
Empfohlen
Empfohlen
Weitere ähnliche Inhalte
Andere mochten auch
Andere mochten auch (20)
Ähnlich wie Final Year Capstone Project
Ähnlich wie Final Year Capstone Project (20)
Final Year Capstone Project
- 1. Bachelor of Technology – Process Automation Technology McMaster University 4TR3 Capstone Design Project Final Report - MonitorIT Professor: Tom Wanyama Submitted by: Lawrence Cheuk 001215072 Partners: Taher Banatwala 001145543 Omar Ziena 001224131 Date: December 7, 2016
- 2. Declaration of Authorship I Taher Banatwala (001145543), Lawrence Cheuk (001215072), and Omar Ziena (001224131) certify that this material is my original work. No other person's work has been used without due acknowledgement. I have not made my work available to anyone else. Taher Banatwala Lawrence Cheuk Omar Ziena ---------------------------------------------- ---------------------------------------------- ---------------------------------------------- Taher Banatwala Lawrence Cheuk Omar Ziena 001145543 001215072 001224131
- 3. Abstract With the fourth industrial revolution underway, companies must remain at the forefront of emerging technologies. The final capstone project aimed to create an automated pharmaceutical bottling process with the main functional objective of creating a real-time production database to monitor and analyze data beyond the factory floor. The mechanical aspect of the project was completed by incorporating an existing SMC Bottling Assembly into the pharmaceutical design. An Allen-Bradley PLC Controller and I/O module was used to wire the necessary inputs and outputs to complete the process of loading the assembly with bottles, filling the bottle with a forecasted volume of medication, securing the cap, recording production cycle data, and loading a completed pallet. The information manipulation aspect of the concept includes loading real-time data from RSLogix and medical diagnosis to KEPServerEX OPC Server, where Cogent DataHub OPC Client’s data historian, HMI, and webpage can access the data. Data can be analyzed by a company’s department to find trends, estimations and production problems. In order for organizations to maintain a competitive edge in their respective industries, deliver products to clients on time and to keep the network continuously operating, real-time data monitoring, analytics, and informed decisions are essential tools.
- 4. Table of Contents Abstract........................................................................................................................................... 3 Summary of Report......................................................................................................................... 5 1 Introduction.................................................................................................................................. 6 2 Project Background & Literature Review.................................................................................... 8 3 Project Implementation.............................................................................................................. 11 3.1 Initial Design....................................................................................................................... 11 3.2 Modified Design.................................................................................................................. 11 3.3 Prototype Development....................................................................................................... 13 3.4 System Development........................................................................................................... 14 4 Discussion.................................................................................................................................. 29 5 Timeline..................................................................................................................................... 31 5.1 Technical Implementation – September 2016..................................................................... 31 5.2 Issues Encountered.............................................................................................................. 33 6 Conclusion ................................................................................................................................. 35 7 References.................................................................................................................................. 36 8 Appendix.................................................................................................................................... 37 8.1 Scripting .............................................................................................................................. 37
- 5. 5 | P a g e Summary of Report Emerging technologies drive businesses and industries forward into the future and if an industry fails to adopt trending technologies, it will suffer greatly. The pharmaceutical industry is one that is known to be reluctant to adopt new technologies and has remained stagnant for the past decade. Until recently have they begun to implement the benefits and potential of the fourth industrial revolution. The MonitorIT concept adapted industry 4.0 design principles to responsively monitor a pharmaceutical bottling line process via Cogent DataHub’s WebView HMI, accessible from anywhere in the world. Data collected from production was stored and updated within a data historian and analyzed against real-time illness diagnosis to forecast future demands. Data analytics were performed on the various sets of collected data to provide relevant visual trends to management up to level 3 of the ISA-95 functional hierarchy (with the potential of reaching level 4). This method would allow companies to more effectively and efficiently adjust their resources if needed, improve current process, analyze data and protect the company’s assets and utilities. A few of the design objectives implemented, but not limited to included: The process must be safe and easy to operate Selection and Storage of production data in the database Visualization, alarm and presentation of production data Data analysis and indication of production trends Data analysis and indication of real-time trends Forecast future demand Automate production decisions A manufacturing company with constantly changing demands, such as the pharmaceutical industry, depends greatly on adopting information based decision making. Time and money cannot be wasted on constantly making poor decisions. In order for organizations to maintain a competitive edge within their respective industries, deliver products to clients in a timely manner, and to keep the network continuously operating, real-time data monitoring, analytics, and informed decisions are essential tools.
- 6. 6 | P a g e 1 Introduction Emerging technologies drive businesses and industries forward into the future and if an industry fails to adopt trending technologies, it will suffer greatly. The pharmaceutical industry is one that is known to be reluctant to adopt new technologies and has remained stagnant for the past decade. Until recently have they begun to implement the benefits and potential of the fourth industrial revolution. Before any medication is delivered to hospitals or shelves of local pharmacies, pharmaceutical plants must ensure their manufacturing process is safe and as efficient as possible from the preparation of basic materials through to the final packaging. Manufacturing operations that are being completed using computerized and automated systems programmed by the plant technician are now controlled by information, cloud-computing, and Big Data Analytics. Due to this emerging technological revolution used to create modern medicine and the demand for quality products the final year capstone project was based on the information manipulation of the pharmaceutical manufacturing process, specifically production volume. The pharmaceutical bottling system consisted of the following stations/assemblies; a servo motor mounted on a rotating plate with six equidistant bottle stations controlled by 60- degrees of rotation, stopping from the Liquid Dispensing Station to the Cap Pusher. The Bottle Dispensing Station housed empty bottles by loading them vertically in a cylindrical extrusion and controlled by a pneumatic cylinder with a mounted sheet metal plate. Once the bottle entered the rotary plate it continues to the Liquid Dispensing Station where the volume of medication desired was controlled via an electronic valve. After the liquid has filled the bottle, it continues to the Cap Placing station, where Image 1 – Rotary Plate Image 2 – Cap Placing & Cap Pusher Assemblies
- 7. 7 | P a g e the caps are stacked similarly to the Bottle Dispensing Station. Once the caps have been placed onto the bottle, the Cap Pusher would press down and seal the cap. A gripper would then pick the bottle up and move it to be palletized. The palletization assembly consisted of two drivers controlling the X- and Y-axis movement of the Vacuum Arm that would pick up the completed bottle and place it on the pallet. All stations, statuses, and production volume was monitored and controlled via Cogent DataHub’s WebView HMI and production data was stored within the data historian. The HMI, which was accessible from anywhere with an internet connection, was designed with an Operator View and Plant Manager View. The Operator View allowed plant floor level access and control to the production, while the Plant Manager View allowed management to monitor the historical and real-time production trends for informed decision making. Image 3 – Bottle Dispensing Station Image 4 – Gripper Station Image 5 – Palletization Image 6 – Full Bottling System
- 8. 8 | P a g e 2 Project Background & Literature Review The worth of the global pharmaceutical market is US$300 billion a year, a figure expected to rise to US$400 billion within three years [1]. Today’s pharmaceutical companies are moving away from manufactured in large volumes into a new generation of specialty medicine, recognizing the need to develop more personalized treatments. However, traditional manufacturing and quality control will struggle to keep up with innovation in personalized treatments unless there is a change. This is where the potential of ‘Industry 4.0’ as the next big trend has to revolutionize pharmaceutical operations [2]. The initiative behind the fourth industrial revolution, or Industry 4.0, is to connect human resources, data, and physical machines in a cyber-physical network. The literature review identified four key components: Cyber-Physical Systems, Internet of Things, Internet of Services, and Smart Factory. One of which, the ‘Internet of Things’, will establish intelligent machine-to- machine connectivity within and beyond company walls [3], [4]. Having a network of connected devices within pharmaceutical manufacturing facilities allows remote access to equipment, proactive maintenance based on stored logs and analytics, real-time plant visibility, the ability to recognize and immediately respond to compliance issues, and monitor and control serialization. The resulting analytics from these connected devices can be used to improve business and manufacturing efficiency, reduce risk and essentially disrupt aging business models [5]. The Industry 4.0 concept is comprised of six design principles: Interoperability, Virtualization, Decentralization, Real-Time Capability, Service Orientation, and Modularity; all of which aim to build and execute a Smart Factory for all modern day manufacturing processes [3]. Before adopting any new technology, the pharmaceutical industry thoroughly studies risks, pros and cons, etc. But now as companies are being compelled to streamline their process, reduce costs and control the industry’s rising challenges, they are finding new ways to optimize complex processes by adopting cloud computing [6]. By applying the concepts of Industry 4.0 to the pharmaceutical industry, “Pharma 4.0” is both revolutionary and transformational from the output of goods to the information feedback of real-time data [2]. According to Robert Gaertner [4], Director of Strategy for Quality and Manufacturing at Veeva Systems, “By leveraging cloud-based data management and advanced analytics, key information
- 9. 9 | P a g e can be generated going beyond compliance and supporting quality decisions and continuous improvement.” However, in order to successfully implement Pharma 4.0, especially cloud-based computing, the pharmaceutical industry must adopt the Open Platform Communication (OPC), a series of standards and specifications for industrial telecommunication. The OPC Foundation [7] describes the OPC as “the interoperability standard for the secure and reliable exchange of data in the industrial automation space and in other industries. It is platform independent and ensures the seamless flow of information among devices from multiple vendors. These specifications define the interface between Clients and Servers, as well as Servers and Servers, including access to real- time data, monitoring of alarms and events, access to historical data and other applications.” An OPC Server is a software application written to OPC Specifications, which will respond to requests, and provide data to one or more OPC Clients in a standard, consistent manner. Any compliant OPC Client can interface with, and request data from any compliant OPC Server, regardless of the vendor, or underlying system providing the data. The original intent was for the Process Automation industry, to provide a standard interface for devices, such as a PLC, DCS, HMI, SCADA, RTU or DAS. Since it is no longer only unique for this industry to require a standard interface to obtain data from a system, OPC Servers are now available for countless other systems including historians, relational databases, RFID scanners, file systems, enterprise applications, custom devices, building control systems, IT networks, robots, even road signs [8]. An industry that does not remain in the forefront of emerging technologies will struggle and a Pharma 4.0 approach is needed within the pharmaceutical industry to support the transition from robust but inflexible mass-production processes to more agile, highly automated methods that create tailored products swiftly and cost-effectively with the expected quality, safety, and efficiency [9]. Modern information and communication technologies like Cyber-Physical Systems, Big Data or Cloud Computing will help predict the possibility to increase productivity, quality and flexibility within manufacturing, leading to understanding advantages within the competition. Quality needs to mandate the assessment of risks and the implementation of effective controls to open the doors to Pharma 4.0 [2]. It is the right time for the next industrial revolution and a radical revamping of technical operations from the inside out. Every year about 35 million deaths occur due to Non Communicable Diseases (NCDs), with about 80% of these deaths occur in low- and middle-income countries. Most of the conditions which
- 10. 10 | P a g e cause these deaths can be treated with essential medicines. Public sector access to the medication to these chronic disease is poor in most low- and middle-income countries because of a lack of public resources or under-budgeting, inaccurate demand forecasting, and inefficient procurement and distribution [10]. The Capstone design aimed to leverage the industry 4.0 paradigm to resolve the cause of preventable deaths due to NCDs by implementing five out of the six design principles: Interoperability – Where individual processes of the packaging and the operator were able to connect with each other through the Internet of Things and Internet of Services, which allowed access to plant floor visibility from anywhere in the world. Virtualization – Due to time-constraints, it was difficult to create an entire virtual world, therefore, only one aspect of the real world was used to link to the virtual plant model. The virtual model included the conditions of all the cyber-physical systems in the production process and drew data from health organization websites that detail illness diagnosis. Real-Time Capability – All data was monitored and displayed in real time and analyzed in real- time for any production irregularities. Service Orientation – A web server HMI that detailed the production data in a user-friendly format and email notifications were created to offer individuals both internally and externally across company borders a view of the packaging service. Decentralization – Demand forecasting allowed the system to automate its own production and decisions.
- 11. 11 | P a g e 3 Project Implementation 3.1 Initial Design The initial concept of MonitorIT intended to implement the following design objectives: The process must be safe and easy to operate Data collection with minimal human intervention Selection and storage of production data in a database Visualization and presentation of production data Data analysis and indication of production trends Automate SMC assembly Detect and successfully reject defectives Calculate power consumed and $/kwh One major component of the initial design was the replacement of the gripper station (Image 7) with a load sensor to measure defective bottles during production. The change in the resistance of the strain gauge would provide an electrical value and convert the bottle acting on it into an electrical signal read by the PLC. Values outside the tolerence limit would be rejected via a double acting cylinder with a mounted angular sheet metal plate to reject the bottle. Values within the limit would proceed to the palletizing station. Energy consumption was also intended to be measured in real-time and compared against peak and non-peak hours from energy provider websites to automate cost savings decisions and budget resources of the production line. 3.2 Modified Design The initial design objectives to detect and reject defectives and to calculate power consumed evolved into forecasting medicinal demand based on real-time diagnosis and automating production volume decisions. Which as a result, also meant retaining the Gripper Station. The modifications were made specifically to tackle a current real world issue regarding non Image 7 – Gripper Station
- 12. 12 | P a g e communicable diseases (NCDs). Up to 35 million deaths that occur due to NCDs are preventable with proper budgeting, and demand forecasting. The modified design objectives aimed to leverage industry 4.0 to potentially forecast and budget the demand for NCD medication. Due to this concept evolution, one processed bottle represented one month of production volume and two common NCD’s where chosen to produce medication for: Cardiovascular Disease and Malignant Neoplasms. Depending on the forecast demanded, under the assumption that the process encompassed 10% of the total population diagnosed for each disease, the main functions of the concept were as followed: 1. Bottle Tracking / Filling Using the provided stations on the SMC Automated Assembly, tracking the bottle throughout the process was accomplished via a proximity sensor at the Capsule Dispensing Station. The volume of liquid dispensed was dependent on the result of the multiple regression analysis from historical production data and real time diagnosis data. The resulting forecast demanded was bridged to adjust the preset value of the timer controlling the electronic valve. This process allowed the tracking of each bottle (monthly production cycle), and total production volume. 2. Bottle Palletizing A Vacuum Arm, controlled by two drivers for the X- and Y-axis respectively, would pick up the bottle from the Gripper Station and place it onto the production pallet. This bottle would represent the end of one monthly production cycle. 3. Real Time Production Data The production data (i.e. production volume, medication type, station statuses, etc.) was gathered by an OPC server on the same network as the PLC and stored within a data historian to be used for trend analysis and production forecasting. Monthly completed production data and production targets were emailed to management and operators for continual active decision making. The processed data was also displayed on a web HMI, accessible from anywhere in the world.
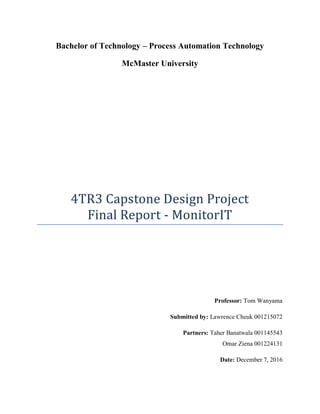
- 13. 13 | P a g e 3.3 Prototype Development There were several specific components required to implement the MonitorIT service into the pharmaceutical bottling line. One of the most important components was the Rockwell Soft Logix PLC that was used to control the SMC assembly. The PLC came preloaded with a program that was able to control the assembly in its current state modifications were required as per the changes made to the assembly. Bridged data controlling the electronic valve required the code to be modified to reflect this change in the control strategy. The next component that was imperative to this project was the OPC server and client to log data in real time. KEPServerEX and Cogent DataHub were used as the OPC server and client respectively on a computer near the SMC assembly addressed on the same network as the PLC. Cogent DataHub WebView is a Microsoft Silver light application, which allowed the creation of HMI systems developed and delivered within a web browser program. The feature allowed the access of data anywhere on the internet while everything was hosted and driven by Cogent DataHub. All the HMI page design and editing was done on Internet Explorer and page updates were automatically published as soon as changes were saved. Since the computer and PLC were on the same network, the OPC client was used to log values directly from tags created from the OPC server from the PLC. All the tags that were logged on the OPC client were viewable on Cogent DataHub. All stations, statuses, and production volume was monitored and controlled via a web HMI and production data was stored within the data historian. The HMI was designed with an Operator View and Plant Manager View. The Operator View allowed plant floor level access and control to the production, while the Plant Manager View allowed management to Alarms and warnings were also displayed on this screen. Image 8 – System Architecture
- 14. 14 | P a g e Real-time diagnosis of Cardiovascular disease and Malignant Neoplasm were taken from health organization websites and updated through an Excel VBA. Multiple regression analysis of the diagnosis data and historical production data was used to forecast the production demand of the next month. This data was bridged to the timer that controlled the electronic valve of the Liquid Dispensing Station to distribute the predicted volume for each of the two diseases. 3.4 System Development Figure 1 illustrates the PLC code that was downloaded to the Micrologix 1500 on Station 1 in the system. The major blocks in this figure show the 15 second TON timer that was used to control almost every part on this station. The logic used was comparing the accumulation of the timer against certain preset settings and when the timer was in a specific accumulation range, the corresponding output would trigger. For example, when the timer accumulation is greater than or equal to 1, and less than or equal to 2, the bottle dispenser bit is activated. This application of logic provided a 2 second window for each bottle to drop without getting stuck in the tube or dropping during a rotation of the plate. The logic described can be seen in Figure 2 below. Figure 1 - Station 1 PLC Code Figure 2 - Timer values compared
- 15. 15 | P a g e The palletization process consisted of one main routine, illustrated in Figure 3, accompanied by three subroutines, the Table, Translation, and Location ladder logic, shown in Figures 4, 5, and 6 respectively. Two drivers controlled the X- and Y-axis, dubbed the Table and Translation Axis respectively, of the Vacuum Arm and a remote was used to teach the locations of the 5x5 pallet. Each single taught location energized four output bits, with two bits for each axis. The bits were represented by a number and a letter and were represented as followed: Table 1A, 1B, 1C, 1D, 2A for the X-axis direction and Trans 1A, 1B, 1C, 1D, 2A for the Y-axis direction. The main program would initiate when the sensor for the Gripper Station became energized, which would active Table 1A and Trans 2B, the four- bit location of the Gripper Station. The Vacuum Arm would move to pick up the bottle from the station and place it in one of the locations defined on the 5x5 pallet. Figure 3 – Palletization Main Program Figure 4 – Location Subroutine
- 16. 16 | P a g e Figure 5 – Table-Axis Subroutine Figure 6 – Translation-Axis Subroutine Figure 5 and 6 illustrates the logic behind the activation of the defined locations, as a counter for the bottle determined the desired location. One complete row across the Table-axis was filled in sequence before moving onto the next. This logic implied that the Trans locations (bit activation) remained the same until the table row completed its sequence. Once the desired location was reached, the Location Subroutine would activate the Position Reached Bit, which energizes the Vacuum Arm from the Main Program to move down and place the bottle at the desired location. Each location was represented by two input bits, which correspond to the letters of the Table and Trans location.
- 17. 17 | P a g e Before data manipulation and collection could begin, real-time data of Cardiovascular Disease and Malignant Neoplasm had to be collected. This was accomplished via an Excel VBA program, as exemplified in Figure 7. Three VBA modules were written, each to collect data from the past day, past month, and past year. All three modules essentially opened an instance of Internet Explorer to navigate to the website hosting the live data and run the JavaScript within the website’s HTML code that was responsible for updating the specified disease diagnosis. Once the JavaScript was called, the VBA program extracted the value and entered it into the Excel worksheet. In order to automatically update the Excel worksheet in real-time, a timer code was implemented to rerun the three modules every two seconds (Figure 8). This data was used for the production forecast. Figure 7 – Excel VBA Program Figure 8 – Excel Timer Update
- 18. 18 | P a g e After the PLC programming was completed in RSLogix 500, an OPC server had to be setup to host the live values of all the bits in the PLC program to provide real-time monitoring. This was one of the major applications of the project. A new channel was created using the built in client configuration in KepServer. Additionally, two devices were created on the channel with the appropriate network settings to connect KEPServer to the 1761-NET-ENI Ethernet modules on the PLC rack of each station. The individual stations are denoted as “S1” and “S2” as can be seen in Figure 10. The network architecture is quite simple. The Ethernet modules were connected to an Ethernet switch and then the switch was hooked up to the computer that the KepServer client was running on. The network port that was connected to the switch was put on the same subnet as the Ethernet modules and assigned an unused IP on that subnet. Figure 10 - KepServerEX Main Screen Figure 11 - Tag Creation in KepServerEx Figure 9 - Channel Configuration in KepServerEX
- 19. 19 | P a g e After configuring the devices with the appropriate network settings, and confirming that the devices were responding to the KepServer, tags had to be added for monitoring. Unfortunately, due to the Ethernet network configuration, it was not possible to send I/O bits from the PLC to the OPC Server as Ethernet does not support the transmission of individual bits. To overcome this limitation, new PLC code was implemented that changed the value of an integer depending on the state of a corresponding input or output. In Figure 12, it is shown that when the STOP bit is active, a 1 is moved using the MOV instruction to integer N7:12. This integer is what is monitored in KepServer and further used in Cogent to monitor the states of the Stop bit. Similar logic was implemented for every input/output in both stations. Figure 12 - Bits to Integer Ladder Logic To monitor the live values in the OPC Server, the Quick Client, seen in Figure 13, was used to ensure that the values being read in KepServer matched the bit states in RSLogix 500. The quick client was an extremely useful tool in the implementation stage of this project as it provided a medium between Cogent and the PLC that could host values, and KepServer has read and most importantly write access to bits in the PLC, which a functionality that Cogent does not provide. The write access was fundamental for the success of the project as in the final steps, values from an excel file had to be sent to the PLC to make changes to fill setpoints in real time. The ladder logic used for this can be seen in Figure 14.
- 20. 20 | P a g e Figure 13 - Quick Client Figure 14 - Excel Values changing fill setpoint
- 21. 21 | P a g e Figure 15 and 16 show the setup of the OPC client in Cogent Datahub. Cogent was the OPC client in our network architecture. All the live values from KepServer were hosted in Cogent and stored in the Historian that is a functionality of Cogent. These stored values were accessed further on in the project but this will be discussed later. Figure 15 - Cogent Datahub OPC Properties Figure 17 and 18 exhibit the DDE client that was configured to host the Excel values into Cogent. These Excel values in turn were being pulled from a data website that had relevant data for the process but this is discussed in further detail later in the report. For the configuration of the DDE client a point name had to be provided “Topic” that the client would refer to. When using the Excel Service, the Topic is usually the Filename, but in scenarios where the excel file has multiple sheets the topic can be increased in scope to refer to that specific sheet in the file. After the Topic is set, the DDE items have to be added in the Definition window (see: Figure 18). The string entered for the Point Name in the Item Definition Window has to exactly match the string entered for the specific cell in the excel file. Instead of referring to a string in the point name, the cell value can also be referenced. For example, instead of DailyCardioTarget, A1 could have been used instead. Figure 17 - DDE Client Main Page Figure 18 - DDE Client Configuration Figure 16 - Cogent Datahub OPC Client Configuration
- 22. 22 | P a g e Figure 19 - Bridging values to KepServerEx After the required values were hosted in Cogent, they had to be bridged to KepServerEx so that the values could be sent to the PLC. As mentioned earlier, KepServer has read and write access to the PLC whereas Cogent only has read access. Due to this lack of functionality on Cogent’s part, Bridging was used to connect the value coming from excel to an empty float register on the PLC. Figure 20 - Reading values from KepServerEx
- 23. 23 | P a g e The logic displayed in Figure 20 was used to read the values from KepServer. The values shown were updating in the excel file, which in turn would update the value in the PLC. This allowed the process to react to real time changes in demand and change the production levels for each cycle. Figure 21 - Changing valve open time In Figure 21, the Fill Timer Preset value is changed when the Scaled Production value being read from the excel file reaches 2000. 2000 is an arbitrary setpoint that was decided upon by the group. This setpoint can be changed as more data is gathered about production trends the longer the system is online. This data is stored in the historian and can be accessed at any time. Figure 22 - Configuring automatic emails
- 24. 24 | P a g e In Figure 22 and 23 the automatic email configuration is shown. The email system is supported as a functionality through Cogent Datahub. Recipients can be added or removed in the configuration, a message can be written, and values that are being monitored in the OPC client can be sent in the email. For this project, the value sent in the email was the Production Volume Totalizer that was being monitored in the PLC. It was sent to the recipients using Gmail’s SMTP server over port 465 which is the standard port for Gmail SMTP communication. The email is triggered off the Bottle Sensor bit on Station 2 which represents a full month of production in the system. This email service can also be used to alert operators of any alarms that turn on in the system but this was not in the scope of the project. Figure 23 - Configuring Email Trigger
- 25. 25 | P a g e The HMI consisted of three pages; Home Page, Production Plant and Production Data. WebView contains standard controls, and industry standard symbols, which were configured to recognize condition states. Property binding, allows specifying graphical interactions between controls. Objects/Controls were associated with input and output values of the PLC tags collected through the OPC connectivity (Figure 24). Scripting was required to animate the logical sequence of the events that occur in the production line. WebView included scripting capabilities, supported by S# (Script.NET), which allowed custom behavior of applications and enables programmatic interaction with objects, therefore, creating a more engaged user experience. Scripting functions were added to Cogent/Animation.ss file to animate the position of the bottles as they go along the production line. Hidden text fields were created, which binded its value to a script for example: /* Causes this script to assign a value to myBottle@ContentX changes */ Public void SETP ( String propertyReference, Object value ) If (VAL ("default: Channel1.S1.Bottle Dispenser") == 0) { SETP ("myBottle1@ContentX", 80); SETP ("myBottle1@ContentY", 395); } /* Run Animation */ var from = null; var to = null; var time = null; If (VAL ("default: Channel1.S1.Bottle Dispenser") == 1) { from = 390; to = 80; time= 2; wvAnimation.Run (new DoubleAnimation (), “myBottle@ContentY”, from, to, TimeSpan.FromSeconds (time)); } Figure 24 – OPC to WebView Connection
- 26. 26 | P a g e SETP function assigns a value to the named property. The value will be coerced to the type of the target property, myBottle before being assigned. The function includes the following parameters, the qualified property to set and the property value. Property reference usually takes the form of elementname@propertyname, however elementname is optional. When the bottle dispenser value is equal to zero (Figure 25), the function assigns an initial position of bottle (myBottle) at 80 in the X direction (ContentX) and 345 in the Y (ContentY). wvAnimation.Run function requires the following arguments in order to be successfully executed, since the animation of the bottle requires a movement of a numeric value, DoubleAnimation() is used as one of the parameters. The second argument, target indicates the handle or the object that is to be manipulated, in this case the bottle (myBottle). The third and fourth arguments define the movement in position from one point to another. The final argument is a time span, which is an indication of how long the animation should run for. When the value of the Bottle Dispenser is equal to 1, the bottle transitions from position 390 to 80 in the Y direction for a time span of 2 seconds. As the bottle is being dispensed the color of the object changes from transparent (when the input value is 0) to green (when the input value is 1), an indication that the station is currently active (Figure 25). The Progress Value of the bottle is bound via point value of water valve in the second station, Bottle Filler. The progress color is set to blue, the minimum value (ProgressMin) of the progress is 0 and the maximum value (ProgressMax) is 1.2 (Figure 27). Once the water valve becomes active, the bottle will fill as long as the bit remains true (Figure 26). Figure 25 – Animation of the Bottle Dispenser Station Figure 26 – Bottle Filler Animation
- 27. 27 | P a g e Similar to the Bottle Dispenser station, the sequence of the Capper station, Cap Press, Bottle Gripper was logically identical. Once the gripper places the bottle onto the weighing station, the actuator picks and places the bottle on the pallet. The bottles are represented as circular objects, which are initially non visible. When the gripper reaches the desired position, the bottles become visible as represented in Figure 31. Figure 27 – Bottle Filler Station Configuration Figure 28 – Capper Animation Figure 29 – Cap Press Animation Figure 30 – Gripper Animation
- 28. 28 | P a g e Figure 32 represents a quick overview of the current active stations, the proximity sensor and stations start blinking once a bottle is detected present and any input from the 5 stations are active. Lastly in the HMI design, buttons are configured to allow the transition from one page to another. Production Plant page is utilized on the plant floor to give visibility to production process, however Production Data page represents key performance data and trends (Figure 33). Figure 31 – Pallet Animation Figure 32 – Overview of the system animation Figure 33 – HMI Pages
- 29. 29 | P a g e 4 Discussion The viability of implementing production data manipulation over a network is high, because it is not only restricted to pharmaceutical manufacturing, but can be applied to various manufacturing, and process control industries. In addition, the pharmaceutical industry is adapting the fourth industrial revolution, calling it Pharma 4.0., an industrial revolution to connect all recourses into one virtual network. The MonitorIT project is directly in line with the revolution and up-to-date with the current industrial technologies used today. The concept automated the process, created a database system to monitor the plant floor remotely, and stored relevant data and trends on one network. The entire concept of the design was to adapt Pharma 4.0 but on a smaller and more realistic scale, constrained by time and resources of the course. Five of the six design principles of Industry 4.0 was used within MonitorIT. These design principles support companies in identifying and implementing Industry 4.0 scenarios. Each design principle was implemented to a certain degree, such that it showcased the ability of the enablers of Industry 4.0. The first design principle, Interoperability, was showcased through the communication of the different packaging stations (i.e. capping, filling, etc.) and humans through leveraging the Internet of Services by creating a web HMI. Virtualization was demonstrated through the creation of a virtual model collecting data relayed from the sensors to RSLogix, and then automatically placing the data onto the OPC server and act as the conditions of all the cyber-physical systems. The real world virtualization was simply to take the live number of diagnosed patients with Cardiovascular Disease and Malignant Neoplasm such that the production demand of the associated medication would be forecasted and/or changed automatically. Real-time capability was accomplished through RSLogix and Excel VBA, and taken a step further by creating OPC Clients to retrieve said data to be displayed on web pages and a non-local HMI. The production data was compared to expected production parameters to analyze for any irregularities. The webpage portion also demonstrated the Service Orientation design principle, where the production data was offered to humans both internally and across company borders a view of the packaging service in a user-friendly format. Decentralization was a bit more difficult to implement due to various constraints, however the current solution that showcased a portion of it was by implementing multiple regression analysis on the historical
- 30. 30 | P a g e production data and real-time diagnosis data to forecast and change the production volume automatically. The only issue was that there was not enough time to have the system physically utilize a medicinal change immediately. Everyday there are large amounts of data generated by machines waiting to be collected such as feed rates, motor speeds, downtime, part counts, operator logs for production notes, quality, scrap and more. Collecting and analyzing this data manually can be complex and does not provide immediate feedback. Real time machine monitoring allows management to instantly identify issues as they occur. Management can receive notification via, email or text if a machine is down or use collected production data for data analysis. The advantage of software based machine monitoring is that it collects and organizes important data digitally while providing real time analysis and notifications. Today many monitoring machines have the technology built in them to output the current machine status. Real time machine monitoring systems can read that output, save it in a database, and then analyze and report on it. The data gathered during the process can be used to calculate the overall efficiency of the system, and through statistical management, can make critical decisions and foresee future problems regarding their production process. Potential future challenges in implementation can occur during the manipulation of the data once the tags are created. Problems such as data loss, data corruption, data security and maintaining integrity of production may occur. To eliminate this risk from happening, backup files need be created to prevent data loss. In order to prevent data corruption and security automation control processes must keep up with the current technology and security systems provided. In addition, there may be a learning curve for programming statistical computing and data analysis, specifically with summarizing and aggregating data, merging files by key variables, and most importantly the complexity of programming and debugging with software programs companies are not familiar with. To prevent this issue from occurring companies must familiarize themselves with current industry standard programming practices and take advantage of all the resources available. Lastly, designs face hardware malfunctioning, as parts and components wear out over time, therefore maintenance and regular checks are necessary to ensure optimum functionality.
- 31. 31 | P a g e 5 Timeline Table 1: Initial Timeline Date of Completion Tasks 9/8/16 Map out I/O of SMC Assembly Station 1 & 2 9/9/16 Begin PLC Program for 1 rotation of 1st Station 9/15/16 Complete PLC Program for 1st Station Begin PLC Program for 2nd Station Teach Table and Translation Drivers 9/16/16 Complete test program for Drivers 9/22/16 Complete PLC Program for 2nd Station Begin PLC Program (program revisions as required) for full bottle automation 9/23/16 Troubleshoot and continue Full PLC Program Latest date to order load sensor, Ethernet switch, and other required parts as needed 9/29/16 Complete Full PLC Program 9/30/16 Test and finalize Full PLC Program 10/6/16 Begin querying necessary data from PLC 10/7/16 Begin HMI creation Begin Ignition Programming 10/11/16 – 10/14/16 Complete HMI 10/20/16 Program SQL Database, Data Analysis, and UI 10/21/16 10/27/16 10/28/16 11/3/16 11/4/16 11/10/16 11/11/16 Complete Ignition Programming 11/17/16 Conduct Preliminary Test 11/18/16 Carry out action items as required from preliminary test Conduct Final Test 1 11/24/16 Conduct Final Test 2 5.1 Technical Implementation – September 2016 At the beginning of the term the project was still not underway. The PLC program that was present on the PLC was not able to meet the specification of the project so it had to be scrapped. Both stations were programmed from scratch using ladder logic, with the first station working within a week. There were some issues encountered with the palletizing station as the controllers that moved the linear actuators for
- 32. 32 | P a g e the vacuum arm were not robust in design. Another major change to the design from last term was the exclusion of the pill dispensing station and making the project geared towards liquid dispensing. The decision was made to save time on the design and instead focus on making the IIOT component of our project more robust. The Micrologix 1500 PLC’s came with the SMC assembly and RSLogix 500 was used to program the PLC’s. Both PLC’s were connected to the computer station through an Ethernet switch and interfaced with the 1761-ENI Ethernet card that was present on the SMC assembly. Taher – For the first two weeks, Taher’s main responsibility was to program the first SMC assembly. Taher wrote the code for that program from scratch, tested it, and made the necessary changes to make sure that the assembly was working efficiently. After the programming for the first assembly was finished, Taher collaborated with Omar to research different OPC software that could be used for the project and tried to arrange a license. Omar and Taher were in talks with Inductive Automation to get a free license for their Ignition software but unfortunately Ignition was not compatible with Micrologix 1500 and had to find an alternative. Omar and Taher found a few different OPC servers such as Matronix and Kepware that were compatible for our project. Lawrence – Lawrence was responsible for learning how to work with the controllers that controlled the actuators for the vacuum arm on the second SMC assembly. A manual was supplied and Lawrence taught himself how to use the controllers to program the different positions that were needed to place bottles at on the pallet. Lawrence was also the lead on the PLC programming for the second SMC assembly as he gained the most experience with the controllers. With Lawrence’s experience with the controllers and assistance from Omar and Taher, the program for the second station was completed from scratch as well. After the programming for the SMC assembly was finished, Lawrence moved onto helping Omar and Taher with the setup of the OPC Server to connect to the PLC and be able to read the tags that we required. Omar – For the first few weeks Omar worked alongside Taher to get the first SMC assembly programmed and conducted research into Ignition and other OPC software that were considered for the project. Omar also worked with Lawrence and aided him with learning how to efficiently work with the actuator controller. Omar, Taher, and Lawrence all worked together on the PLC program for the second SMC assembly.
- 33. 33 | P a g e Table 2 – Modified Timeline: Beginning October 2016 Date of Completion Tasks 9/30/16 Test and finalize Full PLC Program 10/6/16 Test connection of KEPServerEX and create tags 10/7/16 Finalize KEPServerEX connection Begin Cogent DataHub Client Implementation 10/11/16 – 10/14/16 Begin HMI Design Begin Excel VBA Programming 10/20/16 Complete HMI – Operator View 10/21/16 10/27/16 10/28/16 11/3/16 Complete Excel VBA Program 11/4/16 Implement Data Historian and Email Notification 11/10/16 Complete HMI – Management View 11/11/16 Complete Production Forecast Programming 11/17/16 Conduct Preliminary Test 11/18/16 Carry out action items as required from preliminary test Conduct Final Test 1 11/24/16 Conduct Final Test 2 5.2 Issues Encountered The project was extensively tested over the several weeks. Simulations on the first assembly were run to find the precise amount of time required and each station and then checked that against bottlenecks that were present in the system. With further testing it was found that there was a 15 second delay for each rotation as that was the largest bottleneck in the process and cannot be minimized any further. Different configurations for the pallet to determine which one gave the most efficient system were also tested. Since the X- and Y-axis had independent controllers, the program was setup similar to a matrix, starting whichever way was deemed acceptable. With this level of control, the spots needed to be used on the pallet were able to be programmed. One major problem that occurred was that the vacuum arm was setup to energize specific inputs on for each position and some of the positions used the same input. This flaw in the wiring on the table made it impossible to use two positions that had the same input being turned on, as the program became conflicted between the arm that was already at the position and where it needed to move to. As a result, with this limitation there were only a few spots on the pallet that were actually available to be used.
- 34. 34 | P a g e Various OPC software were tested to see which one would work best. Ignition, KEPServerEX, MatronixOPC, Matronix Data Manager, and Cogent Datahub were all examined. There was the most success with Kepware and MatronixOPC due to the simple setup of the server. One problem that was encountered during testing was that any Boolean bits from the PLC in our OPC server cannot be read. This was due to communication over Ethernet IP, which made it such that only word bytes could be communicated. Due to this, all the bits that needed to be recorded from the PLC program required an extra rung to be added with a MOV Function to energize a word byte to represent the data. During the data manipulation phase of the project, issues were encountered when programming the HMI. The S# language required a learning curve in order to script the animations for the web HMI. The process required the entire month of October to adapt, as seen in Table 2. Numerous email communications were sent between Omar and a representative from Cogent DataHub before Omar became accustomed to the language. Furthermore, issues were encountered when writing the Excel VBA such that the variables for Past Day, Past Month, and Past Year became conflicted with one another and displayed each other’s value instead of their own. This was found to be due to the multiple Internet Explorer instances opened which confused the program’s addressing value for the HTML.
- 35. 35 | P a g e 6 Conclusion The aim was to research, design, and develop an independent project that incorporates and showcases the different learning outcomes that the students have picked up over the course of 4 years. This project has been researched extensively, which led to the outcome of designing methods to enable Industry 4.0 infrastructure into the capstone. Although the project is only based for the pharmaceutical industry, the knowledge gained has many real-world applications, with companies using big data analytics, machine to machine communication, data monitoring, and process control. Additionally, multiple presentations were held to exhibit the conceptual design features, project objectives, and method of implementation. The constructive feedback from the presentations has allowed the conceptual design of MonitorIT to win 3rd place at the ISA Expo. This demonstrates that the project is headed in the right direction. In conclusions, a manufacturing company with constantly changing demands, such as the pharmaceutical industry, depends greatly on making information based decision. Time and money cannot be wasted on constantly making poor decisions, or travelling to the factory floor from the enterprise level. Furthermore, Operators and IT departments can’t afford to waste production time to manually determine an issue with the functionality of the physical system. However, a server is virtual and organizations must be able to gain accesses and insights as quickly as possible before production loss. In order for organizations to maintain a competitive edge in their respective industries, deliver products to clients on time and to keep the network continuously operating, real-time data monitoring, analytics, and informed decisions are essential tools.
- 36. 36 | P a g e 7 References [1] WHO, "Pharmaceutical Industry," in World Health Organization, World Health Organization, 2010. [Online]. Available: http://www.who.int/trade/glossary/story073/en/. Accessed: Feb. 29, 2016. [2] R. Gaertner, "Pharma 4.0: Quality Management in the Digital Age," in EPM, EPM Magazine, 2015. [Online]. Available: http://www.epmmagazine.com/opinion/quality-management/. Accessed: Feb. 29, 2016. [3] M. Hermann, T. Pentek, and B. Otto, "Design Principles for Industrie 4.0 Scenarios," 2015. [Online]. Available: http://www.snom.mb.tu-dortmund.de/cms/de/forschung/Arbeitsberichte/Design-Principles-for- Industrie-4_0-Scenarios.pdf. Accessed: Feb. 29, 2016. [4] R. Gaertner, "Pharma 4.0 – time to rethink manufacturing and quality," in Veeva Systems, 2016. [Online]. Available: https://www.veeva.com/eu/wp-content/uploads/2016/01/Manufacturing-Chemist-Pharma-4.0- 1.pdf. Accessed: Feb. 29, 2016. [5] K. Langhauser, "Industrial Internet of things: Buzzwords have feelings, too," in Pharmaceutical Manufacturing, Pharma Manufacturing, 2015. [Online]. Available: http://www.pharmamanufacturing.com/articles/2015/industrial-internet-of-things-buzzwords/. Accessed: Feb. 29, 2016. [6] R. Singit, "Cloud computing in Pharma," Pharma Manufacturing, 2015. [Online]. Available: http://www.pharmamanufacturing.com/articles/2015/cloud-computing-in-pharma/. Accessed: Feb. 29, 2016. [7] OPC Foundation, "What is OPC?," OPC Foundation, 2016. [Online]. Available: https://opcfoundation.org/about/what-is-opc/. Accessed: Feb. 29, 2016. [8] MatrikonOPC, "OPC server and OPC client relationship," 2005. [Online]. Available: http://www.matrikonopc.com/resources/opc-server.aspx. Accessed: Feb. 29, 2016. [9] E. Smith, "Quality management in the digital age," Pharma Manufacturing, 2015. [Online]. Available: http://www.pharmamanufacturing.com/articles/2015/pharma-4-0-quality-management-in-the-digital-age/. Accessed: Feb. 29, 2016. [10] “Access to non communicable diseases medicines,” World Health Organization. [Online]. Available: http://www.who.int/medicines/areas/policy/access_noncommunicable/en/. Accessed: Feb. 29, 2016.
- 37. 37 | P a g e 8 Appendix 8.1 Scripting STATION 1: Bottle Dispenser if (VAL("default:Channel1.S1.Bottle Dispenser") == 0 ) { SETP("myBottle1@ContentX",80); SETP("myBottle1@ContentY",395); } if (VAL("default:Channel1.S1.Bottle Dispenser") ==1) { wvAnimation.Run(new DoubleAnimation(), "myBottle1@ContentY", 390, 433, TimeSpan.FromSeconds(2)); } STATION 3: Capper if (VAL("default:Channel1.S1.Bottle Cap Dispenser") ==0) { SETP("myCap@ContentY",395); SETP("myCap@ContentX",273); } if (VAL("default:Channel1.S1.Bottle Cap Dispenser") ==1) { wvAnimation.Run(new DoubleAnimation(), "myCap@ContentY", 395, 430, TimeSpan.FromSeconds(1)); } STATION 4: Cap Press if (VAL("default:Channel1.S1.Cap Press") == 1 ) { wvAnimation.Run(new DoubleAnimation(), "CapPress@ContentY", 330, 355, TimeSpan.FromSeconds(1)); } if (VAL("default:Channel1.S1.Cap Press") ==0) { wvAnimation.Run(new DoubleAnimation(), "CapPress@ContentY", 355, 330, TimeSpan.FromSeconds(1)); }
- 38. 38 | P a g e STATION 5: Gripper if (VAL("default:Channel1.S1.Arm Down") == 0 && VAL("default:Channel1.S1.Arm Out") == 0 && VAL("default:Channel1.S2.Bottle Sensor") == 0) { SETP("myBottle4@ContentY",432); SETP("myBottle4@ContentX",528.5); SETP("Gripper@ContentY",294); SETP("Gripper@ContentX",537); SETP("Gripper2@ContentX",667); SETP("Gripper2@ContentY",294); SETP("myBottle5@ContentX",747); SETP("myBottle5@ContentY",357); } if (VAL("default:Channel1.S1.Arm Down") == 1 && VAL("default:Channel1.S1.Arm Out") == 0) { wvAnimation.Run(new DoubleAnimation(), "Gripper@ContentY", 294, 367, TimeSpan.FromSeconds(1)); } if (VAL("default:Channel1.S1.Arm Down") == 0 && VAL("default:Channel1.S1.Gripper") ==1 && VAL("default:Channel1.S1.Arm Out") ==0 ) { wvAnimation.Run(new DoubleAnimation(), "Gripper@ContentY", 367, 294, TimeSpan.FromSeconds(1)); wvAnimation.Run(new DoubleAnimation(), "myBottle4@ContentY", 432, 358, TimeSpan.FromSeconds(1)); } if (VAL("default:Channel1.S1.Arm Out") == 1 && VAL("default:Channel1.S1.Arm Down") ==1 && VAL("default:Channel1.S1.Gripper") ==1) { wvAnimation.Run(new DoubleAnimation(), "myBottle5@ContentY", 357,406 , TimeSpan.FromSeconds(1)); wvAnimation.Run(new DoubleAnimation(), "Gripper2@ContentY", 294,344 , TimeSpan.FromSeconds(1));
- 39. 39 | P a g e } if (VAL("default:Channel1.S1.Arm Out") == 1 && VAL("default:Channel1.S1.Arm Down") ==0 && VAL("default:Channel1.S1.Gripper") ==0) { wvAnimation.Run(new DoubleAnimation(), "Gripper2@ContentY", 344,294 , TimeSpan.FromSeconds(1));