0,84 Ø
oder Bramme 0,5 x 1,3 x 5
Min./max. Schmelzvakuum [mbar] 10 -3
10 -3
10 -3
-10 -2
10 -4
VAR = Vaccum Arc Remelting (Vakuum-Lichtbogen-Ofen) EB = Electron Beam (EB-Ofen)
Blechproduktion
Wärmebehandlungsanlagen Wärmebehandlungsöfen
Unternehmen ThyssenKrupp Titanium Unternehmen ThyssenKrupp Titanium
Standort Essen Standort Terni
Typ Vakuum-Kriech-Richtanlage Anzahl Anlagen [no.] 2
Anzahl Anlagen [no.] 1 Min./max. Blechbreite [mm] 2100
nutzbare Wannengröße [m] 6,3 x 3,1 Min./max. Blechdicke [mm] 60
Max. Belegungshöhe [m] 0,15 Min./max. Blechlänge [mm] 12000
Max. Chargiergewicht [t] 13 Max. Stückgewicht [t] 3,6
Max. Ofentemperatur [°C] 980 Min./max. Temperatur [°C] 800; 1100
Brammenanwärmöfen/Zwischenwärmöfen Walzgerüst
Unternehmen ThyssenKrupp Titanium Unternehmen ThyssenKrupp Titanium
Standort Terni Standort Terni
Anzahl Anlagen [no.] 1 Anzahl Anlagen [no.] 1
Min./max. Brammenbreite [mm] 1500 Max. Blechbreite [mm] 2100
Min./max. Brammendicke [mm] 170 Min./max. Blechdicke [mm] 170
Min./max. Brammenlänge [mm] 2000 Min./max. Blechlänge [mm] 8000
Max. Stückgewicht [t] 3,6 Max. Stückgewicht [t] 2
Min./max. Temperatur [°C] 800; 1250 Max. Walzkraft [kN] 28
Max. Walzgeschwindigkeit [m/min.] 60
Strahlanlagen Beizanlagen
Unternehmen ThyssenKrupp Titanium Unternehmen ThyssenKrupp Titanium
Standort Terni Essen Standort Terni Essen
Anzahl Anlagen [no.] 1 1 Anzahl Anlagen [no.] 2 1
Min./max. Blechbreite [mm] 2100 1300 Min./max. Blechbreite [mm] 2100 950
Min./max. Blechdicke [mm] 170 500 Min./max. Blechdicke [mm] 170 1000
Min./max. Blechlänge [mm] 12000 8000 Min./max. Blechlänge [mm] 12000 5000
Max. Stückgewicht [t] 3,6 5 Max. Stückgewicht [t] 3,6 3
Min./max. Geschwindigkeit [m/min.] 1; 6 0,5-2 Beizlänge [m] 13 4,5
Beizmittel HF, H2SO4, H2O2 HF/HNO3
Anlagen im Geschäftsfeld Titan
Rohrproduktion
Rohrschweißlinien
Unternehmen ThyssenKrupp Titanium
Standort Terni
Anzahl Anlagen [no.] 3
Min./max. Durchmesser [mm] 15-65
Min./max. Dicke [mm] 0,5-2,5
Min./max. Länge [mm] 2000-25000
Es erfolgt zudem eine Ultraschall-, eine Wirbelstrom- und eine Druckprüfung.
Die Stangenproduktion verfügt über folgende
Bearbeitungs- und Adjustageanlagen:
• vier Sägen
• zwei Drehmaschinen
• eine Beizanlage
• eine Strahlanlage
• zudem erfolgt eine US-Prüfung Tauchtechnik und
im Rahmen der Metallographie eine Mikroprüfung
Stangenproduktion](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-35-320.jpg)

![37
Anlagen im Geschäftsfeld Verarbeitung
Schmiede und mechanische Bearbeitung
Unternehmen Società delle Fucine Unternehmen Società delle Fucine
Standort Terni Standort Terni
Anlage Schmiedepresse Anlage Schmiede - Manipulatoren
Presskraft [t] 12600 5000 Lastmoment [t×m] 120 40 250
Min./max. Säulenabstand [mm] 2200-6200 2000-4250
Min./max. Durchmesser,
mit Greifbereich
[mm] 400-1100 250-1000 400-1800
Max. Öffnungen [mm] 6510 4120
Min./max. Durchmesser,
ohne Greifbereich
[mm] 700-1200 620-1300 1400-3000
Min. Öffnungen [mm] 3300 1920 Min./max. Höhe [mm] 1450-2400 1200-2000 2350-5200
Lauf [mm] 13600 7000 22000
Unternehmen Società delle Fucine Unternehmen Società delle Fucine
Standort Terni Standort Terni
Anlage Schmiede- und Behandlungsöfen Anlage Drehbänke
Fräs-
maschinen
Schleif-
maschinen
Anzahl Anlagen [no.] 24 Anzahl Anlagen [no.] 18 3 2
Min./max. Stückgewicht [t] 10-500 Min./max. Stückgewicht [t] 15-220 100-400 90-100
Max. Durchmesser [mm] 1750 Min./max. Durchmesser [mm] 900-4000 — 1803
Max. Länge [mm] 4115 Min./max. Länge [mm] 1000-4300 — 11590
Min./max. inneres
Ofenvolumen
[m3] 1-471 Min./max. Horizontaler Lauf [mm] — 11225-19400 16000
Ofen [type]
16 horizontale, 2 vertikale,
1 rotierende
Vertikaler Lauf [mm] — 3000-5000 5000
Min./max. Temperatur [°C] 1000-1230
Min./max.
Drehtischdurchmesser
[mm] 5500-7300 — —
Min./max. Leistung [Gcal/h] 0,5-12,0 Min./max. Höhe [mm] 3200-5700 — —
Bauart [type]
horizontal and
vertikal
— —
Min./max. Leistung [kW] 95-544 136 82-102](https://image.slidesharecdn.com/thyssenkruppwerkstoffe-141103110556-conversion-gate01/85/Thyssen-Krupp-Werkstoffe-37-320.jpg)