Das Dokument beschreibt ein Verfahren zur Verbindung dünner Metallschichten auf flexiblen Trägern, insbesondere für die elektrische Verbindung von Dünnschichtsolarzellen mit flexiblen Leiterplatten. Es umfasst Schritte wie das Entfernen der Trägerfolie von der Solarzelle und die Verwendung von Laserbehandlungen zum Bonden der Metallschichten. Der innovative Ansatz zielt darauf ab, die bisherigen Herausforderungen und Materialien zu umgehen und eine zuverlässige Verbindung zu schaffen.
![(12) NACH DEM VERTRAG ÜBER DIE INTERNATIONALE ZUSAMMENARBEIT AUF DEM GEBIET DES
PATENTWESENS (PCT) V E R ~ F F E N T L I C H TINTERNATIONALE ANMELDUNG
E
(19) Weltorganisation für geistiges Eigentum
Internationales Büro 111111111111111 111111111111111111111 111 1 11111111111111111111111111 1111111111111 1111
(43) Internationales Veröffentlichungsdatum (10) Internationale Veröffentlichungsnummer
14. Mai 2009 (14.05.2009) PCT WO 20091059752 A2
(51) Internationale Patentklassifikation: (72) Erfinder; und
HOlL 31/02 (2006.01) B23K26/32 (2006.01) (75) ErfinderIAnmelder (nur für US): ZIMMER, Klaus
H05K 3/32 (2006.01) [DEDE]; Amselweg 36a, 04668 ParthensteinIOT Klinga
(DE). BRAUN, Alexander [DEDE]; Stephanstrasse 20,
(21) Internationales Aktenzeichen: PCT/EP2008/009316 04103 Leipzig (DE). OTTE, Karsten [DEDE]; Dölitzer
(22) Internationales Anmeldedatum: Strasse 18, 04277 Leipzig (DE). GERLACH, Lothar
5. November 2008 (05.11.2008) [DE/NL]; Hazenboslaan 25, NI-2341 SE Oegstgeest (NI).
(74) Anwalt: RECHTSANWALTSGESELLSCHAFT MBH
(25) Einreichungssprache: Deutsch
DR. JUR. PETER NENNING; Riesaer Strasse 164,
(26) Veröffentlichungssprache: Deutsch 04319 Leipzig (DE).
(30) Angaben zur Priorität: (81) Bestimmungsstaaten (soweit nicht anders angegeben,für
10 2007 052 972.6 jede iieifügbare nationale Schutzrechtsart): AE, AG, AL,
7. November 2007 (07.11.2007) DE AM, AO, AT, AU, AZ, BA, BB, BG, BH, BR, BW, BY,
BZ, CA, CH, CN, CO, CR, CU, CZ, DE, DK, DM, DO,
(71) Anmelder (für alle Bestimmungsstaaten mit Ausnahme von DZ, EC, EE, EG, ES, FI,GB, GD, GE, GH, GM, GT, HN,
-
=
P
=
P
US):SOLARION AG [DEDE]; Ostende 5,04288 Leipzig
(DEI.
HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KN, KP, KR, KZ,
LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, MG, MK,
P
[Fortsetzung auf der nächsten Seite]
=
E
-
= (54) Title: METHOD AND MEANS FOR CONNECTING THIN METAL LAYERS
P
=
P
-
-
P
E (54) Bezeichnung:
-
P
P
E
VERFAHREN UND MITTEL ZUM VERBINDEN DÜNNER METALLSCHICHTEN
P
-
P
E
E 8 13
-
P
=
P
P
P
P
P
P
-
P
E
E
- 61~
P
P
P
=
P
7
-
P
E
P
E
P
=
P
-
=
-
P
= Fig. 2
=
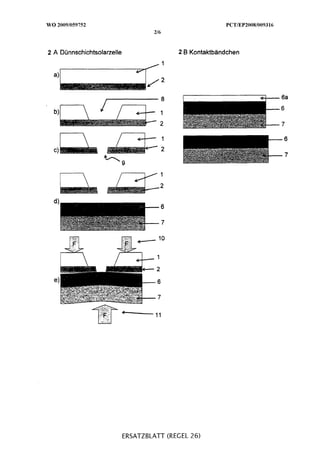
(57) Abstract: Disclosed are a configuration for bonding a thin metal layer to two workpieces {B}and {A},e.g. solar cells and film-
4 backedlreinforced small contact strips as well as a method for the stable production of such a connection, comprising the following
steps: (i) the backing film is removed from the solar cell; (ii) the two filmsllayers are pressed together; and (iii) the two parts are
5 irradiated from the side of the rear contact { } of the thin-film solar cell. According to the invention, preferably two or three laser
treatment steps are used for removing the backing film of the thin-film solar cell in an ablation process by means of a short-pulse
laser and nveting the first metal layer, e.g. the rear contact of the solar cell, to the second metal layer, e.g. the small contact strip, by
irradiating the same by means of a long-pulse laser. The energy density, pulse duration and temporary pulse form, pulse frequency,
and wavelength for the ablation process and the weldinglnveting process are selected according to the specific matenals used. Such
a laser riveting process can be used for electncally contacting thin-film solar cells with small flexible contact strips.
0
2.(57)
. Zusammenfassung: Eine Konfiguration zum Bonden von einer dünnen Metallschicht auf zwei Werkstücken {B}und {A},z.
B. Solarzellen und foliengestützenlverstärkten Kontaktbändchen, und eine Methode zur stabilen Herstellung einer solchen Verbin-
0 dung einschließlich der Schritte (i) zur Entfernung der Trägerfolie von der Solarzelle, (ii)
3 [Fortsetzung auf der nächsten Seite]](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-1-320.jpg)

![Verfahren und Mittel zum Verbinden dünner Metallschichten
[0001] Die vorliegende Erfindung bezieht sich auf eine Anordnung zum Bon-
den von zwei Metallfilmen, die auf flexible Träger aufgebracht sind, und ein Ver-
5 fahren zur Realisierung dieser Verbindung. Insbesondere bezieht sich die Erfin-
dung auf die elektrische Verbindung von Dünnschichtsolarzellen mit flexiblen Lei-
terplatten und ein Verfahren zur Herstellung derselben.
[0002] Gegenwärtig werden verschiedene Typen von Dünnschichtsolarzellen,
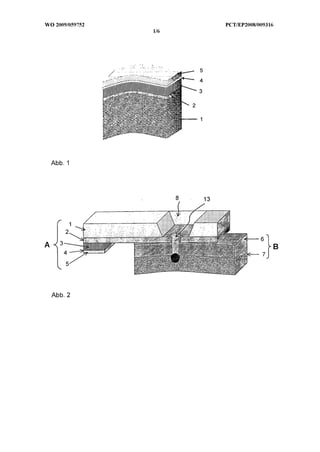
10 die Sonnenlicht in elektrische Energie umwandeln, entwickelt. Abb. 1 zeigt den
schematischen Aufbau einer solchen Zelle, die im Wesentlichen aus einem Front-
kontakt (51, einem Rückkontakt (2) und einer halbleitenden Absorberschicht (3)
besteht. Der Frontkontakt ist dem ankommende Licht zugewandt und besteht aus
einem transparenten leitfähigen Oxid (TOC - transparent conductive oxide), der
15 Rückkontakt besteht aus einer Metallschicht. Die Licht umwandelnde Halbleiter-
schicht (Absorber) (3) kann aus verschiedenen Materialien bestehen, z. B. aus
amorphem sowie mikro- oder polykristallinem Silizium, Kupfer-lndium-Gallium-
Diselenid (CIGS) und anderen halbleitenden Materialien. Ein zusätzlicher dünner
halbleitender Film (4) mit entgegengesetzter Leitfähigkeit ist erforderlich, um den
20 pn-Übergang mit der halbleitenden Absorberschicht (3) herzustellen. Für CIGS-
Solarzellen wird der pn-Übergang durch einen Heteroübergang der CIGS-Schicht
und einer dünnen CdS-Schicht gebildet.
[0003] Die Herstellung von dünnen Solarzellen auf flexiblen Substraten wurde
schon gezeigt bzw. vorgestellt. Polymere bieten exquisite Eigenschaften wie zum
Beispiel Festigkeit, Dichte, Oberfiächenqualität usw. bei geringem Gewicht.
- --
Allerdings ist die maximale Gebrauchstemperatur aufgrund der Stabilität des Po-
lymer-materials begrenzt. Für eine qualitativ hochwertige Halbleiterschichtab-
scheidung ist dennoch ein zusätzlicher Energieeintrag in Form von Vliärmeenergie
30 oder Strahlung notwendig. Aus diesem Grund werden für den industriellen Pro-
zess der Abscheidung dünner Halbleiterschichten für flexible Solarzellen oft Hoch-
leistungspolymerfolien wie z. B. ~apton@
verwendet.](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-3-320.jpg)
![WO 20091059752 PCTlEP20081009316
[0004] Diese Materialien werden mit oder ohne textile Verstärkung auch für
starre und flexible Leiterplatten verwendet. Die Technologie der Herstellung so-
wohl des Basismaterials als auch verschiedener Produkte ist bekannt.
5 [0005] Die in der Solarzelle produzierte elektrische Energie muss zum
Verbraucher weitergeleitet werden. Zu diesem Zweck müssen die dünnen Schich-
ten elektrisch kontaktiert und mit einem Leitbahnsystem verbunden werden. Bei
Dünnschichtsolarzellen und besonders bei flexiblen Solarzellen muss dieser Kon-
takt ebenfalls flexibel sein, sodass auch dünne Schichten, dünne Folien oder ähn-
10 liche dünne metallische Leiter verwendet werden sollten.
[0007] Ein Standardprozess zur Verbindung der Kontaktpads massiver Solar-
15 zellen, wie beispielsweise Siliziumwafer-Solarzellen, ist das Anlöten von Kontakt-
streifen an Lötpunkte von Vorder- und Rückkontakt, z. B. durch Bestrahlung mit
Hochleistungslampen. Das Löten dünner Schichten ist aufgrund der geringen
Schichtdicke von etwa 1 Pm und darunter komplizierter. Die Legierungsprozesse,
die während des Lötens auftreten, können bekanntermaßen Schädigungen der
20 dünnen Schichten oder Kontaktstellen verursachen.
[0008] Ein weiteres Verfahren, Dünnschichtsolarzellen mit den externen Kon-
takten zu verbinden, besteht in der Verwendung von Kontaktklebern. Dieser weit-
verbreitete Prozess setzt allerdings die Verwendung eines zusätzlichen Materials
25 voraus. Die Kontaktfläche sollte wegen der spezifischen Widerstandswerte des
Kontaktklebers und der üblichen Applikationstechniken der Pasten, beispielsweise
Siebdruck oder ähnlicher Verfahren, von mittlerer Größe sein.
[0009] Ferner sind Verbindungstechnologien bekannt, die ohne zusätzliche
30 Materialien wie Leitkleber oder Lötzinn auskommen. Der Anschluss dünner Drähte
an Halbleiterchips ist aus der Halbleiterindustrie bekannt und wird durch einen so-
genannten Bondprozess realisiert. Allerdings setzt dieser Prozess spezielle Ober-
flächen und Materialien voraus und kann nur mit speziellen Metallen wie Gold und
Aluminium ausgeführt werden. Außerdem wirken beim Bonden hohe Drücke auf](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-4-320.jpg)
![WO 20091059752 PCTlEP20081009316
die Oberfläche der dünnen Schichten ein. Die mechanische Starrheit der Polymer-
folien entspricht nicht den Erfordernissen des Bondprozesses, wie er in der Halb-
leiterindustrie angewendet wird.
Die moderne Lasertechnologie stellt leistungsfähige Laserquellen mit Leistungen
5 im kW-Bereich zur Verfügung. Maschinenbau-Anwendungenerfordern solche
Leis-tungen, allerdings sind für Mikroprozesse in der Regel einige Watt ausrei-
chend. Des Weiteren kann der Laserstrahl auf sehr kleine Flächen fokussiert und
kontrolliert zu beliebigen Punkten auf der Oberfläche geführt werden. Das Aufspal-
ten leistungsstarker Laserstrahlen in Teilstrahlen wird oft benutzt, um die Leistung,
10 die Geschwindigkeit bzw. die Bearbeitungsqualitätzu erhöhen.
[OOIO] In JP2005191584 wird eine integrierte Solarbatterie vorgestellt, bei der
Anschlusspads die Spannung der Solarzelle abgreifen. Um die Solarbatterie mit
einer verzinnten Kupferfolie zu verbinden, wurde zusätzlich Lötzinn auf die Bond-
15 stellen aufgetragen. Hierdurch kann die Kontaktierung durch Löten realisiert wer-
den.
1001I] Laserstrahlbearbeitung kommt bei der Solarzellenherstellung regelmä-
ßig zur Anwendung. Speziell bei der Dünnschichtsolarzellenherstellung wird das
20 Laserritzen eingesetzt, um die verschiedenen Teile der Solarzelle voneinander zu
isolieren. Derartige Ritzverfahren werden auch bei der seriellen Verschaltung von
Solarzellen angewendet, wie in EP1727211 dargestellt ist.
[0012] Ein anderes Konzept der Verbindung von Dünnschichtsolarzellen mit
25 einem externen Kontakt wird in von E.J. Simburger et al. in “Development of a thin
film solar cell interconnect for the PowerSphere concept", Materials Science and
Engineering B 116 (2005) 321-325 vorgeschlagen und in ähnlicher Weise in
US20050011551 dargestellt. Das Konzept beruht auf der Verwendung eines um-
greifenden Randkontaktes, der an der Kante einer Dünnschichtsolarzelle ange-
30 ordnet ist, um elektrische Verbindungen zwischen den Schichten einer Dünn-
schichtsolarzelle und den Kontaktpads, die auf der Rückseite der Solarzelle ange-
ordnet sind, herzustellen. Ein Laserstrahl wird für die Verschweißung der Kupferfo-
lie mit flexiblen Kontaktbändchen benutzt. Bei dieser Ausführungsform muss der
umgreifende Randkontakt durch eine komplizierte Folge von Dünnschicht-](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-5-320.jpg)
![Beschichtungsprozessen hergestellt werden. Außerdem wird die Verbindung des
Umgriffkontaktes mit dem externen Kontaktbändchen durch Laserschweißen her-
gestellt. Aufgrund der verwendeten Metalle bildet sich ein Metallübergangskontakt,
der typisch für die Bildung von Legierungen ist, die während der Vermischung der
5 flüssigen Phasen beim Schweißen auftritt.
[0013] In US6114185 wird vorgeschlagen, das Laserschweißen zur Verbin-
dung von Halbleiterbauelementen mit Metallteilen anzuwenden. Allerdings ist ein
Kontakt zu den Elektroden der Solarzelle nicht vorgesehen. Weiterhin wird betont,
dass die Halbleiterbauelemente den Temperaturen während des Schweißvorgan-
10 ges standhalten müssen.
[0014] Die gegenwärtig verfügbaren Lasertechnologien ermöglichen die Ver-
bindung metallischer Teile durch Laserbestrahlung. Typische Prozesse sind
Schweißen und Löten mit und ohne zusätzliche Materialien. Für eine zuverlässige
15 Verbindung bewirken Diffusionsprozesse die Vermischung der Metalle und können
zur Bildung zusätzlicher Phasen führen. Wenn unterschiedliche Metalle durch
Wärme- oder Laserprozesse verbunden werden, kann es aufgrund der unter-
schiedlichen Phasenübergangstemperaturen, ungenügender Bildung von Legie-
rungen oder das Auflösen der dünnen Schichten während der Bearbeitung im
20 flüssigen/geschmolzenen Zustand zu Problemen kommen.
[0015] Die gegenwärtig verfügbaren Verfahren zur Verbindung von dünnen
Schichten mit der Außenverdrahtung haben Nachteile. Sie erfordern zur Herstel-
lung der Verbindung entweder einen hohen technischen, verfahrenstechnischen
25 oder technologischen Aufwand, besondere Materialien oder spezifische Oberflä-
chen. lnsbesondere bei flexiblen Trägem gewinnen dies Aspekte besonders an
Bedeutung.
[0016] Der Erfindung liegt die Aufgabe zu Grunde ein neuartiges Verfahren zur
30 Verbindung von dünnen Metallschichten auf flexiblen Träger bereitzustellen, das
mit geringem Aufwand und bei geringem Flächenbedarf eine Verbindung der dün-
nen Schicht mit der Außenverdrahtung ermöglicht. lnsbesondere wird angestrebt,
eine zuverlässige Methode zur Verbinduna von mindestens m e i Metallschichten
4
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-6-320.jpg)
![zur Verfügung zu stellen, die das mechanische und elektrische Bonden vorzugsweise
meier unterschiedlicher Materialien ermöglichen.
[0017] Erfindungsgemäß wird die Aufgabe durch die Anwendung von gepulster
5 Laserstrahlung entsprechend den in Anspruch Igenannten Merkmalen gelöst. Die
aktuelle Erfindung bietet einen Prozess zur Mikrovernietung dünner Schichten und
Folien, der die mechanische und elektrische Verbindung dünner Metallschichten
durch geometrische Verzahnung der Materialien und die Bildung von Gemischen
der beteiligten Materialien ermöglicht. Zusätzlich wird eine Methode zur Herstel-
10 l ~ n derartiger Mikrovernietungen für dünne Schichten und Folien bereitgestellt.
g
[0018] Die aktuelle Erfindung zeigt eine Konfiguration zum Mikrobonden von
zwei dünnen Schichten oder zwei Dünnschichtstapeln mittels Mikro(hohl)nieten,
die vorzugsweise aus dem Material einer der beiden beteiligten dünnen Schichten
15 bestehen sowie einen Prozess zur Mikrovernietung derartiger dünner Schichten
oder Dünnschichtstapel durch Laserbestrahlung.
[0019] Die Ziel, Charakteristiken, Aspekte und Vorteile der vorliegenden Erfin-
dung werden anhand der folgenden detaillierten Beschreibung der Erfindung zu-
20 sammen mit den beigefügten Abbildungen verdeutlicht.
Beschreibung der Abbildungen
[0020]
Abb. 1: Schematische Ansicht des Prinzipaufbaus einer Dünnschichtsolarzelle auf
25 flexiblen Substraten.
Abb. 2: 3D-Schema des Bereiches des Bondens einer Solarzelle mit dem Kontakt-
bändchen durch Mikrovernietung.
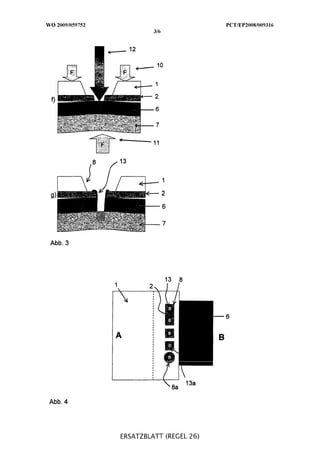
Abb. 3: Die wichtigsten Prozessschritte für das Lasernieten bzw. das Laserbonden
sind schematisch gezeigt.
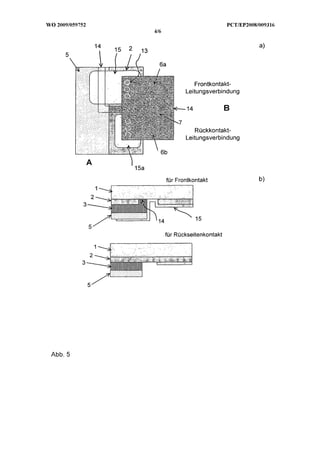
30 Abb. 4: Beispiele für unterschiedliche Ausführungen von Lasernietverbindungen
am Beispiel der Verbindung einer Dünnschichtsolarzelle mit einer flexiblen Verbin-
dungsleitung.
Abb. 5: Beispiel für die Anwendung von Lasernieten zur Verbindung von Front-
und Rückkontakt einer Solarzelle mit einer flexiblen Verbindungsleitung.
5
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-7-320.jpg)
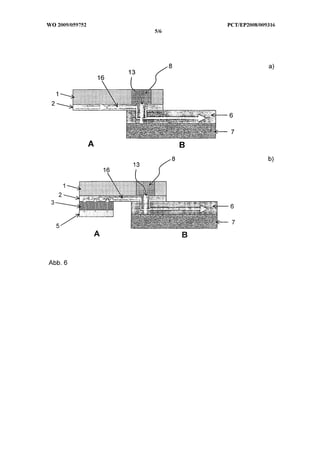
![Abb. 6: Schematische Ansicht des Stromflusses bei der Verbindung von Vorder-
und Rückkontakt einer Solarzelle mit einem flexiblen Verbindungsleitungssystem.
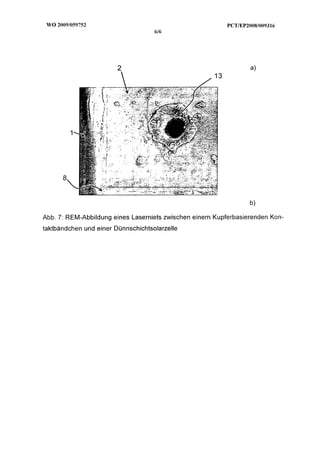
Abb, 7: REM-Darstellung einer Laservernietung zwischen einem flexiblen Kupfer-
leiterplatte und einer Dünnschichtsolarzelle auf einer Kaptonfolie.
[0021] Die Erfindung soll nachstehend anhand von den in der Zeichnung dar-
gestellten Ausführungsbeispielen näher erläutert werden. In den Abbildungen
kennzeichnen identische Bezeichnungen (Nummern, Abkürzungen, Namen usw.)
identische oder gleichartige Komponenten oder Prozesse.
10 [0022] In Abb. 3 a) bis g) werden die hauptsächlichen Schritte zum Bonden
von Dünnschichtstrukturen mittels Lasernietens schematisch in einer bevorzugten
Ausführung der vorliegenden Erfindung zum Bonden von Dünnschichtsolarzellen
mit einem flexiblen elektrischen Verbindungsleitung dargestellt.
15 Wie in Abb. 3 a) dargestellt ist, werden zunächst die obenliegende Schichten der
Solarzelle (insbesondere der Frontkontakt und die Absorberschicht) entfernt, um
den Dünnschichtrückkontakt (21, der in diesem Fall aus Molybdän besteht, freizu-
legen. Des Weiteren wird die Polymerträgerfolie {I) in einem begrenzten Ge-
biet (8) bis auf die dünne Metallschicht (2)entfernt, wie in Abb. 3 b) dargestellt
20 wird. Das kann durch Ablation mit einem gepulsten UV-Laser geschehen, dessen
Pulsdauer geringer als 1 ps ist. Die Laserablationsparameter, z. B. die La-
serfluenz, werden so ausgewählt, dass die Ablation der Trägerfolie {I) zu reali-
so
sieren, dass der zerstörungsfreieAbtrag des Trägerfolienmaterials von der dünnen
Metallschicht (2) möglich ist, so dass die Herstellung einer nun freistehenden dün-
25 nen Metallschicht gesichert ist. Analoge Prozesse können für die Präparation des
Kontaktbereiches der flexiblen Verbindungsleitung angewendet werden. Speziell
die Deckschichten (6a) etc., beispielsweise eine mögliche Deckschicht des Kon-
taktmetalls, müssen zumindest in dem Bereich entfernt werden, in dem das La-
sernieten durchgeführt werden soll.
30
[0023] Bei einer speziellen Ausführung des Prozesses, welche in Abb. 3 C)
gezeigt wird, wird ein Kieines ~ o c h die dünne Merallschicht des Rückkontakts
in
gebohrt. Dieser Bohrprozess wird vorzugsweise nach der Polymerablation der
Trägerfolie der Solarzelle entsprechend Abb. 3 b) erfolgen, kann aber auch da-
6
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-8-320.jpg)
![nach geschehen. Bei beiden Ausfuhrungsarten ist eine ausreichend exakte Über-
deckungsgenauigkeit bei den Prozessschritten erforderlich, um zu sichern, dass
das gebohrte Metallloch (9) innerhalb des ablatierten Bereiches (8)liegt. Das ist
insbesondere dann garantiert, wenn für beide Prozessschritte dieselbe Anlage o-
5 der sogar derselbe Laserstrahl benutzt wird. Eine Kombination der Laserablation
des Trägeriolie {I) der Metallschicht (2) durch Verwendung desselben Laser-
und
strahles, auch wenn erforderlichenfalls unterschiedliche Laserparameter verwen-
det werden, kann die Herstellung bezüglich Geschwindigkeit und Funktionssicher-
heit verbessern. Die in Abb. 3 b) bis C) dargestellten Prozessschritte können auch
10 durchgeführt werden, wenn die flexible Verbindungsleitung schon die Solarzellen-
folie abstützt, wie in Abb. 3 d) dargestellt ist.
[0024] Im nächsten Schritt, vergleiche Abb. 3 e),wird der so vorbereitete Be-
reich der Dünnschichtsolarzelle auf die flexible Verbindungsleitung aufeinander-
gepresst. In diesem Schritt werden Kräfte {I I an die Dünnschichtsolarzelle
0, I)
15 und die flexible Verbindungsleitung (7)angelegt, um die Entfernung zwischen bei-
den Metallschichtoberflächen ausreichend zu verringern.
[0025] Nun befindet sich der dünne Metallrückkontakt der Dünnschichtsolar-
zelle in Kontakt mit dem Metall der flexiblen Verbindungsleitung. Beide Metalle (2,
20 6) werden durch Laserbestrahlung { I 2) verbunden, wie in Abb. 3 f) dargestellt ist.
Dafür wird vorzugsweise gepulste Laserstrahlung mit Pulslängen von größer 1 PS
verwendet. Die Wellenlänge kann entsprechend der Erfordernisse ausgewählt
werden. Allerdings wird aus Kostengründen ein Nd:YAG-Laser mit eine Wellen-
länge von 1.06 vm bevorzugt. Aufgrund der Laserbestrahlung und der dadurch
25 ausgelösten Prozesse wird eine Verbindung, die beide Metallschichten mecha-
nisch miteinander verbindet und auch einen elektrischen Kontakt bildet, geformt,
die im Schnitt einer Nietverbindung ähnelt. Nach dem Lösen der Kräfte, die die
beiden Teile aufeinander gepresst haben, ist eine stabile Laser- Nietverbindung
r4 91 --A-&-- A- -
1 I JJ CI iraiar iueri, wie scnemaiiscn in Abb, 3 g dargestellt ist.
[0026] Für ein stabiles und reproduzierbares Bonden einer Dünnschichtsolar-
zelle mit einer flexiblen Verbindungsleitung sind üblicherweise mehrere Mikroniete
wünschenswert, wie in Abb. 4 dargestellt ist. In der Abbildung sind verschiedene
Möglichkeiten der Konfiguration von Mikronieten und dem geöffneten Rückseiten-
7
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-9-320.jpg)
![kontakt bezüglich Form, Gestaltung und Größe zu sehen. Andere Formen, Konfi-
gurationen und Größen sind ebenfalls möglich. Die Niete können ebenfalls schlitz-
förmig sein. Einzelne Lasernietungen können in Reihen angeordnet sein oder eine
dichte Anordnung bilden.
5
[0027] Um qualitative hochwertige Nietverbindungen zu erreichen, müssen
beide Metalloberflächen während des Lasernietens so eng wie möglich beieinan-
der sein. Um dies zu erreichen, können die folgenden Methoden angewendet oder
miteinander kombiniert werden: Vakuumsaugtische, Druck eines Gasstroms oder
10 der Nutzung des Drucks der Ablationswolke. Des Weitern können die Folien über
gekrümmte Werkstückträger, z. B. Rollen, geführt werden. Andere technische
Hilfsmittel sind ebenfalls möglich.
[0028] Speziell zum Lasernieten verschiedener Materialien unterstützt ein in
die obere Metallschicht gebohrtes Loch die Bildung der Mikronieten. Dieses Loch
15 kann in verschiedenen Stadien des Produktionsprozesses eingebracht werden.
Vorzugsweise wird aber ein Laser venrvendet, wobei unterschiedliche Lasertypen
nutzbar sind. Zweifellos kann der zum Nieten venvendete Laser auch zum Bohren
benutzt werden. Die hierfür optimale zeitliche Energiezuführung kann durch Steue-
rung der Ausgangsleistung oder der Pulsdauer des Laserstrahl erfolgen. Eine ele-
20 gante Methode ist die Modifizierung der Pulsdauer durch geeignete Mittel, z. B. e-
lektrooptische Elemente. Eine ebenfalls bevorzugte Ausführungsart ist die elektri-
sche Kontrolle der Laserausgangsleistung. Unter Einbeziehung derartiger Kon-
trollverfahren kann der Bohr- und Lasernietprozess mit einem Laser durchgeführt
werden. Auch eine Variation der Pulsdauer kann zweckmäßig sein, um mit ein und
25 demselben Laser sowohl zu bohren als auch zu schweißen. Ebenso ist eien ge-
eignete Steuerung der Pulsform des Lasers möglich, um mit dem gleichen Laser
zu bohren und zu schweißen.
[0029] Um eine Serie von Mikronieten simultan zu erzeugen, kann aer iaser-
30 strahl aufgespaltet werden und so gleichzeitig mehrfach für den Lasernietprozess
zum Einsatz kommen. Folglich kann eine Reihe von Nietverbindungen simultan
erzeugt werden.
8
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-10-320.jpg)
![[0030] Die Anwendung der Lasernietmethode zur Kontaktierung von Dünn-
schichtsolarzellen ist in Abb. 5 schematisch dargestellt. Das Schema zeigt die
Draufsicht auf den gebondeten Bereich, wobei der Frontkontakt obenauf liegt. Als
ein Beispiel für die praktische Anwendung wurden beide, der Rückseiten- und der
5 Frontkontakt, simultan mit dem Kontaktbändchen verbunden. Deshalb mussten
zusätzliche Prozessschritte vor dem Lasernieten in verschiedenen Stadien der
Herstellung der Solarzelle {A) und der flexiblen elektrischen Verbindungslei-
tung {B) eingefügt werden. Zunächst muss der Rückkontakt der Solarzelle (2) zur
sicheren elektrischen Isolation von den Teilen des Rückkontaktes, die für das
10 Bonden mit dem Frontkontakt vorgesehen sind, angeritzt werden Zusätzlich muss
die Metallschicht (6) der flexiblen elektrischen Verbindungsleitung {B) so geritzt
werden, dass zwei Leitungen {6a) und (6b) entstehen. Die Ritze sind mit (14) be-
zeichnet. Um den Frontkontakt mit dem isolierten Rückseitenbereich zu verbinden,
wurde beispielsweise eine zusätzliche Metallschicht { I 5) aufgebracht. Diese elekt-
15 rische Verbindung kann auch alternativ, z. B. durch Leitkleber, hergestellt werden.
Die Metallschicht {I 5) kann auch auf der Oberfläche der Rückkontaktschicht (2)
positioniert werden, womit der Lasernietprozess verbessert werden kann. Demzu-
folge ist eine sorgfältige Auswahl der Metallschicht {I erforderlich. Die Quer-
5)
schnitte des zum Bonden vorbereiteten Front- und Rückkontakts der Solarzelle
20 sind in Abb. 5 b) schematisch dargestellt. Nun kann der Lasernietprozess in der
zuvor geschilderten Art und Weise erfolgen. Um die Festigkeit der Bondstelle zu
erhöhen, können mehrere Niete angebracht werden.
[0031] In Abb. 6 wird der Stromfluss von einer ersten dünnen Metallschicht,
25 z. B. einer Solarzelle, zu einer zweiten Metallschicht, z. B. einer flexiblen elektri-
schen Verbindungsleitung, schematisch dargestellt. Die Lasernietprozesse werden
ähnlich den beschriebenen ausgeführt. Bezüglich der elektrischen Kontaktierung
ermöglichen Laserniete den Stromfluss zwischen zwei mit verschiedenen Metallen
beschichteten dünnen flexiblen Trägern. Außerdem erzielen die Laserniete auch
30 ein mechanische Verbindung und kann auch nur für diesen Zweck eingesetzt wer-
den.
[0032] Die REM-Abbildung in Abb. 7 zeigt eine Lasernietverbindung zwischen
dem Rückkontakt einer Dünnschichtsolarzelle und der Kupferbeschichtung einer](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-11-320.jpg)
![flexiblen Leiterplatte. Das Metall des Rückkontaktes ist Molybdän, welches sich
weder gut löten noch schweißen lässt. Auf der linken und der unteren Seite der
Abbildung sind die Kanten der geöffneten Trägerfolie sichtbar. In der Nähe des
Zentrums ist um das gesamte Loch herum ausgeworfenes Material sichtbar, wel-
5 ches während des Lasernietprozesses entsteht und nach dem Wiedererstarren
aus dem flüssigen Zustand den Niet bildet.
Anwendungsbeispiele
Die aktuelle Erfindung wird nun anhand unterschiedlicher Beispiele detaillierter
10 beschrieben.
Erstes Beispiel
[0033] Die aktuelle Erfindung wird nun anhand des Vernietens einer dünnen
Molybdänfolie mit einem flexiblen Kupferkontaktbändchen konkreter beschrieben.
15 Derartig dünne Molybdänschichten werden als Rückkontakte für Solarzellen, z. B.
CIGS-Solarzellen wie in Abb. 1, verwendet. Für den Vernietungsprozess können
die obersten Schichten der Solarzelle, als Frontkontakt, Absorber usw., bis zum
Rückkoniakt mechanisch oder mjiiels Lasers entfernt werden, um die Molybdän-
schicht freizulegen, wie in Abb. 3 a) zu sehen ist.
20
[0034] Von der so vorbereiteten Solarzelle wird die Polymerträgerfolie mittels
Laser ablation entfernt. Um dies durchzuführen, ist die Solarzellenvorderseite im
Bereich der rückseitigen Ablation der Polymerträgerfolie eng mit einer stabilen
Halterung verbunden und wird mit einem Laser ausreichender Pulsenergie be-
25 strahlt. Um die Polymerfolie (UPILEX ??? Alex(S0LARION) Dicke ca. 25 pm)
schonend zu ablatieren, wird ein UV-Laserstrahl mit einer Wellenlänge < 300 nm
verwendet. Die Energiedichte des abjatierenden Laserstrahles wird während der
anhaltenden Ablation mit zunehmender Abtragtiefe und reduzierter Folienrestdicke
zum Rückkontakt reduziert, um eine selektive Ablation des Polymerträgers zum
30 metallischen Rückkontaktes zu gewährleisten. Bei diesem Beispiel wird ein Exci-
merlaser mit einer Wellenlänge von 248 nm und einer Laserfluenz von 200 bis 600
mJ/cm2verwendet. Zum selektiven, lokalen Entfernen der Polymerschicht können
alternative Prozesse wie Plasmaätzen angewendet werden.](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-12-320.jpg)
![[0035] Es wird darauf verwiesen, dass ein kleines Loch in der hochschmelzen-
den Molybdänschicht den Lasernietprozess unterstützen und verbessern kann. Zu
diesem Zweck wird nach der Ablation der die Solarzelle stützenden Polymerfolie
ein kleines Loch in die Molybdänschicht gebohrt, wie in Abb. 3 C) dargestellt ist.
5 Das Loch unterstützt später die Bildung des Laserniets. Bei diesem Beispiel wurde
das Loch in den 5 pm dünnen Molybdän-Rückkontakt innerhalb O l l s mit einer Ult-
rakurzpulslaserbestrahlung bei einer Wellenlänge von 775 nm und einer Fluenz
von 3 J/cm2gebohrt. Aufgrund des ultrakurzen Laserpulses findet fast kein
Schmelzen der dünnen Metallschicht außerhalb des Loches statt, sodass eine
10 Randwulst vermieden werden kann. Die Lochgröße wurde etwas geringer als die
Größe des für das Lasernieten verwendeten Laserstrahles gewählt. In diesem
Beispiel wurde ein Laserspot von Ca. 15 Pm verwendet. Die passende Bohrloch-
größe kann durch kreisförmige Bewegungen des Laserspots auf der zu bohrenden
Metallschicht eingestellt werden. Allerdings kann das Loch, obwohl es in diesem
15 Beispiel nach der Ablation der Polymerträgerfolie gebohrt wurde, auch vorher er-
zeugt werden.
[0036] Eine flexible Verbindungsleitung, bestehend aus einer 25 pm starken
Kupferschicht auf einer ~apton@-~rä~erfolie pm) wurde für die Laserniet-
(d -50
20 versuche verwendet. Die flexible Verbindungsleitung wurde im Bereich der Laser-
vernietung durch Waschen mit iosungsmittein und Entfernen ioser Kontaminatio-
nen gereinigt. Das gewährleistet einen guten Kontakt der Kupferoberfläche der
flexible Verbindungsleitung mit dem MolybdänRückkontakt.
25 [0037] Nun werden die flexible Verbindungsleitung und die Solarzelle entspre-
chend der Abb. 3 d) verbunden. Zusätzlich wird eine Vakuumspannvorrichtung
genutzt, um beide Metallobefflächen zusammenzupressen. Nachdem das Molyb-
dän und die Kupferschicht der flexiblen Verbindungsleitung miteinander, entspre-
chelid Abb. 3 dj, iierbünden silid, wird ein i~ili~e1iiei
Laseipü1s vcn :G KC Dauer.
30 und einer Energie von 0,15 J sowie einer Wellenlänge von 1064 nm appliziert. Der
Laserstrahl mit einem Durchmesser von Ca. 30 pm wkd auf das gebohrte Loch
fokussiert. Aufgrund der Energie des Laserstrahls werden sowohl die Molybdän-
als auch die Kupferschicht bis zum Schmelz- bzw. bis zum Verdampfungspunkt
erhitzt. Teile der Laserstrahlung sind auch durch das Loch hindurch bis auf die
11
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-13-320.jpg)
![Oberfläche der Kupferschicht gelangt. Wegen seiner niedrigeren Schmelz- und
Verdampfungstemperatur schmilzt und verdampft das Kupfer daraufhin. Teile des
geschmolzenen Kupfers gelangen infolge des Kupferdampfdruckes durch das Loch
hindurch und lagern sich um das laserbestrahlte Gebiet herum ab. Weil der Laser-
spot zum Nieten größer als das in der Molybdänschicht gebohrte Loch ist, wird die
Molybdänschicht bis zum Schmelzpunkt oder gar darüber hinaus erhitzt. Daraufhin
kommt es unter Beteiligung beider geschmolzener Metalle zur Herausbildung einer
stabilen Verbindung infolge metallurgischer Prozesse und einer Verzahnung der
Metalle nach dem Wiedererstarren. Der Transport des geschmolzenen Kupfers des
Kontaktbändchens kann auch durch die Ablation oder Verdampfung des Leiter-
plattenträgers, 2.B. einer Polyimidfolie, unterstützt werden. Aufgrund der Druck-
erzeugung während der Ablation eben dieses Kaptons wird das gesamte geschmol-
zene Kupfer durch das Loch geschleudert und kann so den Niet bilden.
15
[0038] Generell gilt für das erfindungsgemäße Verfahren, dass die Materialien
des Dünnschichtträgers, der Dünnschicht b m . des Dünnschichtsystems, des ver-
wendeten Lasers sowie der Art, Größe, Form und Abstand der Öffnungen je nach
Anwendung unter den Gesichtspunkten der elektrischen Kontaktierung, der elekt-
20 rischen Leitfähigkeit, der Stabilität, der Zuverlässigkeit oder Herstellungssicherheit
und -aufwand ausgewanit werden. Die quantitativen Angaben insbesondere zu
Materialien, dem generellen Verfahrensschritten sowie der bevorzugten Abmes-
sungen, die im Zusammenhang mit der Beschreibung der Erfindung oder den ein-
zelnen Ausführungsbeispielen aufgeführt werden, sind nicht auf diese beschränkt,
25 sondern lassen sich auf die anderen, ggfs. für den Fachmann erkennbar, sinnge-
mäß übertragen. Die Erfindung ist nicht auf die Ausführungsbeispiele begrenzt.
Dem Fachmann erschließen sich Abwandlungen und Kombinationen.
12
ERSATZBLATT (REGEL 26)](https://image.slidesharecdn.com/wo2009059752a2-100419161652-phpapp02/85/Wo2009059752-a2-14-320.jpg)