1. Blending and Mixing
Powder Metallurgy
Guided by : Asst. Professor PRAJWALA M.S.
B.E. MECHANICAL : Shree s’ad vidya mandal institute of technology
Powder metallurgy, or P/M (pronounced PM), is a process
for forming metal parts by heating compacted metal
powders to just below their melting points.
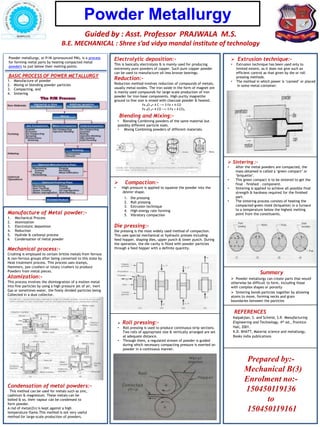
BASIC PROCESS OF POWER METALLURGY
1. Manufacture of powder
2. Mixing or blending powder particles
3. Compacting, and
4. Sintering
Manufacture of Metal powder:-
1. Mechanical Process
2. Atomization
3. Electrolytic deposition
4. Reduction
5. Hydride & carbonyl process
6. Condensation of metal powder
Mechanical process:-
Crushing is employed to certain brittle metals from ferrous
& non-ferrous groups after being converted to this state by
Heat treatment process. This process uses stamps,
Hammers, jaw crushers or rotary crushers to produce
Powders from metal pieces.
Atomization:-
This process involves the disintegration of a molten metal
Into fine particles by using a high pressure jet of air, inert
Gas or sometimes water, the finely divided particles being
Collected in a dust collector.
Condensation of metal powders:-
This method can be used for metals such as zinc,
cadmium & magnesium. These metals can be
boiled & so, their vapour can be condensed to
form powder.
A rod of metal(Zn) is kept against a high
temperature flame.This method is not very useful
method for large-scale production of powders.
Electrolytic deposition:-
This is basically electrolysis & is mainly used for producing
extremely pure powders of copper. Such pure copper powder
can be used to manufacture oil-less bronze bearings.
Reduction:-
Reduction method involves reduction of compounds of metals,
usually metal-oxides. The iron oxide in the form of magnet ore
is mainly used compounds for large-scale production of iron
powder for iron-base components. High-purity magnetite
ground to fine size is mixed with charcoal powder & heated.
Fe ₃O ₄+ 4 C ⟶ 3 Fe + 4 CO
Fe ₃O ₄+ 4 CO ⟶ 3 Fe + 4 CO₂
Blending and Mixing:-
• Blending Combining powders of the same material but
possibly different particle sizes.
• Mixing Combining powders of different materials.
Compaction:-
• High pressure is applied to squeeze the powder into the
desirer shape.
1. Die pressing
2. Roll pressing
3. Extrusion technique
4. High energy rate forming
5. Vibratory compaction
Die pressing:-
Die pressing is the most widely used method of compaction.
This uses special mechanical or hydraulic presses including
feed hopper, shaping dies, upper punch & lower punch. During
the operation, the die cavity is filled with powder particles
through a feed hopper with a definite quantity.
Roll pressing:-
• Roll pressing is used to produce continuous strip sections.
Two rolls of appropriate size & vertically arranged are set
at adequate distance.
• Through them, a regulated stream of powder is guided
during which necessary compacting pressure is exerted on
powder in a continuous manner.
Extrusion technique:-
• Extrusion technique has been used only to
limited extent, as it does not give such an
efficient control as that given by die or roll
pressing methods.
• The method in which power is ‘canned’ or placed
in some metal container.
Sintering :-
• After the metal powders are compacted, the
mass obtained is called a ‘green compact’ or
‘briquette’.
• This green compact is to be sintered to get the
final – finished – component.
• Sintering is applied to achieve all possible final
strength & hardness required for the finished
part.
• The sintering process consists of heating the
compacted green mold (briquette) in a furnace
to a temperature below the highest melting
point from the constituents.
Summary
Powder metallurgy can create parts that would
otherwise be difficult to form, including those
with complex shapes or porosity
Sintering bonds particles together by allowing
atoms to move, forming necks and grain
boundaries between the particles
REFERENCES
Kalpakjian, S. and Schmid, S.R. Manufacturing
Engineering and Technology, 4th ed., Prentice
Hall, 2001.
K.D. BHATT, Material science and metallurgy,
Books india publications
Prepared by:-
Mechanical B(3)
Enrolment no:-
150450119136
to
150450119161