
Empfohlen
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Capability initial flow control
Ähnlich wie Capability initial flow control (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Capability initial flow control
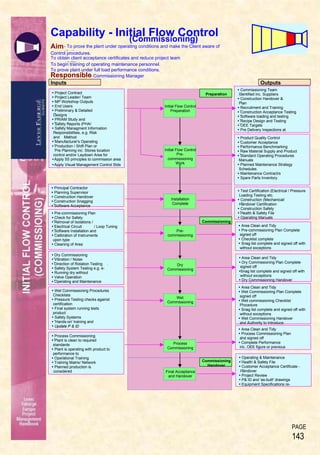
- 1. PAGE 143 OutputsInputs Capability - Initial Flow Control(Commissioning) Aim- To prove the plant under operating conditions and make the Client aware of plantControl procedures. To obtain client acceptance certificates and reduce project team responsibilities.To begin training of operating maintenance personnel. To prove plant under full load performance conditions. Responsible- Commissioning Manager Initial Flow Control Preparation Preparation Project Contract Project Leader/ Team MP Workshop Outputs End Users Preliminary & Detailed EngineeringDesigns PRIAM Study and Risks Safety Reports (PHA/ HAZOP) Safety Managment Information andResponsibilities, e.g. Risk Assessmentsand Method Statements Manufacturer's Operating Procedures Production / Shift Plan or Schedules Pre Planning inc. Stores location andcontrol and/or Laydown Area for deliveries Commissioning Team PersonnelIdentified inc. Suppliers Construction Handover & CommissioningPlan Recruitment and Training Plan Construction Acceptance Testing Plan Software loading and testing Plan Recipe Design and Testing Plan OEE Targets Pre Delivery Inspections at suppliers Initial Flow Control Pre- commissioning Work Product Quality Control Procedures Customer Acceptance Criteria Performance Benchmarking Criteria Raw Material Supply and Product Storage Standard Operating Procedures /Manuals Planned Maintenance Strategy /Schedules Maintenance Contract/s Spare Parts Inventory Final Acceptance and Handover Operating & Maintenance Manual Health & Safety File Customer Acceptance Certificate - FinalHandover Project Review P& ID and 'as-built' drawings produced Equipment Specifications re- assessed Commissioning Handover Process Commissioning Plan Plant is clean to required hygienestandards Plant is operating with product to proveperformance to specification Operational Training audited Training Matrix/ Network produced. Planned production is considered Installation Complete Principal Contractor Planning Supervisor Construction Handover Procedure Construction Snagging Report Software Acceptance Test Certification (Electrical / Pressure /Loading Testing etc. Construction (Mechanical/ Electrical)Handover Certification Construction Safety Plan Health & Safety File Operating Manuals Pre-commissioning Plan Check for Safety Defects Removal of Isolations / Permits Electrical Circuit Testing / Loop Tuning Software Installation and Training Calibration of Instruments dependingupon type Cleaning of Area Dry Commissioning Plan Vibration / Noise Testing Direction of Rotation Testing etc . Safety System Testing e.g. e- stops Running dry without product Valve Operation Checks Operating and Maintenance Instructions Wet Commissioning Procedures andChecklists Pressure Testing checks against suppliercertification Final system running tests withoutproduct Safety Systems Checks 'Hands-on' training and checks Update P & ID Area Clean and Tidy Pre-commissioning Plan Complete andsigned off Checklist complete Snag list complete and signed off with orwithout exceptions Area Clean and Tidy Dry Commissioning Plan Complete andsigned off Snag list complete and signed off with orwithout exceptions Dry Commissioning Handover Certificate Area Clean and Tidy Wet Commissioning Plan Complete andsigned off Wet commissioning Checklist &Procedure Snag list complete and signed off with orwithout exceptions Wet Commissioning Handover Certificateand Authority to Introduce Chemicals Area Clean and Tidy Process Commissioning Plan Completeand signed off Complete Performance Benchmarkinginc. OEE figure or previous experience Pre- commissioning Dry Commissioning Process Commissioning Wet Commissioning Commissioning Apply 5S principles to commission area andApply Visual Management Control Stds and
- 2. PAGE 144 Inputs OutputsProcess Project Contract Project Leader, Project Team MP Workshop Outputs End Users Preliminary & Detailed Engineering Design PRIAM Study and Risks Safety Reports (PHA/HAZOP) Safety Management Information Manufacturers Operating Procedures Production/Shift Plan or Schedules Pre-Planning including Stores location and or Laydown Area Commissioning Team identified Construction Handover & Commissioning Plan Recruitment and Training Plan Customer Acceptance Testing Plan Software loading and Testing Plan OEE Targets Pre Delivery Inspections (PDIs) at Suppliers Factory Acceptance Tests (FATs) Product Quality Control Procedures Customer Acceptance Criteria/ Procedure & Forms Performance Benchmarking Criteria Raw Material Supply & Product Storage Standard Operating Procedures/ Manuals Planned Maintenance Strategy/ Schedule Maintenance Contract/s Spare Parts Inventory Main Plant Trial requirement Initial Flow Control Preparation Initial Flow Control Pre- Commissioning Work 7.1 IFC PREPARATION AND PRE-COMMISSIONING WORK PURPOSE The purpose of this stage is to prepare before commissioning begins - to establish critical success factors, deliverables and key milestones. Overview The preparation incorporates all the requirements for all types of commissioning e.g. wet, dry or process. During this stage all the various plans and procedures are written (see checklist) that will ensure that the plant operates to its design criteria. Commissioning Team The most important output from this stage is the formulation of a Commissioning team whoare aware of each others roles and also of the key targets to be met. The Commissioning team must actively liase with the installation engineers to ensure that they receive handover of each process area or key process area as soon as possible and to the commissioning schedule or plan. It is the Commissioning Teams responsibility to decide and agree upon how they are going to divide the plant up into manageable areas to commission. This can be done in a variety of ways e.g. by process areas, line operations or by physical location of equipment and plant. Note: the Commissioning team must be issued with all the latest versions of documentation (P&ID’s, layout drawings) as soon as they are available. Main Plant Trial At this stage it may also be agreed that a Main Plant Trial (MPT) is required. A MPTis normally carried out on an Innovation Project in whichthe process and/or the product has not been manufactured before. A MPT is used to validate that the scale up from pilot plant to full factory scale production can be successfully achieved. Training Effective Recruitment and Training of Operations staff is essential if the plant is to meet its performance criteria or OEE Targets in as short as time possible after start-up. May initially require recruitment of internal staff from other plants or lines. Training should cover all of the plant requirements Safety – Raw Material, Minors or Effluent Handling. This is especially important if new or flammable ingredients are present. Quality – changes in paperwork i.e. new start up procedures or new logbooks Hygienic Awareness – risks involved with process, outside contamination or mixing of process streams.
- 3. PAGE 145 Training can be performed in a classroom environment explaining the reasons for the changes and then consolidated with a tour of the actual plant/ areas applicable. For Software Training simulation is an excellent tool. Document Management It is also important to agree on the document management system that will be in place during the whole commissioning process. It is best practise to continue with the Document Management System as described in Section 10. Particular attention should be given to the management of deviations from specifications or changes to design through the use of a Change Request System. CHECKLIST Allocate a Commissioning Team Members can include Process and Line Operators, Engineers, Design Team Members and Installation Team Leaders Preparation Pre Delivery Inspections or Factory Acceptance Tests to be done. Raw Material Supply and Product Storage Spare Parts Inventory or Commissioning Spares Apply 5S principles to commissioning area Apply visual management control standards Plans/ Schedules and Procedures Construction Acceptance Test Plan and Handover procedures/ Conditions. Commissioning Plan to incorporate whom, when and process section. Recruitment and Training Plan for operations Staff. May initially require recruitment of internal staff from other plants to lead into operational training. Training can cover all of the plant requirements e.g. Hygiene Awareness, Safety – Raw Material/ Effluent handling and Software simulation (if possible) Software Loading Test Plans. Recipe Design and Testing Plan or Main Plant Trial Customer Acceptance Criteria and Procedure Forms Product Quality Control Test Procedures Planned Maintenance Schedules Performance Benchmarking Criteria including OEE figures
- 4. PAGE 146 7.2 CONSTRUCTION HANDOVER MECHANICAL COMPLETION Purpose Installation Completion (sometimes referred to as mechanical installation) is the completion of electrical and mechanical works. It is the responsibility of the construction team. Overview In practice the term Installation Completion is used to refer to the point in construction when a system is sufficiently complete to allow pre-commissioning to begin. When a system is finished it is handed overfrom the construction team to the commissioning team. The handover may take the form of a Safety Certificate or Handover Certificate that details the areas completed and is signed off ‘as completed’ by all interested parties e.g Mechanical/ Electrical Team Leaders, the Customer, Safety Contact etc. However, handover usually occurs in stages or if a Main Plant Trial is to be carried out at a certain percentage of Mechanical Completion that will allow the process plant to function. If this occurs the Handover Certificate becomes an Interim Safety Certificate. Once a system as been handed over by the Installation Team to the Commissioning Team it becomes the Commissioning Teams responsibility to carry out Pre-Commissioning. Inputs OutputsProcess Principal Contractor Planning Supervisor Construction Handover Procedure/ Plan Installation Completion TestCertification Handover Certificate Safety Plan/File Health & Safety Operating Manuals Construction Snagging Report
- 5. PAGE 147 CHECKLIST Construction Snagging Report Complete Handover Certificate Complete and signed off Including snags/ issues outstanding Figure 7.1 - Interim Handover Certificate Interim Safety Inspection Title/ Description Project Title Date Project Leader Location Customer Customer Contact Location of System Discipline Signature Date Mechanical Engineer Electrical Engineer Safety Contact Line Leader Line Operator Line Engineer Outstanding Issues/ Snagging Accepted Rejected Initials
- 6. PAGE 148 7.3 PRE-COMMISSIONING 7.3.1.1.1.1.1 Purpose Pre-commissioning involves the initial checkout and inspection of all items of plant, to ensure that they are fit for process commissioning. Overview The commissioning team physically checks for correct installation of equipment using the P&IDs, layout drawings and isometric drawings as reference. Any differences or problems between the drawings and equipment installed are identified as ‘snags’. A ‘snag’ list is drawn up and is given to the construction team to correct. (See Figure 3). It is a good idea to prioritise snags according to how crucial they are. For example if a Main Plant Trial is to be carried out it may be crucial for a particular pump to be operating but not that important for a temperature probe to be installed. Inputs OutputsProcess Pre-commissioning Area Clean and Tidy Pre-commissioningPlan Complete and signed off ChecklistComplete Snag listcomplete and signed offwith or without exceptions Pre-commissioningPlan Check for Safety Defects Removal ofIsolations / Permits Electrical CircuitTesting Software Installation and Training Calibration ofInstruments depending upon type Cleaning ofArea
- 7. PAGE 149 Checklist P&IDs, Layout Drawings and Isometrics available Snags recorded and listed on the snag list Instruments calibrated. Software Installation and Training begun Electrical Circuit Testing begun Figure 7.2 - Snag ListExample – Taken from ProjectCopperfield 2001 Location Snag Date Actioned Complete Priority Zone 1 ground floor ValveP756 V02 Tagged as P756 V06 7.2.01 SM C Zone 3 fourth floor Kathon needs to be returned 15.3.01 JM A Zone 3 fourth floor Perfume needs to be returned 15.3.01 JM A Zone 3 fourth floor Fresh perfume under tote lid needs to be sealed 15.3.01 COMM C Zone 1 ground floor V755 vent pipe needs to be modified 15.3.01 JM/AC D Zone 3 fourth floor Fresh perfume under tote needs a 1-inch reducer for flex connection. 15.3.01 COMM C PRIORITY KEY A = Essential prior to leak test B = Essential prior to introduction of chemicals C = Essential prior to handover to production D = Discussion required
- 8. PAGE 150 7.4 DRY COMMISSIONING Purpose Dry commissioning is checking the correct operation of all plant items in isolation so that when they are brought together to function as a system, the system will operate correctly and safely. Overview Dry commissioning is done before the introduction of any materials into the plant. It checks the correct operation of all plant items in isolation. The first stage is inspection of plant and equipment to verify that the installation is complete and correct. The correct installation of every item is verified using checklists as a guide. (See Figure 4 Pump Checklist) Again ‘snags’ are identified and given to the installation team for correction. Once a ‘snag’ has been corrected it should be crossed off the ‘snag’ list. At this point vibration and noise testing can be carried out as can valveoperation checks. The operating and maintenance instructions may also be checked and verified. Inputs OutputsProcess Dry Commissioning Plan Vibration / Noise Testing Direction of Rotation Testing Safety SystemTesting e.g. e- stops Running dry withoutproduct Valve Operation Checks Operating and Maintenance Instructions Dry Commissioning Area Clean and Tidy Dry Commissioning Plan Complete and signed off Snag listcomplete and signed offwith or without exceptions Dry Commissioning Handover Certification
- 9. PAGE 151 Checklist Equipment Dry Commissioning Checklists Complete Safety Systems checked E-stops Fire alarm system Explosion Protection Pressure Relief Valves Gas Detectors Rotation Checks Complete Noise and Vibration Checks Complete Figure 7.3 – Dry Commissioning Checklistfor Pumps CENTRIFUGAL PUMPS DRY -COMMISSIONING START UP HISTORY TAG No PLANT AREA PROCESS FLUID DUTY EQUIPMENT DETAILS MAKE TYPE & SIZE SERIAL No SPEED 1. PUMP 2. MOTOR 3.SEAL MECHANISM: MECHANICAL OR GLAND 4.ALIGNMENT MEASUREMENT (if applicable) DRY-COMMISSIONING START UP CHECKS 1. All outstanding process audit checks complete YES / NO / N/A 2. Referred to procedures in pump manual YES / NO / N/A 3.Check all connections are tight & leak free YES / NO / N/A 4.Check lubrication of pump, motor bearings YES / NO / N/A 5.Check gland is packed or mech seal fitted(refer to manual) YES / NO / N/A 6.Check strainers are fitted and lines are flushed YES / NO / N/A 7.Check all guards are secure YES / NO / N/A 8.Check pump and motor turn freely by hand (if accessible) YES / NO / N/A 9.Check alignment (if applicable) YES / NO / N/A 10.Is the installation safe YES / NO / N/A START UP PROCEDURES 1.All outstanding pre-commissioning & safety checks completeYES / NO / N/A 2.Check all valves are open & no obstructions in pipework YES / NO / N/A 3.Check all electrical installation has been certified complete YES / NO / N/A 4.Check the rotation is correct YES / NO / N/A 5.Check stop / start operation YES / NO / N/A 6.Check for oil leaks YES / NO / N/A 7.check / adjust seal / packing as appropriate YES / NO / N/A 9.Check pump casing & suction line are filled with liquid YES / NO / N/A CHECKS COMPLETED BY DATE CLEARED BY COMMISSIONING ENG DATE
- 10. PAGE 152 7.5 COMMISSIONING WET COMMISSIONING Purpose Wet commissioning involves the introduction of safe materials (usually water) into the plant in order to verify the correct operation. Overview Wet commissioning involves the introduction of safe materials (usually water) into the plant in order to verify the correct operation i.e. there are no leaks or blockages. Equipment is now longer treated in isolation but as part of a system. Pressure relief valves are checked to ensure that they are set correctly, process pump flowrates are checked, flow meters are checked and calibrated. Steam is introduced to heat exchangers and heating duties checked. The correct operation of every item is verified using checklists as a guide. (See Figure 5 Pump Checklist) Again ‘snags’ are identified and given to the installation team for correction. Once a ‘snag’ has been corrected it should be crossed off the ‘snag’ list. At this stage another Handover Certificate or Authority to Introduce Chemicals Certificate can be raised and signed off by all interested parties as a record that the plant and equipment are safe to operate with chemicals. Figure 7.4 - Authority to Introduce Chemical Certificate Inputs OutputsProcess Wet Commissioning Procedures and Checklists Pressure Testing checks against supplier certification Final systemrunning tests withoutproduct Safety Systems Checks ‘Hands-on’ training and checks Wet Commissioning Area Clean and Tidy Wet Commissioning Plan Complete and signed off Wet commissioning checklist and procedures Snag listcomplete and signed off with or withoutexceptions Wet Commissioning Handover Certificate and Authority to Introduce Chemicals
- 11. PAGE 153 Checklist Equipment and Plant Wet Commissioning Checklists Complete Safety Systems checked E-stops Fire alarm system Explosion Protection Pressure Relief Valves Gas Detectors Rotation Checks Complete Noise and Vibration Checks Complete Figure 7.5 - WetCommissioningChecklistfor Pumps PUMP WET COMMISSIONING RUNNING TESTS (With water) Tag No Make Model Delivery Pressure ( bar) Noise Vibration Levels Acceptable Yes/ No / N/A Pumps seals free from leaks Yes/ No / N/A Pump checks completed by Date PUMP CHECKS
- 12. PAGE 154 7.6 PROCESS COMMISSIONING PURPOSE This is the stage when process materials are introduced into the plant to verify the . Overview The plant and the different processes within operate to actually produce product for the first time and verify that the process plant manufactures as per the design/specification. Process fluids/ materials are circulated and checked against the design specification and recipe. This process qualification also proves that the plant performance is repeatable in full scale. The performance of each plant system is checked in isolation. Performance is checked against specification and inadequacies are rectified. As each system becomes proven, they will be coupled up and the plant will be ready for start-up. Inputs OutputsProcess Process Commissioning Plan Plantis clean to required hygiene standards Plantis operating with productto prove performanceto specification Operational Training audited Training Matrix/Network produced Planned production is considered Process Commissioning Area Clean and Tidy Process Commissioning Plan Complete and signed off Complete Performance Benchmarking inc.OEE figure or previous experience
- 13. PAGE 155 Checklist Process materials available Space for Process material allocated Operational Performance and Training is audited and any changes documented Training Matrix produced Planned Production has been considered All equipment checklists complete and signed off Disposal/ storage of final product from trials allowed for
- 14. PAGE 156 7.7 FINAL ACCEPTANCE AND HANDOVER Purpose This is the handover of the plant from the commissioning team to the operating team. Overview When a plant is successfully commissioned formal hand-over to the operating personnel takes place. The operating team formally accepts the responsibility for operating the plant. This normally takes the form of a final Handover Certificate (see Figure 7.6 Final Handover Certification). This can or may also list outstanding snags or other issues to be resolved and it is up to the Plant Leader to decide whether to accept the handover or not. Inputs OutputsProcess Final Acceptance and Handover Operating & Maintenance Manual Health & Safety File Customer Acceptance Certificate – Final Handover P&ID and ‘as built’ drawings and documentation EquipmentSpecifications re- assessed
- 15. PAGE 157 Checklist P&ID’s and ‘As-built’ documentation updated and issued Health and Safety Plan completed and handed over Final Handover Certifications signed and issued Equipment Specifications re-issued if changes have been made Operating and Maintenance Manuals issued. All operating personnel trained or training is as according to plan Figure7.6 - Final Handover Certification Handover Certificate Title/ Description Project Title Date Project Leader Location Customer Customer Contact Location of System Discipline Signature Date Mechanical Engineer Electrical Engineer Safety Contact Environmental Contact Line 1 Leader Line 2 Leader Line 3 Leader Line 4 Leader Warehouse Controller OSE Team Leader Other Outstanding Issues/ Snagging Accepted Rejected Initials
- 16. PAGE 158