This document summarizes a project to reduce manual work content from machineable mail being incorrectly sorted into the turnaround stream. Currently, about 4 full-time employees (FTEs) annually ($280,000) are spent sorting this incorrect mail. Analysis found the largest sources of incorrect mail came from mislabeled return to sender and decentralized redirection system mail. Proposed solutions include visual aids, dedicated storage, and training to correctly label this mail at the source locations. Monitoring will continue to validate the solutions are effective in reducing FTEs spent on sorting turnaround mail.
1. Problem Definition
Based on the scope, the appropriate stream which should be focused on with the largest impact
is the machineable overlabelled Return to Sender (RTS) and Decentralized Redirection System
(DRS) mail which enters the turnaround stream (manual).
Currently about 4 FTE’s worth of work content annually is due to this problem. At a cost estimate
of $70,000 annually per FTE, the problem at hand has a financial impact of $280,000 each year.
Temporary Corrective Action
Currently, when batches of machineable overlabelled RTS and DRS arrive in the plant as Out of
Station Turnaround, Collection & Delivery Process Engineering contacts the depot(s) it came from
to remind them about the correct procedures.
Manual Work Content Reduction – TurnaroundProject Leader: Johnny Gong
DEFINE
Background
Manual Work Centres are costly (approx. 5 times more compared to MLOCRs) to
operate and through observation a considerable volume of machineable mail is
flowing through Manual stream particularly in the turnaround stream. The following
shows the annual cost of manual work centres for all sources and from turnaround.
The stream which will be focused on is turnaround based rationale based on
sampling and observations made.
Problem Statement
Manual Work Centres operate at a high cost compared to the MLOCRs. The work
centre receive high volumes of mail which it should not be. Specifically, turnaround is
a major source of manual work content.
Goal & Desired Situation
To reduce manual work content in the Lettermail sections of the PPC by one Full Time
Equivalent (FTE).
• Metric: Work Content (FTEs) based on staffed hours and % of each
component of turnaround compared to all other sources of manual work
content.
MEASURE
Current Situation
Based on sampling of 1074 trays in March 2016, the sources of manual work content
divide as shown below:
With turnaround being one of the major sources locally which is by definition a
defect, further sampling of turnaround was completed to analyze their contents and
work content associated with them.
Sampling of Turnaround by Mail Piece Characteristics
Random sampling was completed from Mid-April to Mid-June, 21 trays and 3726 mail
pieces were analyzed. The following Pareto shows the major sources of turnaround
based on sampling and staffing data from VALUS.
ANALYZE
With the focus of a particular stream and problem selected, root cause analysis was performed.
The Ishikawa tool, Failure Mode Effect and Analysis, and 5 Why technique were used to
determine causes for the problem. The following are findings from the analysis:
• The correct tags are oftentimes not in stock
• Training and knowledge is an opportunity
• Perception exists that overlabelled RTS and DRS is a form of turnaround
• Knowledge is highly dependent on experience, word of mouth communication from
predecessors at RTS and DRS labelling work station
• When experienced RTS and DRS work station operators replacements may not receive
all the necessary instruction to correctly tag mail
• Visibility of tagging information can be improved at the RTS and DRS work stations
• A propensity to consolidate letter flatainers at the transportation stage exists
• Mixing machineable overlabelled RTS/DRS with turnaround
• In general this also happens with Equipment Returns, Oversize and Short & Long
Permanent Corrective Actions:
Visual Aid: Poster at work centre
displaying key message of using
the correct tag. This poster also
addresses any mis-conceptions
about this stream of mail.
5S - Dedicated Location for Flow
from this work centre to be staged
prior to dispatch: Increase visibility
of trays so supervisors can easily
verify correct tagging procedures
done before dispatch. Not
applicable to low volume depots.
During piloting of this project’s improvements, I learned how valuable face to face
interactions are with operators because you truly see the education process happen.
Additionally, from consulting with the engineering team, I learned how finely tuned
signage and language needs to be before they are implemented.
CONTROL & FOLLOW-UP ACTIONS
LESSONS LEARNED
Date:
August 22, 2016 D M A I C Status
Criticality
low
Opened Active Realized Closed Start May 25 May 25 June 3 July 26 - Med
Status ✓ End July 13 July 13 July 26 August 31 - high ✓
To ensure the benefits and improvements of this project are sustained,
improvements need to be maintained for example upkeep of signage and training of
new employees. To validate the effectiveness of these controls, continued monitoring
of the amount of FTEs used to sort turnaround is needed. As of the moment these
actions will be continued by the Process Owner of Manual Workcentres in Lettermail
at the Pacific Processing Centre.
A3 Report
Manual Prime Manual Finals
All of Manual Work Content $2.4 million $5.1 million
Turnaround $460,000 from Out of
Station
$540,000 from In Station
$460,000 from Out of Station
Incoming,
50.6%
Turnaround,
19.7%
MLOCR
Rejects,
12.9%
From
ODC/EFM,
21.6%
Not Tagged,
3.4%
Sources of Manual Work Content
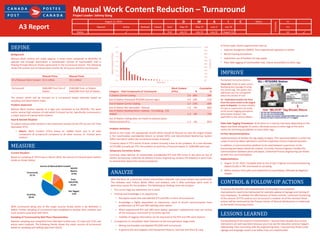
Category – Vital Components of Turnaround
Work Content
(FTEs) %
Cumulative
%
In Station Correct Coding 5.9 28% 28%
Out of Station Processed RTS/DRS (correct app.) 4.0 19% 47%
Out of Station Correct Coding 2.7 13% 60%
Out of Station Non Barcoded - Manual 1.9 9% 69%
Out of Station Reading Return Address - Formatting - CSS
related 1.3 6% 75%
Out of Station Coding does not match to physical piece -
VES/correction/PLU 1.3 6% 81%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
Cumul%
WorkContent(FTEs)
Sources
IMPROVE
In future state, Kaizen opportunities exist to:
• improve changeover (SMED) from experienced operators to others
• Revisit training procedures
• Implement use of Kanbans for tag supply
• Poka-Yoke tagging of machineable mail, reduce accessibility to other tags
Poka-Yoke Tagging Procedures: To be done on a case by case basis depending on the
depot and done alongside 5S action, eliminate access to other tags at this work
centre by removing possibilities to store other tags.
Further Recommendations:
Implementation of Kanban for tag supply at depot. This recommendation is under the
scope of work by depot operations and their respective Process Engineering team.
In addition, a communication platform to be used between supervisors at the
processing and depot should be created. Currently, Process Engineer handles the
communication between plant and depot. Lettermail Process Engineering can follow
up with this recommendation.
Implementation:
1. August 15-19, 2016: Complete pilot at one of top 5 highest turnaround producing
depots locally in PPC area based on sampling.
2. Refine solution from pilot and implement to Local Depots, followed by Regional
Depots.