FULL ENJOY Call girls in Paharganj Delhi | 8377087607
Improving Production at Company A
1. LinnæusUniversity
1
Final report 22-10-2012
In the
COURSE
Life Cycle Cost Analysis
2SE014
Course coordinator: Taye Matias
Faculty: School of Engineering
Group E
Hande Madenoglu
Ka Man Yan
Serkan Alan
Kin Yan Man
2. 2
Acknowledgement
We would sincerely like to thank our lecturer Matias Taye interesting and useful
lectures. We would also like to thank for his time and providing valuable information and
continuous support and guidance through this project.
Växjö, October 2012
3. 3
Summary
This report is written for Life Cycle Cost Analysis‟s project at the autumn 2012. Our
case company which taken from Matias Taye. And the company is a fictive company.
Company name is “Company A” which is located in south part of Sweden. The factory in
“Company A” is manufacturing different kinds of machines to use in daily life for families
such as washing machines, fridges, ovens and etc.
The factory in “Company A” is over twenty years old. In the factory, “Company A” is
using a line production to manufacture the different kind of machines. We took three different
operations which are punching, edging and painting.
In this report we have generated three alternatives to help “Company A” to decrease
their downtime. There is a critical machine which is punching machine. This machine affect
whole production line because of its working performance. Our alternatives are buying a new
punching machine, do maintenance with implementing TPM methodology and no changes at
the current situation. By using the Benefit/cost analysis method we will able to compare these
alternatives to each other and select the best.
4. 4
Table of Content
1 Introduction.......................................................................................................................................... 6
1.1 Background.................................................................................................................................... 6
1.2 Assumption.................................................................................................................................... 6
1.3 Task................................................................................................................................................ 7
1.4 Research methodolgy.................................................................................................................... 7
2 Theory................................................................................................................................................... 8
2.1 Cost-Breakdown Structure (CBS)................................................................................................... 8
2.2 Prensent Worth............................................................................................................................. 8
2.3 Equivalent Annual Cost (EAC)........................................................................................................ 8
2.4Benefit Cost Analysis (B/C Analyses).............................................................................................. 9
2.5 Overall Equipment Effectiveness (OEE)......................................................................................... 9
2.6 Total Productive Maintenance (TPM) ………………………………………………………………………………….….10
3 Empirical findings ............................................................................................................................... 11
3.1 Presentation of the company...................................................................................................... 11
3.2 Production line ............................................................................................................................ 11
3.3 The current situation................................................................................................................... 12
3.3.1 Information about the critical machine ............................................................................... 12
3.3.2 Critical components of the ciritcal machine......................................................................... 12
3.3.3 Maintenance sturcture of the critical machine.................................................................... 13
4 Analyze ............................................................................................................................................... 14
4.1 Problem....................................................................................................................................... 14
4.2 Alternative................................................................................................................................... 14
4.2.1 Buying a new machine.......................................................................................................... 14
4.2.2 Implemneting TPM............................................................................................................... 14
4.2.3 Maintain current situation.................................................................................................... 15
4.3. Cost Breakdown Structure ............................................................................................................. 15
4.4 cash Flow Diagram .......................................................................................................................... 17
6. 6
1 Introduction
Introduction part is related to course of Life Cycle Cost, 2SE014, at Linnæus
University during the autumn semester 2012. This chapter mention about the background, a
short task description and research methodologies.
1.1 Background
Life Cycle Cost Analysis is a useful method to collect and treat all costs that occur
over the full life span or a specified period of a services or goods. Aim of the Life Cycle Cost
analysis method minimizing the costs and maximizing the turnover. The Life Cycle Cost
Analysis includes the entire life cycle regarding raw material manufacture, distribution,
transportation, maintenance. LCC provides important inputs in the decision making process.
The Life Cycle Cost Model is a method to calculate the Life Cycle Costs in a company.
“Life Cycle Costs are summations of cost estimates from inception to disposal for both
equipment and projects as determined by an analytical study and estimate of total costs
experienced during their life.” (P.Barringer, D.P. Weber, 1996)
1.2 Assumptions
In this paper, all the given information in the task paper is used as a primary data for
evaluating fictive data which is taken Matias Taye. Assumptions are made only if there is lack
of information. All the assumptions that are made are listed below.
Assumption for buying a new machine
Assume the condition of the new machine at the first ten years and no external
maintenance at the first 10 years.
Assume internal maintenance performs every year.
Assume the new machine is energy saving, so the overhead cost can be lowered
Assume the up time of the new punching machine is 92 %.
Assume max- production = 300000 units/ year
Assume average production = 250000 units/ year
Assume the scrap rate is 1%
Assumptions for implementing TPM:
Assume the external maintenance performs every 2 years.
Assume the internal maintenance performs every year.
Assume the up time of the punching machine after implementing TPM is 76%.
7. 7
Assume the maximum production of the punching machine after implementing TPM
is 265,000 units/year
Assume the average output is 190,000 units/year
Assume the scrap rate =6%
Assume each operator has to participate in the training for 4 hours/week
Assume there are 45 working weeks per year
The rest of the paper is organized as follows: In the second section, the relevant
theories, methods and tools are described. In this section, the methods that are used in the
paper are explained. Third section focuses on the tasks empirical findings. Fourth section is
analyzed to decide best alternative.
1.3 Task
First of all the aim of task is to analyze the selected production line and choose critical
machine. Project goal is mainly to come up with three alternatives for improving the working
performance for whole production line. There are three alternatives. One of them is buying a
new machine and the other one is implementing TPM. By following the Life Cycle Costing
LCC methodology and use Benefit /Costs analysis method it is possible to select the best
alternative for the company.
1.4 Research methodology
As mention above “Company A” is a fictive company. Thus, we had all data about the
company and production line which are given by Matias Taye. Whole used methods are
gathered by lecture notes, books, some data bases such as Emerald, Science direct and Google
scholar.
8. 8
2 Theory
In this project, we are going to provide 3 alternatives which are adapting current
situation (no change), purchasing new machine and implementing TPM. We are going to
evaluate these alternatives by using:
1. Cost Breakdown Structure (CBS)
2. Present Worth (PW)
3. Equivalent Annual Cost (EAC)
4. Benefit Cost Analysis (B/C analysis)
5. Overall Equipment Effectiveness (OEE)
6.Total Productive Maintenance (TPM)
After computation, we can choose the best alternative by comparing the results obtained.
2.1 Cost Breakdown Structure (CBS)
CBS is very important for life cycle cost analysis. This is because the main detailed
costs of different alternatives can be obtained through cost breakdown structure, and be
classified into different cost categories which cover labor force, materials, energy,
transportation, etc. (Zhu Hong, Hu Wenping,2010)
The Cost Breakdown Structure can be divided into three phases which are cost of
acquisition phase (CBO), cost of operation and maintenance phase (COM) and cost of
decommissioning and disposal phase (CD). The cost can be further breakdown for analysis
purpose. (Zhu Hong, Hu Wenping,2010)
There are basic characteristics should take care when using CBS. These are:
-It should include internal costs and relevant costs
-Important to identify all cost elements and their context
-CBS should be compatible.
-CBS should be categorized costs to allow monitoring
-CBS should be devised to see different levels of data
-CBS should be flexible enough to allow cost allocation
LCC= CBO + COM + CD
9. 9
2.2 Present Worth
The present worth method is used to find out the most economical alternative. Present
worth assumes that future investment has a value in today‟s dollars and that value is
determined by the cost of money over a fixed period of time. Therefore, the present worth
method is used to indicate the value of money which the company would gain. The value of
present worth should be positive in order to be attractive because negative value means there
will be a loss if the project is launched. (Mark Shaw, DennisE. Snyder,2001)
2.3 Equivalent Annual Cost (EAC)
EAC is an approach to calculate how much a project costs annually. Engineering
design and projects often consider costs and thus it is crucial to find out the annual cost. It is
also very important to present the EAC of a project to the management personnel because
they have to plan the annual budget before launching a new project.
2.4 Benefit Cost Analysis (B/C analysis)
Benefit and cost analysis involves identifying costs and benefits for each alternative
investment and selecting the best alternative according to a pre-specified criterion. Benefit
cost analysis is used to show how much return there is per money of investment. It helps
predict whether the benefits of an alternative outweigh its costs, and by how much relatives to
other alternatives. (Schniederjans, Marc J. Hamaker, Jamie L. Schniederjans, Ashlyn M).4
Depreciation
2.5 Overall Equipment Effectiveness (OEE)
OEE measures the actual performance of a tool or machine relative to its performance
capabilities. Its constituents include Availability, Performance Efficiency and Rate of Quality.
(S.E. Gouvea da Costa, E. Pinheiro de Lima,2002)
10. 10
OEE= Availability* Performance Efficiency* Rate of Quality
Availability is a comparison between the amount of time the machine is actually
producing and the amount of time it was planned to produce. Performance Efficiency is a
comparison between the real production rate of the machine and the expected production rate.
Rate of Quality is a comparison between the number of produced units that fits the
specifications and the total units produced. (S.E. Gouvea da Costa, E. Pinheiro de Lima,2002)
By calculating the OEE of different alternatives, we can compare which alternative has
the highest performance capabilities. For example, we can find out the OEE of an operation
after implementing TPM. If the OEE of the operation after implementing TPM is higher than
doing nothing, then TPM should be adapted in terms of OEE.
2.6 Total Productive Maintenance (TPM)
TPM involves the participation of all employees in the company because top
management plays an important role in creating supportive environment to implement TPM
and operators plays an important role in finding and solving problems in the production line.
TPM puts emphasis on the operator‟s duty on maintenance known as Autonomous
Maintenance. Operators can have a better understanding on how equipment works, notice the
abnormalities of the equipment and tell if quality is decreasing through training, exchange of
11. 11
advanced experience, discussion, etc. Therefore, operators can have a better insight into TPM
and enhance their enthusiasm to participate in the production process. Hence, the maintenance
group can concentrate on more complicated problems.
Autonomous Maintenance work includes (Li u Yile, Xu XueHang, ZouLei, 2008):
1) Clean up including seiri(sort), seiton(set in order), seiso(shine or sweep),
seiketsu(standardize) and shitsuke(sustain).
2) Identify and eliminate root cause of machine failure
3) Establish data collection and standards to prevent the problems found in step 1 and 2 from
happening again.
4) Develop standards to verify key operating parameters.
5) Train operator on equipment function and the key elements for good operation.
6) Identify spare parts and tools needed and availability.
7) Repeat the above steps for continuous improvement.
3 Empirical findings
3.1 Presentation of the company
Company A is a leading company in Sweden and it produces appliances. It produces
products for families with simple request in their ordinary day such as tumble dryers, ovens,
fridges and washing machines. Company‟s facilities are in south part of Sweden. There are
about 490 employees. In 2009 their endorsement was about 1.5 billion SEK. They produce
mainly professional washing machines, dryers, drying cabinet something like that as well as
they improve booking/paying system about laundry rooms for real estate owners.
3.2 Production line
Production is composed of different sections. Different sections produce different
parts. They produce some major parts and also they purchase a lot of electrical components
which they cannot produce. And these components are kept in inventory. All parts have
different cycle time so production of different parts starts at different time. Manufacturing
processes are planned so that all parts can be ready during assembly. Also all stations have
assigned TAKT times. They use 5S and lean manufacturing methods to eliminate non-value
activities and decrease major wastes. If all parts cannot be produced at the right time, there
will be production delay and this affects the whole production process.
12. 12
There are three chosen production lines and they are punching machine, edging press
and painting.
First, there is WIP (work-in-progress) storage of steel sheets in different sizes with
different depth used for altered products. These sheets will be loaded into the three punching
machines to do modification. The punching machine will perform one kind of job each time.
After that, the processed sheets will be transferred to the edging machines. The edging
machines are operated manually and this causes heavy lifting to the operators.
Finally, the sheets are painted and will be dried for two to three days in store.
3.3 The current situation
Our critical machine is one of the punching machines which have been used for more
than 20 years and it has gone through many failures during its usage. Now the punching
machine has no any book value. Since different punching machines have different working
performances a breakdown in the punching machine will cause delays for the whole
production line as no replacements of other machines can take place. So we are going to do an
analysis on this machine by using different approaches and evaluate it.
3.3.1 Information about the critical machine
A similar machine at present time costs around 10 million SEK on the market. The
average output from the punching machine is 3400 details per work week. The machine
operates at 65% so the maximum output from the punching machine will be 5230 details per
work week. The costs for the punching machine will be estimated as 25 % of the total cost
specified for the production line. The salvage value is assumed to be 15000 and declining
balance depreciation method is used with a machine life length is 10 years. The company uses
13. 13
an internal interest rate of 8 %. There will be costs for tools and spare parts after the first year
and the costs are assumed to rise with 10 % per annum.
3.3.2 Critical components of the critical machine
The software program used in the machine is old and there are some minor problems.
Failure of the system must be fixed before the machine starts working again.
Loading of the steel sheets are the raw materials for the punching machine to proceed.
The steel sheets should be of good quality for the punching machine to operate.
The adaptor tool holder should be in good conditions for the machine to produce
quality items.
3.3.3 Maintenance structure of the critical machine
There are 3 technicians working for the reparation and maintenance of punching,
edging and painting production line. Operators are responsible for minor maintenance tasks.
The punching machine will have an ordinary maintenance service outsourced annually
to ensure the machine operation follows the safety regulations.
A thorough maintenance of the machine will be carried out every second year or after
25000 operating hours.
It is known that the punching machine is at the end period of its life cycle as it breaks
down frequently and minor unplanned stoppages take place.
14. 14
4 Analyze
In the analyze part some methods are mentioned in the theory section. These methods
are Cost Breakdown Structure (CBS), Benefit Cost Analyses which helps to make decision.
We have compared the three alternatives and compare each other by using Present Worth,
Equivalent Annual Cost as decision criteria.
4.1 Problem
A main goal at “Company A” is to increase working performance for the whole
production line and also decrease the downtime. We choose the punching machine as our
critical machine which has been used for several years and has experienced many breakdowns
during its usage. Failure of this machine can also affect the whole production line. Thus, we
have tried to find a solution for this machine.
4.2 Alternative
There are three alternatives we have come up with to increase working performance
for the whole production line. Alternatives are:
Buying a new machine,
Implementing TPM,
Maintain the current situation.
4.2.1 Buying a new machine
According to fictive data about “Company A” punching machine is the bottleneck in
the production line. Thus buying a new machine is chosen as an alternative to increase the
working performance and decrease the downtime.
The hard thing when buying a new machine is, pay the cost of machine. But on the
other the company is being able to purchase new machines cost in the future, if they have
higher benefit. Buying a new machine will result in an increase of the performance on the
production line and production capacity will be increased.
4.2.2 Implementing TPM
There are some data about “Company A” and some of these are about maintenance and
some cost of maintenance. In the company maintenance department spend most of their time
on corrective maintenance. Thus, it cause waste money and time, also it can cause to stop
whole production line. As well there is more problem because of using corrective
maintenance. When the failures occur, technicians try to solve problem during the operation
15. 15
time so it will be able to downtime. In addition to “Company A” has mainly outsourced
maintenance for this reason outsourced maintenance contributed to addiction to other
company which makes maintenance for them. “Company A” could not manage themselves
their maintenance, during the last year they spend about 1.5 million SEK on external
maintenance.
As a result, implementing TPM helps to manage their maintenance activities. Also
thanks to implementing TPM to eliminate their external maintenance costs.
4.2.3 Maintain current situation
Today “Company A” has three punching machines but still they have not enough
working performance due to one of the punching machine gives error frequently. So that
punching machine is chosen as a critical machine. To deal with that problem there are two
alternatives besides current situation are analyzed to find a solution. If these alternatives
benefits are not going to more than costs, current situation will be maintained.
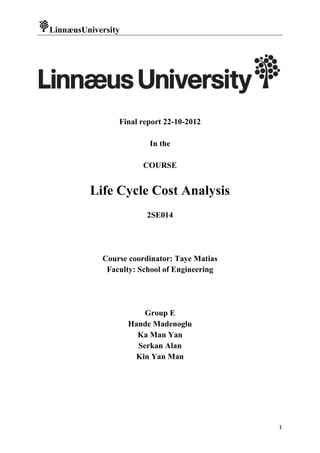
4.3 Cost Breakdown Structure
Cost breakdown structure is done for three alternatives. As you can see Figure.1 there
is a cost breakdown structure table for „buying a new machine‟. Recurring cost and non-
recurring cost are shown for the buying new machine on the Figure.1.
Maintenance cost, overhead cost and operational cost is selected for recurring cost.
When new machine is bought, it has to be need maintenance; also it needs some operating
activities. Of course there will be an overhead cost too. So we focused these three costs and
find sub-heading for them.
Capital cost is under the non-recurring cost headline. We found two sub-heading first
cost and installation cost. Capital cost is the essential cost to find the benefits of buying a new
machine. There are also other alternative‟s tables is done by cost breakdown structure
(Appendix1, Appendix2).
There are some cost which are in CBS listed in Appendix 7.
16. LinnæusUniversity
16
Figure-1: Buying a new machine (Cost Breakdown Structure)
Buying a new
machine
Recurring
Cost
Maintenance
Costs
Spare parts
internal
maintenance
Overhead
Costs
insurance
facility
electricity
Operational
Costs
labour
tools
materials
training
Non-
Recurring
capital costs
first costs
installation
costs
17. LinnæusUniversity
17
4.4 Cash Flow Diagram
Cash flow diagram is a tool used for show all costs and incomes like investment, salvage
value, maintenance costs.
Cash Flow Diagram for buying a new machine
Other cash flow diagrams and cash flow table for other alternatives are in appendix 3,
appendix 4
Also table below are showed costs and revenue.
18. 18
Cash flow table for buying a new machine
Revenue= 250000*100*0.92=23millions
Yea
r
Labour cost
(millions)
Tools
cost
(millions)
Spare parts
cost
(millions)
Other costs
(millions)
Revenue
(millions)
Total cost
(millions)
0 10.08
1 0.619 0.062 0.690 12.07 23 13.441
2 0.638 0.068 0.759 12.07 23 13.535
3 0.657 0.075 0.835 12.07 23 13.637
4 0.676 0.083 0.918 12.07 23 13.747
5 0.697 0.091 1.010 12.07 23 13.868
6 0.718 0.100 1.111 12.07 23 13.999
7 0.739 0.110 1.222 12.07 23 14.141
8 0.761 0.121 1.345 12.07 23 14.297
9 0.784 0.133 1.479 12.07 23 14.466
10 0.808 0.146 1.627 12.07 23 14.651
4.5 Calculation of Present Worth, Equivalent Annual Cost, OEE
Present worth, EAC, OEE are calculated for three alternatives. Buying a new machine
is shown for an example in this part. We assumed that 23 million SEK is income of the
company per year for ten years. We also calculate our incomes and cost‟s present worth. After
that we found net present worth.
19. 19
Buying a new machine
PW= -10.08 – 12.07(P/A,0.08,10)- 0.619(P/A,3%, 8% ,10)- 0.062(P/A,10%, 8 %,10)-
0.69(P/A,10%, 8 %,10)+ 23(P/A,0.08,10) = 51.01 Millions SEK
EAC = 10.08(A/P, 0.08, 10) – 23 + 12.07 + 0.619(P/A, 3%, 8%, 10)(A/P, 0.08, 10) +
0.062(P/A, 10%, 8%)(A/P, 0.08, 10) + 0.69(P/A, 10%, 8%)(A/P, 0.08, 10)
= 10.08(0.149) – 23 + 12.07 + 0.619(7.550133691)(0.149) + 0.062(10.07023086)(0.149) +
0.69(10.07023086)(0.149)
= -7.6 millions
Calculating OEE when buying new machine
Availability= 92%
Average production= 250000 units/year
Maximum production= 300000 units/year
Performance= 250000/300000= 83.3%
Quality rate=250000(1-1%)/250000=99%
OEE= 76%
Values are used for calculations:
Tied up capital: 10.08 (million SEK)
Labor cost: 0.619 (million SEK)
Tools cost: 0.062 (million SEK)
Spare parts cost: 0.69 (million SEK)
Other cost (these are presented in CBS part): 12.07 (million SEK)
Revenue: 23 (million SEK)
Other calculations are in the appendix (Appendix5, Appendix6)
20. 20
4.6 Benefit Cost Analyses
Alternatives Total
Cost(PW)
OEE B/C
Alternative-1(buying a new machine) 103.32
million SEK
76% 0,7356
Alternative-2(implementing TPM) 155.46
million SEK
39% 0,2529
Alternative-3(maintain current situation) 101.60
million SEK
51% 0,5020
21. 21
5 Results
In our project, we use present worth (PW), equivalent annual cost (EAC), benefit-to-cost ratio
(B/C ratio) and overall equipment effectiveness (OEE) to help to determine which alternative
(no changes, buying a new machine or implementing TPM) we should choose. We use the
cost break down structure to show all the cost which includes the recurring cost and non-
recurring cost incurred each year for each alternative. Cash flow diagrams are also drawn to
show the revenue and cost. They are shown in the Appendix. Then the present worth and
equivalent annual cost is calculated.
Comparing the present worth of the three alternatives, “Buying a new machine” has the
highest present worth and it is a positive value. However, the other two alternatives have a
negative present worth value and this means these two alternatives may suffer a loss. And
“Buying a new machine” is more attractive to choose.
Comparing the equivalent annual cost of the three alternatives,” buying a new machine” does
not have equivalent annual cost because the annual revenue is larger than the annual cost.
However, the other two alternatives have an equivalent annual cost which cannot be covered
by the annual revenue.
Applying the present worth and OEE to calculate the benefit-to-cost ratio, we find that
“buying a new machine” attains the highest B/C ratio, and based on all the above factor, we
conclude that our company should choose the alternative of buying a new machine because it
will bring more benefits to the company. The company can gain more compared with the
other alternatives.
22. LinnæusUniversity
22
6 Conclusions
To increase their OEE we have generated three alternatives. We have decided that
“Buying new machine” alternative is the best results for “Company A”. By using “Buying
new machine” alternative provides the most return. We considered all three alternatives by
using benefit cost method to choose most optimal alternative. Overall Equipment
Effectiveness, Equivalent Cost annual, total cost‟s present values are considered for benefit
cost method.
If “Company A” choose “implementing TPM” alternative, total cost would be lowest
total costs but OEE would not increase so much. Also implementing TPM is so hard in a short
term because TPM is working culture and changing companies culture can take so long times.
If “Company A” chose maintain current situation , punching machine which is critical
machine continue causing problem and OEE would be low level because of delaying whole
production line.
Recommendations: To be able to achieve increasing OEE and working performance
around 30 % we recommended “Company A” to buy new machine alternative.
Recommendation is based on whole analysis and decision making methods.
23. 23
7 References
1. Adedeji B. Omitaomu, Olufemi A.,Computational,2007, Economic Analysis for
Engineering and IndustryBadiru,
2. Christopher A. Mattson, Anoop A. Mullur & Achille Messac,2007,Engineering
Optimization
3. H.P. Barringer and D.P. Weber,1996, “Life cycle cost tutorial”
4. Marc J. Schniederjans,Ashlyn M. Schniederjans,Dara G. Schniederjans, 2005,
Outsourcing and insourcing in an international context, p.100ff.
5. Mark Shaw, Dennis E. Snyder,C ,2001,Selection of Wood Pole Alternatives by Means
of Present-Worth Analysis,. H. Guernsey & Company, Oklahoma City, OK
6. Nancy R. Tague, 2004, The Quality Toolbox, Second Edition, ASQ Quality Press,
pages 376-378
7. S.E. Gouvea da Costa, E. Pinheiro de Lima ,2002,Uses and Misuses of the “Overall
Equipment Effectiveness” for Production Management, ,PUCPR-Pontifical Catholic
University of Parana- Brazil, Production and Systems Engineering Group
8. Zhu Hong, Hu Wenping 2010,An instance based on a 3-dimensional model of Life
Cycle Cost for overhead lines
24. LinnæusUniversity
24
Appendix1-Implementing TPM
Implementing
TPM
Recurring Cost
Training Costs
Hiring experts
Overtime Costs
Overhead Costs
insurance
facility
electricity
Operational
Costs
labour
tools
materials
training
resource
teaching
material
documentation
maintenance &
repair
spare parts
internal
maintenance
external
maintenance
Non- Recurring
Labour Costs
Consulting Cost
resource
software
25. 25
Appendix2-Maintain current situation
No changes, current
situation
Recurring
Cost
Maintenance
Costs
Spare parts
internal
maintenance
external
maintenance
Overhead
Costs
insurance
facility
electricity
Operational
Costs
labour
tools
materials
training
Non-
Recurring