
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (19)
Andere mochten auch
Andere mochten auch (13)
Ähnlich wie Cong nghe tram_tron_be_tong_dung_plc
Ähnlich wie Cong nghe tram_tron_be_tong_dung_plc (20)
Cong nghe tram_tron_be_tong_dung_plc
- 1. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai CHƯƠNG 1 GIỚI THIỆU VỀ PLC S7200 A.Giới thiệu chung về PLC: I. Tổng quan về PLC: 1. Khái niệm về PLC: PLC là chữ viết tắt của Programmable Logic Control, là thiết bị điều khiển logic lập trình được, hay còn gọi là khả trình, cho phép thực hiện linh hoạt các thuật toán điều khiển logic thông qua ngôn ngữ lập trình. Kỹ thuật PLC xuất hiện vào thập niên 60, nó được dùng chủ yếu điều khiển quy trình công nghệ hoặc dây chuyền sản xuất. PLC là một máy tính công nghiệp. Đặc trưng của PLC là việc sử dụng vi mạch để xử lí thông tin và ta có thể thay đổi công nghệ, cải tạo dựa trên công nghệ và phần mở rộng chứ không thay thế toàn bộ công nghệ mới. 2. Khả năng của PLC: Hiện nay kỹ thuật của PLC được sử dụng rộng rãi trong các loại điều khiển: + Điều khiển chuyên gia, giám sát: Thay cho điều khiển rơle Thời gian đếm Thay cho các panel điều khiển mạch in Điều khiển tự động, bán tự động các máy, các quá trình + Điều khiển dãy: Các phép toán số học Cung cấp thông tin Điều khiển liên tục (nhiệt độ, áp suất, …) Điều khiển PID Điều khiển động cơ chấp hành, động cơ bước, van điện từ.. + Điều khiển mềm dẻo: Điều khiển quá trình và báo động Phát hiện lỗi và báo động Ghép nối với máy tính và máy in Nối mạng tự động hóa trong công nghiệp (mạng cục bộ, mở rộng) Các ghép nối logic cần thiết trong quá trình điều khiển xử lí bằng phần mềm do người lập nên và cài vào nên chúng ta giải quyết các bài toán tự động hóa một cách dễ dàng, khác nhau nhưng chung một bộ điều khiển và chỉ thay đổi chương trình khác nhau 3. Ưu điểm của PLC trong tự hóa: Thời gian lắp đặt công trình ngắn; dễ dàng thay đổi nhưng không tốn kém về tài chính; có thể tính toán chính xác giá thành; cần ít thời gian làm quen; do phần mềm linh hoạt nên tăng khả năng mở rộng và cải tạo công nghệ. Ứng dụng điều khiển trong phạm vi rộng; dễ bảo trì , chỉ thị vào/ ra giúp xử lí sự cố dễ dàng và nhanh hơn; độ tin cậy cao; chuẩn hóa được phần cứng điều khiển; thích ứng trong môi trường khắc nghiệt: nhiệt độ, độ ẩm, điện áp dao động, tiếng ồn… SVTH: Trần Văn Linh _ Lớp 07D2 Trang 1
- 2. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai PLC có thể làm việc độc lập hoặc nối kết với nhau, các máy tính chủ tạo ra mạng truyền thông để điều khiển quá trình – người ta gọi là SCADA. II.Các thành phần cở bản của PLC Một PLC thông thường có các thành phần cơ bản sau: Đơn vị điều khiển trung tâm Bộ nhớ chương trình Module đầu vào Module đầu ra Module phối ghép Các chức năng phụ Mỗi module đó được lắp thành đơn vị riêng có phích cắm nhiều chân để tháo lắp dễ dàng. 1. Đơn vị điều khiển trung tâm CPU Đây là bộ điều khiển và quản lý tất cả hoạt động bên trong của PLC, việc trao đổi thông tin giữa CPU, bộ nhớ và khối vào/ra được thông qua hệ thống Bus dưới sự điều khiển của CPU. Nguyên lý làm việc của khối xử lí trung tâm được miêu tả như sau: các thông tin lưu trữ trong bộ nhớ chương trình được gọi lên trình tự vì đã được điều khiển và được kiểm soát bằng bộ đếm của chương trình. Do đơn vị xử lí trung tâm khống chế, bộ xử lí liên kết các tín hiệu lại với nhau theo quy luật và từ đó rút ra kết quả là các lệnh đầu ra và các thao tác tuần tự của chương trình dẫn đến thời gian trễ gọi là thời gian vòng quét. 2. Bộ nhớ chương trình - Chương trình điều khiển hiện hành được lưu trữ trong bộ nhớ bắng các bộ phận lưu giữ điện tử như:RAM, ROM, EPROM. Chương trình được tạo ra với sự trợ giúp của một thiết bị lập trình chuyên dùng rồi chuyển vào bộ nhớ chương trình của PLC. ROM (Read Only Memory) : là bộ nhớ chỉ đọc gồm các thanh ghi, mỗi thanh ghi lưu trữ một từ ở bất kì vị trí nào, nó không thay đổi được. RAM( Random Access Memory) là bộ nhớ truy xuất ngẫu nhiên, là bộ nhớ thông dụng để cất giữ chương trình và dữ liệu của người sử dụng. Dữ liệu trong RAM có thể thay đổi khi mất nguồn điện, do đó luôn có nguồn nuôi riêng. EPROM: bộ nhớ kết hợp sự truy xuất linh hoạt của RAM và bộ nhớ chỉ đọc không thay đổi trên ROM trên cùng một khối, nội dung của nó có thể xóa hoặc ghi lại được vài lần. Nguồn cung cấp:có thể sử dụng DC hoặc AC thông thường nguồn AC dùng cấp điện áp :110 V,220V,nguồn DC là:5V, 24V nguồn nuôi cho bộ nhớ là pin để mở rộng thời gian lưu trữ cho dữ liệu có trong bộ nhớ. Cổng truyền thông: PLC luôn dùng cổng truyền thông để trao đổi dữ liệu chương trình, các loại cổng truyền thông chuyên dùng là: RS32, RS432, RS485. Dung lượng bộ nhớ: đối với PLC loại nhỏ thid dung lượng cố định và dung lượng chỉ đáp ứng khoảng 80 % hoạt động điều khiển công nghiệp do giá thành bộ nhớ giảm liên tục do đó các nhà sản xuất PLC trang bị bộ nhớ ngày càng lớn SVTH: Trần Văn Linh _ Lớp 07D2 Trang 2
- 3. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai 3. Module đầu vào Module đầu vào với các chức năng chuẩn bị các tín hiệu bên ngoài để chuyển vào PLC , nó chứa các bộ lọc và bột thích ứng mức năng lượng, mạch phối ghép có lựa chọn được dùng để ngăn cách giữa mạch trong và mạch ngoài. Phần lớn các module được thiết kế để có thể nhận các đầu vào (8, 26, 24) và nếu cần dùng thêm đầu vào thì ta cắm thêm các module đâu vào khác. 4. Module đầu ra Module đầu ra có cấu tạo tương tự như module đầu vào, nó gửi thông tin đầu ra đến các phần tử của máy làm việc vì vậy nhiều module thích hợp với hang loạt các phối ghép khác nhau đã được cung cấp. 5. Module phối ghép Module phối ghép dùng để nối bộ điều khiển khả lập trình PLC với các thiết bị bên ngoài như : màn hình, thiết bị lập trình hoặc nối với các panel mở rộng. Cũng có khi người ta lắp thêm các module phụ để tạo ra các chức năng phụ trong các trường hợp này phải dùng mạch phối ghép 6. Các chức năng phụ Các chức năng phụ điển hình của PLC: Bộ nhớ duy trì cũng có chức năng như rơle duy trì nghĩa là bảo tồn tín hiệu khi mất điện và khi nguồn điện trở lại bình thường thì bộ nhớ trở về lại tư thế như trước Bộ thời gian của PLC có chức năng tương tự như rơle thời gian. Bộ đếm lập trình Chức năng số học có thể thực hiện được các phép toán: cộng, trừ nhân, chia, so sánh III. Chức năng và ứng dụng của PLC. Thu thập các tín hiệu và phản hồi từ các cảm biến Liên kết ghép nối lại và đóng mở phù hợp với chương trình. Tính toán và soạn thảo các lệnh điều khiển trên cơ sở so sánh các thông tin thu được Phân phát các lệnh đó đến các địa chỉ thích hợp. B. Giới thiệu về PLC SIMATIC S7-200. I. Giới thiệu : PLC SIEMENS thế hệ S7-200 là PLC loại nhỏ, có thể điều khiển hàng loạt các ứng dụng khác nhau trong tự động hóa. Với cấu trúc nhỏ gọn, có khả năng mở rộng, giá rẻ và một tập lệnh mạnh, PLC S7-200 là lời giải hoàn hảo cho các bài toán tự động loại nhỏ.Thêm vào đó là sự phong phú về chủng loại, kích cỡ cũng như thông số về điện ( điện áp, dòng…) càng cho phép người sử dụng linh hoạt hơn trong việc giải quyết các vấn đề tự động của mình. Nói về các chủng loại phong phú của PLC S7- 200, chúng ta dựa trên nhiều tiêu chí khác nhau: SVTH: Trần Văn Linh _ Lớp 07D2 Trang 3
- 4. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Nguồn nuôi:điện áp một chiều 24 V, điện áp xoay chiều 220V,110V Đầu vào 24 VDC: sink & source Đầu ra 24 DC hoặc Rơle Các bộ xử lí trung tâm (CPU) khác nhau của S7- 200: + CPU 21X: 210, 212, 214, 216, … + CPU 22X: 221,222,224,224XP… 1. Cấu trúc phần cứng. - S7-200 là thiết bị điều khiển khả trình loại nhỏ hãng Siemens, có cấu trúc theo kiểu module và các module mở rộng. Các module này sử dụng nhiều ứng dụng lập trình khác nhau - Thành phần cơ bản của S7- 200 là khối vi xử lí CPU 212 hoặc 214. Về hình thức bên ngoài, sự khác nhau của hai loại CPU này nhận biết được nhờ số đầu vào/ra và nguồn cung cấp. + CPU 212 có 8 cổng vào logic, 6 cổng ra logic và có khả năng mở rộng thêm bằng 2 module mở rộng. +CPU 214 có 14 cổng vào logic, 10 cổng ra logic và có khả năng mở rộng thêm bằng 7 module mở rộng. + CPU 224XP có 14 cổng vào ,10 cổng đầu ra và có hỗ trợ anolog 2I/Io và 2 port truyền thông, có khẳ năng mở rộng bằng 7 module mở rộng. - S7-200 có nhiều module mở rộng khác nhau. a. CPU 212: Có 8 cổng vào logic và 6 cổng ra logic. Có thể nối thêm 2 module mở rộng để mở rộng số cổng vào/ra, kể cả module tương tự Tổng số cổng logic vào/ra cực đại là : 64 vào và 64 ra. Có 64 bộ tạo thời gian trễ (Timer), trong đó có 2 Timer có độ phân giải 1ms, 8 Timer có độ phân giải 10ms, 54 Timer có độ phân giải 100ms. Có 64 bộ đếm (Counter), chia làm 2 loại: loại Counter chỉ đếm tiến và Counter vừa đếm tiến vừa đếm lùi. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 4
- 5. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai 368 bit nhớ đặc biệt, sử dụng các bit trạng thái hoặc các bit đặt chế độ làm việc Có các chế độ ngắt và xử lí tín hiệu ngắt khác nhau bao gồm: ngắt truyền thông, ngắt theo sườn lên hoặc ngắt theo sườn xuống, ngắt theo thời gian và ngắt báo hiệu có bộ đếm tốc độ cao Bộ nhớ không bị mất dữ liệu trong khoảng thời gain 50 giờ khi PLC bị mất nguồn nuôi. b.CPU 224XP: Có 14 cổng vào và 10 cổng ra logic trên board, 2 đầu vào digital,1 đầu ra anolog Có thể nối thêm 7 module mở rộng Bộ nhớ không bị mất dữ liệu trong khoảng thời gain 100 giờ khi PLC bị mất nguồn nuôi Timer có 2 loại: + TON: T32÷ T96 (1ms) ; T33÷ T36 và T97 ÷T100 (10ms) ; T37÷T64 và T 101÷ T255 (100ms) + TONR: T0÷T64 (1ms) ; T1÷ T4 và T65÷T68 (10ms); T5÷T31 và T69 ÷T95(100ms) c. Có 256 bộ đếm Counter Cổng truyền thông PLC S7-200 sử dụng cổng truyền thông nối tiếp RS 485 với phích cắm 9 chân để phục vụ cho việc ghép nối với các thiết bị lập trình khác hoặc với các trạm PLC khác. Tốc độ truyền cho máy lập trình kiểu PID là 9600 baud. Tốc độ truyền cung cấp của PLC theo kiểu tự do là từ 300 ÷ 38.400 SVTH: Trần Văn Linh _ Lớp 07D2 Trang 5
- 6. Đồ án điều khiển logic 5 GVHD: Ts. Nguyễn Hoàng Mai 4 9 3 8 2 7 1 6 Cổng truyền thông RS 485 Chân 1,5: nối đất Chân 2 : 24 VDC Chân 3,8 : nhận và truyền dữ liệu Chân 4,9: không sử dụng Chân 6: 5VDC(điện trở trong 100 Ω) Chân 7 : 24 VDC(120mA tối đa) d. Cấu trúc bộ nhớ. - Bộ nhớ của S7-200 được chia thành 4 vùng với một tụ có nhiệm vụ duy trì dữ liệu trong một khoảng thời gian nhất định khi mất nguồn. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 6
- 7. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai EEPROM MIỀN NHỚ NGOÀI Chương trình Chương trình Chương trình Tham số Tham số Tham số Dữ liệu Dữ liệu Dữ liệu Vùng đối tượng Cấu trúc bộ nhớ Vùng chương trình: là miền bộ nhớ được sử dụng để lưu giữ các lệnh chương trình. Vùng này thuộc kiểu non – volatile đọc/ghi được. Vùng tham số: là miền lưu trữ các tham số như: từ khóa, địa chỉ trạm…Vùng này cũng thuộc kiểu đọc/ghi được. Vùng dữ liệu: là miền nhớ động, dùng để lưu giữ các dữ liệu của chương trình, gồm kết quả của các phép tính, hằng số được định nghĩa trong chương trình, bộ đềm truyền thông, và có thể truy nhập theo từng bit, byte, hay từ. Vùng dữ liệu được chia thành những miền nhớ nhỏ với các công dụng khác nhau như sau: • “V” variable memory(đọc/ghi) • “I” Input image register (vùng đệm cổng vào, đọc /ghi) • “O” Output image register (vùng đệm cổng ra, đọc/ghi) • “M” Interal memory bit (vùng nhớ nội chỉ đọc) • “SM” Special memory bit (vùng nhớ đặc biệt, có một số chỉ đọc được) Vùng đối tượng:được sử dụng để lưu trữ cho các đối tượng lập trình như các giá trị tức thời, giá trị đặt trước của bộ đếm (Counter), hay bộ định thời SVTH: Trần Văn Linh _ Lớp 07D2 Trang 7
- 8. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai (Timer). Dữ liệu kiểu đối tượng bao gồm các thanh ghi của Timer, Counter, bộ đếm tốc độc cao, bộ đệm vào ra tương tự và các thanh ghi AC e. Module vào /ra. Module vào • Với các chức năng chuẩn bị các tín hiệu bên ngoài để chuyển vào panel, bó chứa các bộ lọc và bộ thích ứng mức năng lượng, một mạch phối ghép có lựa chọn được dùng để ngăn cách giữa mạch trong và mạch ngoài(hay còn gọi là tầng đệm). Phần các module vào được thiết kế để có thể nhận được các đầu vào :8, 16,24… • Module đầu vào có các đầu vào số (DI) và tương tự (AI) • Nếu cần dùng thêm đầu vào thì ta có thể cắm các thẻ đầu vào khác hoặc nối thêm module mở rộng. • Việc chuẩn đoán các sai sót hư hỏng ở đầu vào thường được trang bị đầu phát quang (LED), như các đèn LED sáng lên chỉ thị sự có tín hiệu vào. Module ra • Có cấu tạo tương tự như module vào, nó gửi các kết quả từ CPU qua tầng đệm đến các thiết bị đầu ra. Có nhiều module ra được thiết kế thích hợp với hang loạt phối ghép khác nhau đã được cung cấp. • Module ra cũng có các đầu ra số( DO) và tương tự (AO) • Nếu cần dùng thêm đầu ra thì ta có thể nối thêm module mở rộng. • Điode phát quang (LED) cũng có thể giúp ta quan sát điện thế đầu ra và cả các cầu chì ở các đầu ra phụ. f. Module mở rộng vào/ra. Các module mở rộng vào ra được cắm liên tiếp nhau vào bên phải CPU. Địa chỉ các đầu và ra của các module mở rộng được tính liên tiếp, riêng cho từng loại. Số lượng module mở rộng tối đa tùy thuộc vào loại CPU, như CPU 212, 222 cho phép tối đa 2 module mở rộng, còn các CPU 214,215,216 cho phép 7 module mở rộng. g. Module phối ghép. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 8
- 9. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Dùng để nối PLC với các thiết bị bên ngoài, thiết bị lập trình hoặc nối với panel mở rộng, nó thêm nhiều chức năng phụ cần thiết cho hoạt động song song với các chức năng thuần túy của PLC cơ bản. h. Cấu trúc chương trình của S7-200. Có thể lập trình cho PLC S7-200 bằng cách sử dụng một trong các phần mềm sau: + Step 7 – Micro/Doc + Step 7 – Micro/Win. Các phần mềm này đều có thể cài đặt trên các máy lập trình bằng tay PG7x.x hoặc bằng máy tính cá nhân (PC). Các chương trình cho S7-200 phải có cấu trúc bao gồm chương trình chính và sau đó đến các chương trình con vá các chương trình xử lí ngắt được chỉ ra sau đây: Chương trình chính được kết thúc bằng lệnh kết thúc chương trình (MEND) Chương trình con là một bộ phận của chương trình. Các chương trình con phải được viết sau lệnh kết thúc chương trình chính. Các chương trình xử lí ngắt là một bộ phận của chương trình. Nếu cần sử dụng chương trình xử lí ngắt phải viết sau lệnh của chương trình chính. Các chương trình con được nhóm lại thành một nhóm ngay sau chương trình chính. Sau đó đến ngay chương trình xử lí ngắt. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 9
- 10. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Main Program . . MEND Thực hiện trong một vòng quét SBR 0 Chương trình con thứ nhât . . RET Thực hiện khi được chương trình chính gọi SEB 1 Chương trình con thứ n+1 . . MEND INT 0 Chương trình xử lí ngắt thứ nhất . . . RETI Thực hiện khi có tín hiệu báo ngắt INT 1 Chương trình xử lí ngắt thứ n+1 . . . RETI 2. RETI Ngôn ngữ lập trình của S7-200 a. Phương pháp lập trình: S7-200 biễu diễn một mạch logic cứng bằng một dãy các lệnh lập trình. Chương trình bao gồm một tập dãy các lệnh. PLC S7-200 thực hiện chương trình bắt đầu từ lệnh lập trình đầu tiên và kết thúc ở lệnh lập trình cuối của một vòng quét. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 10
- 11. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai 1 Nhập dữ liệu từ ngoại vi vào bộ đệm ảo 4 Chuyển dữ liệu từ bộ đệm ảo ra ngoại vi VÒNG QUÉT 3 Truyền thông và tự kiểm tra 2 Thực hiện chương trình Thực hiện chương trình theo vòng quét trong S7-200 Mỗi vòng lặp được gọi là một vòng quét (scan). Mỗi vòng quét bắt đầu bằng giai đoạn đọc dữ liệu từ cổng vào vùng đệm ảo, tiếp theo là giai đoạn thực hiện chương trình. Trong từng vòng quét, chương trình được thực hiện bằng lệnh đầu tiên và kết thúc tại lệnh kết thúc. Sau giai đoạn thực hiện chương trình là giai đoạn truyền thông nộ bộ và kiểm tra lỗi. Vòng quét được kết thúc bằng giai đoạn chuyển các nội dung tại bộ đệm ảo đến các đầu ra. Tại thời điểm thực hiện lệnh vào ra, bình thường lệnh không làm việc trực tiếp với cổng vào/ra mà chỉ thông qua bộ đệm ảo của cổng trong vùng nhớ tham số. Việc truyền thông giữa bộ đệm ảo với ngoại vi trong giai đoạn 1 và 4 do CPU quản lý. Khi gặp lệnh vào/ra ngay lập tức thì hệ thống cho dừng mọi công việc khác, ngay cả chương trình xử lí ngắt, để thực hiện lệnh này một cách trực tiếp với cổng vào/ra. Nếu sử dụng chế độ ngắt, chương trình còn tương ứng với từng tín hiệu ngắt được soạn thảo và cài đặt như một bộ phận của chương trình. Chương trình xử lí ngắt chỉ được thực hiện trong vòng quét khi xuất hiện tín hiệu báo ngắt và có thể xảy ra bất cứ lúc nào trong vòng quét. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 11
- 12. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Cách lập trình cho S7-200 nói riêng và cho PLC của hang Siemens nói chung dựa trên 2 phương pháp cơ bản: + Phương pháp liệt kê lệnh : Statement List – viết tắt là STL. + Phương pháp hình thang :Ladder Logic – viết tắt là LAD. Ngoài ra, có thêm phương pháp khối hàm: Function Block Diagram – viết tắt là FBD • Phương pháp hình thang (LAD): là một ngôn ngữ lập trình bằng đồ họa. Những thành phần cơ bản trong LAD tương ứng với các thành phần của bảng điều khiển bằng logic. Trong chương trình LAD các thành phần cơ bản dùng để biểu diễn lệnh logic sau: Tiếp điểm : là biểu tượng mô tả các tiếp điểm của rơle . Các tiếp điểm đó có thể là thường là thường hở và thường kín là Cuộn dây mô tả rơle mắc theo chiều dòng điện cung cấp cho rơle Hộp : là biểu tượng mô tả các hàm khác nhau, nó làm việc khi có dòng chảy đến hộp S-R Txx S R Hộp hàm S- R IN 50 PT Cxx TON 100ms Hộp hàm Timer 5 IN PV R CTU Hộp hàm Counter Các hộp trong LAD Mạng LAD : là đường nối các phần tử thành một mạch hoàn thiện, đi từ nguồn bên trái sang nguồn bên phải. Đường nguồn bên trái là dây nóng, đường nguồn bên phải là dây trung hòa hay là SVTH: Trần Văn Linh _ Lớp 07D2 Trang 12
- 13. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai đường trở về nguồn cung cấp.Đường nguồn bên phải thường không được thể hiện khi lập trình. Q0.0 I0.1 I0.0 T37 Q0.0 50 IN TON PT 100ms Mạng LAD • Phương pháp liệt kê lệnh (STL): là phương pháp thể hiện chương trình dưới dạng tập hợp các câu lệnh. Mỗi câu lệnh trong chương trình, kể cả những câu lệnh hình thức biểu diễn một chức năng của PLC b. Bảng lệnh của S7- 200 Hệ lệnh của S7-200 được chia làm 3 nhóm : + Các lệnh mà khi làm việc độc lập, không phụ thuộc vào giá trị logic của ngăn xếp + Các lệnh chỉ thực hiện khi bit đầu tiên của ngăn xếp có giá trị logic bằng 1 + Các lệnh đánh dấu vị trí của trong tập lệnh 3. a. Cú pháp lệnh của S7-200. Lệnh vào/ ra trong LAD : Load (LD) lệnh LD nạp giá trị logic của một tiếp điểm vào trong bit đầu tiên của ngăn xếp, các giá trị cũ cộng lại trong ngăn xếp bị đẩy lùi xuống một bit. Load Not (LDN) : Lệnh LDN nạp giá trị logic nghịch đảo cảu một tiếp điểm vào trong bit đầu tiên của ngăn xếp, các giá trị cũ cộng lại trong ngăn xếp bị đẩy lùi xuống một bit. Output (=):lệnh sao chép nội dung của bit đầu tiên trong ngăn xếp vào bit được chỉ định trong lệnh. Nội dung của ngăn xếp không bị thay đổi. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 13
- 14. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai LAD Mô tả n Tiếp điểm thường hở sẽ đươc đóng nếu n=1 n Tiếp điểm thường kín sẽ đươc mở nếu n=1 n Tiếp điểm thường hở sẽ đươc đóng tức thời nếu n=1 n Tiếp điểm thường kín sẽ đươc mở tức thời nếu n=1 Cuộn dây đầu ra ở trạng thái kích thích khi có dòng điều khiển đi qua n n b. Cuộn dây đầu ra ở trạng thái kích thích tức thời khi có dòng điều khiển đi qua Các lệnh ghi / xóa giá trị cho tiếp điểm: SET (S) / RESET (R) : lệnh dùng để đóng / ngắt các điểm gián đoạn đã được thiết kế. - Trong LAD, logic điều khiển dòng điện đóng hoặc ngắt các cuộn dây đầu ra. Khi dòng điều khiển đến các cuộn dây thì các cuộn dây đóng hoặc mở các tiếp điểm (hoặc một trong các tiếp điểm) Trong STL, lệnh truyền trạng thái bit đầu tiên của ngăn xếp đến các điểm thiết kế. Nếu bit này có giá trị bằng một, các lệnh S và R sẽ đóng ngắt tiếp điểm hoặc một dãy các tiếp điểm (giới hạn từ 1 đến 255). Nội dung của ngăn xếp không bị thay đổi bởi các lệnh này. - SVTH: Trần Văn Linh _ Lớp 07D2 Trang 14
- 15. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai LAD Mô tả S S_BIT n Đóng một nguồn gồm các tiếp điểm kể từ địa chỉ S_BIT. S S S_BIT n R Ngắt một mảng gồm n các tiếp điểm kể từ S_BIT. Nếu S_BIT lại chỉ vào Timer hoặc Counter thì lệnh sẽ xóa bit đầu ra của Timer/ Counter đó. S S_BIT n Đóng tức thời một mảng gồm n các tiếp điểm kể từ S_BIT SI S S_BIT n Ngắt tức thời một mảng gồm n các tiếp điểm kể từ S_BIT RI c. Các lệnh logic đại số Boolean: Các lệnh tiếp điểm đại số Boolean cho phép tạo lập được các mạch logic (không nhớ). Trong LAD các lệnh này được điều khiển thông qua cấu trúc mạch, mắc nối tiếp hoặc song song các tiếp điểm thường hở và các tiếp điểm thường kín. Trong STL ta có thể sử dụng các lệnh : A (And), O ( Or) cho các hàm hở hoặc các lệnh AN (And Not) , ON (Or Not) cho các hàm kín. Giá trị của ngăn xếp phụ thuộc vào từng lệnh. Ngoài những lệnh làm việc trực tiếp với tiếp điểm, S7-200 còn có 5 lệnh đặc biệt biểu diễn các phép tính đại số Boolean cho các bit trong ngăn xếp, được gọi là các lệnh Stack logic: ALD (And load), O (Or load), LPS (Logic push), LRD (Logic read), LPP( Logic pop). Lệnh Stack logic được dùng để tổ hợp, sao chép hoặc xóa mệnh đề logic. LAD không có bộ đếm dành cho lệnh Stack logic. STL sử dụng các lệnh Stack logic để thực hiện phương trình tổng thể có nhiều biểu thức con SVTH: Trần Văn Linh _ Lớp 07D2 Trang 15
- 16. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Lệnh A và O phối hợp giá trị logic của một tiếp điểm n với giá trị bit đầu tiên của ngăn xếp. Kết quả phép tính được đặt lại vào bit đầu tiên của ngăn xếp. Giá trị của các bit còn lại trong ngăn xếp không bị thay đổi. Lệnh ALD và OLD thực hiện phép tính And và Or giữa hai bit đầu tiên của ngăn xếp. Kết quả phép logic này logic này được ghi lại vào bit đầu tiên trong ngăn xếp. Nội dung còn lại của ngăn xếp được kéo lên một bit. d. Các lệnh tiếp điểm đặc biệt. - Có thể dùng các lệnh tiếp điểm đặc biệt để phát hiện sự chuyển tiếp trạng thái của xung (sườn sung) và đảo lại trạng thái của dòng cung cấp ( giá trị của đỉnh ngăn xếp). LAD sử dụng các tiếp điểm đặc biệt để tác động vào dòng cung cấp. Các tiếp điểm đặc biệt không có toán hạng riêng của chính chúng vì thế phải đặt chúng vào vị trí phía trước của cuộn dây hoặc hộp đầu ra. Tiếp điểm chuyển tiếp dương / âm ( các lệnh sườn trước và sườn sau) có nhu cầu về bộ nhớ, bởi vậy đối với CPU – 212 có thể sử dụng nhiều 128 lệnh và CPU – 214 là 256 lệnh. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 16
- 17. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai - LAD Mô tả Tiếp điểm đảo trạng thái của dòng cung cấp. Nếu dòng cung cấp có tiếp điểm đảo thì nó bị ngắn mạch. Nếu không có tiếp điểm đảo thì thông mạch NOT Tiếp điểm chuyển đổi dương cho phép dòng cung cấp thông mạch trong một vòng quét khi sườn sung điều khiển chuyển từ 0 lên 1 P Tiếp điểm chuyển đổi âm cho phép dòng cung cấp thông mạch trong một vòng quét khi sườn sung điều khiển chuyển từ 1 xuống 0 N e. Các lệnh so sánh. Khi lập trình, nếu các quyết định về điều khiển được thực hiện dựa trên kết quả của việc so sánh thì có thể sử dụng lệnh so sánh theo byte, từ hay từ kép của S7 – 200. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 17
- 18. Đồ án điều khiển logic LAD n1 Mô tả n2 ==B n1 GVHD: Ts. Nguyễn Hoàng Mai n2 Tiếp điểm đóng khi n1 = n2 B= byte ==I n1 n2 ==D n1 n2 D= Double R =Real ==R n1 n2 Tiếp điểm đóng khi n1 >= n2 >=B n1 n2 >=I n1 n2 >=D n1 B= byte I = Integer D= Double n2 >=R SVTH: Trần Văn Linh _ Lớp 07D2 R =Real Trang 18
- 19. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai LBD = n1 n2 LBD = AB = OB = n1 n2 n1 n2 n1 n2 LBD >= AB> = OB >= n1 n2 n1 n2 n1 n2 LBD <= AB <= OB <= n1 n2 n1 n2 n1 n2 f. LBD = n1 n2 Lệnh thực hiện phép tính logic Load, And, hoặc Or giữa giá trị logic 1 với nội dung đỉnh của ngăn xếp khi nội dung 2 byte thoãi mãn n1 =n2 Lệnh thực hiện phép tính logic Load, And, hoặc Or giữa giá trị logic 1 với nội dung đỉnh của ngăn xếp khi nội dung 2 byte thoãi mãn n1 >=n2 Lệnh thực hiện phép tính logic Load, And, hoặc Or giữa giá trị logic 1 với nội dung đỉnh của ngăn xếp khi nội dung 2 byte thoãi mãn n1< =n2 Các lệnh điều khiển Timer Timer là bộ tạo thời gian trễ giữa tín hiệu vào và tín hiệu ra • Timer tạo thời gian trễ không có nhớ (On – Delay Timer) kí hiệu là TON • Timer tạo thời gian trễ có nhớ (Retentive – On – Delay Timer) kí hiệu là TONR Các Timer của S7- 200 có các tính chất sau: Các bộ Timer được điều khiển bởi một cổng vào và giá trị đếm tức thời của Timer được nhớ trong thanh ghi 2 byte của Timer, xác định khoảng thời gian trễ từ khi Timer được kích hoạt. Giá trị đặt trước của Timer được kí hiệu trong LAD và STL là PT. Giá trị đếm tức thời của thanh ghi 2 byte thương xuyên được so sánh với giá trị đặt trước của Timer. Mỗi bộ Timer, ngoài thanh ghi 2 byte lưu giá trị tức thời, còn có một bit, kí hiệu bằng T-bit, chỉ thị trạng thái logic đầu ra. Giá trị logic của bit này phụ thuộc vào kết quả so sánh giữa giá trị đếm tức thời và giá trị đặt trước Timer. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 19
- 20. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Trong khoảng thời gian tín hiệu x(t) có giá trị logic 1, giá trị đếm tức thời trong T- word luôn được cập nhật và thay đổi tăng dần đến khi nó đạt giá trị cực đại, khi giá trị đếm tức thời lớn hơn hay bằng giá trị đặt trước, T- bit có giá trị bằng 1. Lệnh Độ phân giải Giá trị cực đại 1ms TONR 10ms 100ms 1ms TON 32,767 10ms 100ms 327,67 3276,7 CPU 212 T0 T1 ÷ T4 T5 ÷ T31 CPU 224XP T0, T64 T1 ÷ T4, T65 ÷ T68 T5 ÷ T31, T69 ÷ T95 32,767 T32 327,67 T33 ÷ T36 T33÷ T36, T97 ÷ T100 3276,7 T37 ÷ T63 T32, T96 T37 ÷ T63, T101 ÷ T255 Cú pháp khai báo sử dụng trong LAD: SVTH: Trần Văn Linh _ Lớp 07D2 Trang 20
- 21. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Ngôn ngữ Mô tả LAD TONR - Txx IN PT STL TONR - Txx - Khai báo Timer có số hiệu xx kiểu TONR để tạo thời gian trễ tính từ khi đầu vào IN được kích. Nếu như giá trị đếm tức thời lớn hơn hoặc bằng giá trị đặt trước PT thì T-bit có giá trị bằng 1. Chỉ có thể reset Timer kiểu TONR bằng lệnh R cho T-bit n LAD TON - Txx - Khai báo Timer có số hiệu xx kiểu TON để tạo thời gian trễ tính từ khi đầu vào IN được kích. Nếu như giá trị đếm tức thời lớn hơn hoặc bằng giá trị đặt trước PT thì T-bit có giá trị bằng 1. Chỉ có thể reset Timer kiểu TONR bằng lệnh R cho T-bit IN PT STL TON - Txx n g. Các lệnh điều khiển Counter. Counter là bộ đếm thực hiện chức năng đếm sườn xung trong S7-200. Có hai loại:bộ đếm tiến (CTU) và bộ đếm tiến/lùi (CDTU). Bộ đếm tiến CTU đếm số sườn lên của tín hiệu logic đầu vào tức là đếm số lần thay đổi trạng thái logic từ 0 lên 1 của tín hiệu vào. Số sườn xung đếm được sẽ được ghi và thanh ghi 2 byte của bộ đếm gọi là thanh ghi C-word. Nội dung của C- word gọi là giá trị đếm tức thời của bộ đếm, luôn được so sánh với giá trị đặt trước của bộ đếm, được kí hiệu là PV. Khi giá trị đếm tức thời bằng hoặc lớn hơn giá trị đặt trước thì bộ đếm báo ra ngoài bằng cách đặt giá trị logic 1 vào một bit đặt biệt của nó, được gọi là C- bit có giá trị logic là 0. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 21
- 22. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Khác với bộ Timer, các bộ đếm CTU đều có chân nối với tín hiệu điều khiển xóa để thực hiện việc đặt lại chế độ khởi phát ban đầu (reset) cho bộ đếm, được kí hiệu là chữ R trong LAD, hay là được quy định là trạng thái logic của bit đầu tiên của ngăn xếp trong STL. Bộ đếm được reset khi tín hiệu xóa này có mức logic là 1 hoặc khi lệnh R được thực hiện với C- bit. Khi bộ đếm được reset cả C- word và C- bit đều nhận giá trị logic là 0. Bộ đếm tiến / lùi CTUD đếm khi gặp sườn lên cảu xung vào cổng đếm tiến, kí hiệu là CU trong LAD hoặc bit thứ 3 trong của ngăn xếp trong STL, đếm lùi khi gặp sườn lên của xung vào cổng đếm lùi, kí hiệu là CD trong LAD, hoặc bit thứ hai của ngăn xếp trong STL. Giống bộ đếm CTU, bộ đếm CTUD cũng được đưa về trạng thái khởi phát ban đầu bằng hai cách: • Khi đầu vào logic của chân xóa, kí hiệu bằng R trong LAD,hay bit đầu tiên của ngăn xếp trong STL có giá trị logic bằng 1. • Hoặc bằng lệnh R( reset) với C- bit của bộ đếm. CTUD có giá trị đếm tức thời đúng bằng giá trị đang đếm và được lưu trong thanh ghi 2 byte C- word của bộ đếm. Giá trị đếm tức thời luôn được so sánh với giá trị đặt trước PV của bộ đếm. Nếu giá tri đếm tức thời bằng hoặc lớn hơn giá trị đặt trước thì C- bit có giá trị logic bằng 1. Còn trường hợp khác C-bit có giá trị logic bằng 0. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 22
- 23. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai CHƯƠNG 2 TỔNG QUAN VỀ CÔNG NGHỆ TRẠM TRỘN BÊ TÔNG XI MĂNG I. Giới thiệu chung: Bê tông là loại vật liệu tổng hợp, thành phần gồm có: Cốt liệu lớn (cát, đá 1, đá 2), chất kết dính (xi măng) và nước. 1. Cường độ của bê tông: Cường độ của bê tông là độ cứng rắn của bê tông chống lại các lực từ ngoài mà không bị phá hoại. Cường độ của bê tông phản ánh khả năng chịu lực của nó. Cường độ của bê tông phụ thuộc vào tính chất của xi măng, tỷ lệ nước và xi măng, phương pháp đổ bê tông và điều kiện đông cứng. Đặc trưng cơ bản của cường độ bê tông là "mác" hay còn gọi là "số liệu". Mác bê tông ký hiệu M, là cường độ chịu nén tính theo (N/cm 2) của mẫu bê tông tiêu chuẩn hình khối lập phương, kích thước cạnh 15cm, tuổi 28 ngày được dưỡng hộ và thí nghiệm theo điều kiện tiêu chuẩn (t 0 20±20C), độ ẩm không khí W 90÷100%. Mác M là chỉ tiêu cơ bản nhất đối với mọi loại bê tông và mọi kết cấu. Tiêu chuẩn Nhà nước quy định bê tông có các mác thiết kế sau: - Bê tông nặng: M100, M150, M200, M250, M300, M350, M400, M500, M600. Bê tông nặng có khối lượng riêng khoảng 1800 ÷ 2500kg/m3 cốt liệu sỏi đá đặc chắc. - Bê tông nhẹ: M50, M75, M100, M150, M200, M250, M300 bê tông nhẹ có khối lượng riêng trong khoảng 800 ÷1800kg/m3, cốt liệu là các loại đá có lỗ rỗng, keramzit, xỉ quặng... Trong kết cấu bê tông cốt thép chịu lực phải dùng mác không thấp hơn M150. Cường độ của bê tông tăng theo thời gian, đây là một tính chất đáng quý của bê tông, đảm bảo cho công trình làm bằng bê tông bền lâu hơn những công trình làm bằng gạch, đá, gỗ, thép. Lúc đầu cường độ bê tông tăng lên rất nhanh, sau đó tốc độ giảm dần. Trong môi trường (nhiệt độ, độ ẩm) thuận lợi sự tăng cường độ có thể kéo dài trong nhiều năm, trong điều kiện khô hanh hoặc nhiệt độ thấp thì cường độ bê tông tăng không đáng kể. 2. Tính co nở của bê tông: Trong quá trình rắn chắc, bê tông thường phát sinh biến dạng thể tích, nở ra trong nước và co lại trong không khí. Về giá trị tuyệt đối độ co lớn hơn độ nở 10 lần một giới hạn nào đó độ nở có thể làm tốt hơn cấu trúc của bê tông còn hiện tượng co ngót luôn kéo theo hậu quả xấu. Bê tông bị co ngót do nhiều nguyên nhân: Trước hết là sự mất nước hoặc xi măng, quá trình Cacbon hoá Hyđroxit trong đá xi măng. Hiện tượng giảm thể tích SVTH: Trần Văn Linh _ Lớp 07D2 Trang 23
- 24. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai tuyệt đối của hệ xi măng-nước. Co ngót là nguyên nhân gây ra nứt, giảm cường độ, chống thấm và để ổn định của bê tông, và bê tông cốt thép trong môi trường xâm thực. Vì vậy đối với những công trình có chiều dài lớn, để tránh nứt người ta đã phân đoạn để tạo thành các khe co dãn. 3. Tính chống thấm của bê tông: Tính chống thấm của bê tông đặc trưng bởi độ thẩm thấu của nước qua kết cấu bê tông. Độ chặt của bê tông ảnh hưởng quyết định đến tính chống thấm của nó. Để tăng cường tính chống thấm phải nâng cao độ chặt của bê tông bằng cách đầm kỹ, lựa chọn tốt thành phần cấp phối hạt của cốt liệu, giảm tỷ lệ nước, xi măng ở vị trí số tối thiểu. Ngoài ra để tăng tính chống thấm người ta còn trộn bê tông một số chất phụ gia. 4. Quá trình đông cứng của bê tông và biện pháp bảo quản: Quá trình đông cứng của bê tông phụ thuộc vào quá trình đông cứng của xi măng thời gian đông kết bắt đầu không sớm hơn 45 phút.. Vì vậy sau khi trộn bê tông xong cần phải đổ ngay để tranh hiện tượng vữa xi măng bị đông cứng trước khi đổ thời gian từ lúc bê tông ra khỏi máy trộn đến lúc đổ xong 1 lớp bê tông (không có tính phụ gia) không quá 90' khi dùng xi măng pooclăng không quá 110', khi dùng xi măng pooclăng xỉ, tro núi lửa, xi măng pulơlan. Thời gian vận chuyển bê tông (kể từ lúc đổ bê tông ra khỏi máy trộn) đến lúc đổ vào khuôn và không nên lâu quá làm cho vữa bê tông bị phân tầng. Thời gian vận chuyển cho phép của bê tông (không có phụ gia). Nhiệt độ (0C) 20-30 10-20 5-10 Thời gian vận chuyển (phút) 45 60 90 - Ưu điểm nổi bật của trạm trộn là: + Kết cấu gọn, mặt bằng chiếm diện tích nhỏ, dễ tháo lắp động cơ. + Các cụm máy được thiết kế chế tạo thành từng khối. Hệ thống móng ghép cơ động đặt trên nền đất (không phải đổ bê tông móng). Do vậy việc tháo lắp nhanh chóng, vận chuyển thuận tiện. Như vậy trạm có tính cơ động cao, phù hợp với công trình. + Điều khiển hiện đại và thuận tiện. Có thể điều khiển trạm trộn bằng một trong ba chế độ sau: • Tự đông hoàn toàn. • Ấn nút bằng tay. - Yêu cầu chính đặt ra: + Trạm trộn bê tông xi măng có khả năng tự động trộn những mẻ bê tông hoàn chỉnh gồm các nguyên liệu sau: Đá, cát, xi măng, nước theo những công thức được yêu cầu. Các công thức này có thể được thay đổi ở bất cứ mẻ nào mà ta cần. + Trạm trộn bê tông hoàn toàn tự động từ khâu nguyên liệu, cân nguyên liệu, trộn và xả nguyên liệu ra cho các phương tiện vận chuyển chở đến công trình. + Việc trộn các mẻ bê tông có thể lặp đi lặp lại cho thành phẩm liên tục hay ta có thể điều khiển để trộn một số mẻ khi cần. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 24
- 25. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai II. Nguyên lý làm việc của trạm: 1. Dây chuyền cấp liệu: a. Cát, đá: - Yêu cầu của cát: + Cát là cốt liệu nhỏ cùng với xi măng, nước tạo ra vữa xi măng để lấp đầy lổ rỗng giữa các hạt cốt liệu lớn (đá 1, đá 2) và bao bọc xung quanh các hạt cốt liệu lớn tạo ra khối bê tông đặc chắc. Cát cũng là thành phần cùng với cốt liệu lớn tạo ra bộ khung chịu lực cho bê tông. + Cát dùng để chế tạo bê tông có thể là cát thiên nhiên hay cát nhân tạo có cỡ hạt từ 0,14 đến 5mm. Chất lượng của cát để chế tạo bê tông nặng phụ thuộc chủ yếu vào thành phần hạt, độ lớn và hàm lượng tạp chất. + Thành phần hạt: Cát có thành phần hạt hợp lý thì rỗng của nó nhỏ, lượng xi măng sẽ ít, cường độ bê tông sẽ cao. - Yêu cầu của đá (đá dăm): + Đá dăm được nghiền bằng máy hoặc đập bằng búa thủ công từ các tảng đá to thành các viên đá nhỏ. Đá tốt là loại đá chưa bị phong hoá, khi đập ra đá vỡ thành từng viên vuông vắn, có góc cạnh. Đá bị phong hoá, khi đập thường bở và vỡ vụn ra. Loại đá có lớp hoặc thớ rõ ràng cũng không tốt vì dòn dễ gẫy vỡ. + Hàm lượng hạt thỏi dẹt trong đá dăm, sỏi không vượt quá 35% theo khối lượng. • Hàm lượng hạt mềm yếu và phong hoá trong đá dăm và sỏi không vượt quá 10% theo khối lượng. • Hàm lượng tạp chất Sunfat và Sunfut (tính theo SO3) trong sỏi và đá dăm không vượt quá 1% theo khối lượng. • Hàm lượng hạt sét, bùn, bụi trong đá dăm, sỏi không quá 2% trong đó cục sét không quá 0,25%. + Độ rỗng của khối sỏi, đá dăm: Tỷ lệ khe hở trong 1 đơn vị thể tích sỏi, đá dăm gọi là độ rỗng. Trong 1 đơn vị thể tích sỏi, đá dăm có độ rỗng càng nhỏ thì càng tốt vì đỡ tốn xi măng. + Độ rỗng của khối sỏi, đá dăm nên dưới 45%. - Vật liệu được đưa vào các ngăn của phểu cấp liệu theo thứ tự ngăn đá nhỏ, ngăn cát ở giữa và ngăn đá to bằng máy xúc. - Vật liệu được xả vào xe kíp để cân theo phương pháp cộng dồn. - Tỷ lệ thành phần cấp phối được đặt trước theo quy định của mác bê tông và được nhập vào số liệu trực tiếp qua bàn phím của máy tính. Sau khi định lượng xong, vật liệu được đưa lên hệ thống trên bằng hệ tời kéo. Hoạt động của xe kíp nhịp nhàng theo chu kỳ trộn của mẻ trộn. b. Công dụng của van xả cát, đá: - Các van xả cát đá của phễu cấp liệu sẽ mở để xả nguyên liệu xuống bồn cân cho đến khi đạt (khối lượng cân/khối lượng đặt) >= tỷ lệ yêu cầu thì đóng lại. - Lý do để đặt ra yêu cầu tỷ lệ này là do quán tính của việc xả nguyên liệu xuống bồn cân. Ta không thể đợi khối lượng cân đạt bằng khối lượng mong muốn mới đóng van xả lại. Khi đó khối lượng đã xả xuống bồn cân sẽ sai lệch nhiều so với khối lượng đặt. Sử dụng tỷ lệ yêu cầu trong chương trình điều khiển ta sẽ dùng kinh nghiệm vận hành trạm mà đặt các tỷ lệ này sao cho khối lượng cân đạt độ chính xác cao nhất. 2. Dây chuyền cấp xi măng: SVTH: Trần Văn Linh _ Lớp 07D2 Trang 25
- 26. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai a. Vai trò của xi măng: Xi măng là thành phần chất kết dính để liên kết các hạt cốt liệu với nhau tạo ra c ường độ cho bê tông. Chất lượng và hàm lượng xi măng là yếu tố quan trọng quyết định cường độ chịu lực của bê tông. - Xi măng pooclăng: Xi măng pooclăng là chất kết dính rắn trong nước, chứa khoảng 70-80% silicát canxi nên có tên gọi là xi măng silicát. Nó là sản phẩm nghiền mịn của Clinke với phụ gia thạch cao (3 - 5%). Thạch cao có tác dụng điều chỉnh tốc độ đông kết với xi măng để phù hợp với thời gian thi công. - Ngoài ra còn có nhiều loại xi măng như: + Xi măng pooclăng bền Sunfat + Xi măng pooclăng sĩ hạt lò cao + Xi măng pooclăng Puzolan + Xi măng pooclăng hỗn hợp b. Các yêu cầu khi sử dụng xi măng để chế tạo bê tông: - Việc lựa chọn mác xi măng là đặc biệt quan trọng vì nó vừa phải đảm bảo cho bê tông đạt mác thiết kế, vừa phải đảm bảo yêu cầu kinh tế. - Nếu dùng xi măng mác thấp để chế tạo bê tông mác cao thì lượng xi măng sử dụng bê tông sẽ nhiều nên không đảm bảo thiết kế. - Nếu dùng xi măng mác cao để chế tạo bê tông mác thấp thì lượng xi măng tính toán ra để sử dụng cho 1m 3 bê tông sẽ rất ít không đủ liên kết toàn bộ các hạt cốt liệu với nhau, do đó không đảm bảo mác bê tông cần thiết kế. Vì vật cần phải tránh dùng xi măng mác thấp để chế tạo bê tông mác cao và ngược lại cũng không dùng xi măng mác cao để chế tạo xi măng mác thấp. Để tránh trường hợp thứ hai, lượng xi măng tối thiểu cho 1m3 bê tông (kg) phải phù hợp với bảng quy định. Phương pháp đầm chặt Bằng tay Bằng máy + Trực tiếp tiếp xúc với nước 265 240 + Bị ảnh hưởng của mưa gió không có phương tiện bảo vệ 250 220 + Không bị ảnh hưởng của mưa gió 220 200 Điều kiện làm việc của kết cấu công trình - Xi măng pooclăng dạng bao đóng sẵn, công nhân tháo miệng từng bao xi măng đổ vào phễu tiếp nhận, xi măng nhờ vít tải xi măng được nạp vào phễu cân xi măng theo chu kỳ trộn. - Số lượng xi măng nạp vào nhiều hay ít tuỳ theo kế hoạch trộn trong ngày. - Tuyệt đối không để xi măng lưu tồn trong phễu lưu qua ngày hôm sau để tránh vón cục do khí hậu ẩm ướt. - Lượng xi măng cần thiết cho mẻ trộn cũng được đặt số liệu trực tiếp qua bàn phím của máy tính. 3. Dây chuyền cấp nước: Nước để chế tạo bê tông (rửa cốt liệu, nhào trộn và bảo dưỡng bê tông) phải có đủ phẩm chất để không ảnh hưởng xấu đến thời gian tinh kết và rắn chắc xi măng và không gây ăn mòn sắt, thép. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 26
- 27. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Các công trình xây dựng có thể ở gần hoặc xa thành phố, vì vậy có thể có những nguồn nước khác nhau. Tốt nhất là dùng nước máy, nơi không có nước máy thì dùng nước sông, nước giếng nhưng phải xác định nước có dùng để trộn bê tông được không. Thông thường nước uống thì có thể dùng bê tông được theo quy định kỹ thuật thì nước phải đạt các điều kiện sau đây: + Độ pH không nhỏ hơn 4: Độ pH là mức độ axít có chứa trong nước. Nếu nước có độ pH<4 tức là lượng axít vượt quá quy định sẽ ảnh hưởng đến độ đông cứng của xi măng và sự liên kết giữa vữa xi măng với các cốt liệu. Muốn xác định độ pH của nước ta dùng giấy thử màu, khí thử màu nhúng vào nước trên giấy sẽ xuất hiện màu, đem so sánh với bảng màu tiêu chuẩn thì biết được độ pH. + Lượng SO4 của các hợp chất Sunfat không được quá 2,7 gam trong 1 lít nước (được xác định trong phòng thí nghiệm). Trong khối lượng các chất muối không quá 5 gam trong 1 lít nước. Nếu lượng SO4 và các chất muối nhiều hơn quy định thì bê tông có thể bị ăn mòn và dần dần bị phá hoại. Tác dụng ăn mòn của chúng tương đối chậm không thể thấy được trong 1 hoặc 2 năm mà lâu dài có thể hàng chục năm sau. Như vậy sẽ làm giảm tuổi thọ của công trình. + Trong nước không được lẫn các chất dầu, mỡ, các chất đường, axít... + Nước sông có nhiều phù sa cũng không được dùng để trộn bê tông được, vì trộn các hạt phù sa sẽ bọc ngoài các hạt sỏi, đá và cát làm ảnh hưởng đến sự liên kết giữa các hạt cốt liệu. + Nước biển có nhiều muối, nói chung không dùng để trộn bê tông được. Tuy nhiên đối với những công trình có tiếp xúc nước biển thì có thể dùng nước biển trong kết cấu bê tông cốt thép miễn là lượng muối trong 1 lít nước không quá 35 gam. Nói chung trước khi thi công phải xác định có dùng đựơc không, bình thường nước máy, nước giếng ăn được thì phải thí nghiệm. Trường hợp nghi ngờ có những chất có hại thì phải đưa đi thí nghiệm. Nước đảm bảo yêu cẩu sử dụng được nạp qua máy bơm đưa vào bồn chứa nước chính, nhờ bơm nước hoạt động do vậy nước bơm tuần hoàn trong các ống dẫn chở về thùng. Khi cần nạp nước vào thùng cân, xi lanh nạp nước sẽ được hoạt động xoay van nạp nước để dòng nước chảy xuống phễu cho đủ lượng nước yêu cầu. Lượng nước dùng trong mỗi mẻ trộn cũng được nạp số liệu trực tiếp qua bàn phím của máy tính . Sau khi nước được nạp qua phễu cân, nó được xả xuống thùng trộn để thực hiện quá trình trộn ướt của mẻ trộn. 4. Nguyên tắc làm việc chung của trạm trộn bê tông tươi: Trạm trộn bê tông là một tháp cao khoảng 20-25m, bên trong đặt máy móc. Đá và cát từ các kho bãi lên chứa sẵn vào các thùng phểu trên cao. Bên dưới thùng phểu có đặt các cân tự động, khi vật liệu từ trên đổ xuống đến 1 trọng lượng ấn định nào đó thì cân tự động đóng miệng phểu tiếp liệu lại, ngăn không cho vật liệu đổ xuống xe kíp nữa. Khi cát, đá 1, đá 2 được xả xuống xe kíp xong, xe kíp được di chuyển lên cao bằng hệ tời kéo và được xả vào thùng trộn chính. Thùng trộn chính có dạng hình trụ tròn, bên trong có lắp các cánh, khi cánh quay (hoặc cối quay) nó trộn đều cốt liệu, sau 1 số vòng quay vật liệu được trộn đều. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 27
- 28. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai Xi măng sau khi chuyển lên bằng hệ thống ống kín trong có trục vít tải, được nạp vào phễu cân và xả xuống thùng trộn. Cốt liệu (cát, đá 1, đá 2, xi măng) được trộn khô trước trong vòng 810s. Tiếp theo đó, nước sau khi được nạp qua phễu cân cũng được xả xuống thùng trộn tiếp tục trộn ướt trong thời gian khoảng 3035s. Thời gian thực hiện toàn bộ mẻ trộn khoảng 4045sec. Sau đó thành phẩm bê tông sẽ được xả xuống phễu trung gian và xả xuống ô tô chở ở phía dưới nhờ hệ thống cửa mở thùng trộn. Toàn bộ thao tác hoạt động của chu kỳ nạp, xả, trộn và xả thành phẩm được thực hiện hoàn toàn tự động nhờ sự điều khiển trực tiếp của hệ thống điều khiển PLC+ PC+ TD. Mỗi ngày máy có thể sản xuất ra hàng trăm mét khối bê tông tươi. III. Điều kiện vận hành trạm: 1. Đối với công nhân vận hành: Trạm chỉ được vận hành khi số công nhân đựoc bố trí đủ với số vị trí làm việc đặt ra trong dây chuyền. 2. Đối với máy móc thiết bị của trạm: Trạm được vận hành khi các hệ thống được bảo dưỡng trước và sau ca làm việc theo yêu cầu và toàn bộ các cum máy của nó trong điều kiện hoạt động tốt. Mọi trục trặc kỹ thuật của trạm đều được xử lý và khắc phục trước khi vận hành chính thức. 3. Yêu cầu đối với nguồn điện và vật liệu: Nguyên vật liệu dùng để trộn ra thành phẩm bê tông xi măng gồm có: cát, đá các loại, xi măng và nước đều phải đạt yêu cầu của tư vấn giám sát công trình. Những nguyên vật liệu chưa đạt yêu cầu về kích thước (đá, cát và xi măng) hoặc các qui định về độ sạch và độ PH của nước đều không được sử dụng để trộn. - Đối với cát và đá chỉ được sử dụng ở mức độ ẩm thông thường dưới 5%, nếu cát và đá quá ướt (sau khi trời mưa) thì không nên trộn ngay. - Nguồn cấp liệu cho trạm với nguồn động lực là 380V/50Hz, yêu cầu ổn định về tần số và điện áp, đặc biệt đối với trường hợp sử dụng máy phát thì sai số điện áp dưới 5% và tần số dưới 1%. IV. Phương pháp bảo dưỡng: 1. Bảo dưỡng trước và sau khi vận hành: - Trước khi kết thúc ca làm việc phải thực hiện các công việc bảo dưỡng cần thiết để trạm có thể hoạt động bình thường. - Làm sạch buồng trộn và phễu chứa trung gian bằng cách trộn cát, đá và nước (không có xi măng) trong thùng trộn và xả xuống xe chở ra bãi vật liệu để cho vữa xi măng không còn dính bám ở phía trong thùng trộn. - Không để tồn tại xi măng trong phễu cân xi măng, nước trong phễu cân nước, vật liệu trong xe kíp và trong phễu chứa. Không để xi măng tồn tại trong phễu lưu và các vít tải tới ngày hôm sau. - Làm vệ sinh các vít tải ở cửa phía dưới của vít, không để xi măng tồn đọng trong khu vực gần ổ đỡ các vít tải. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 28
- 29. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai - Bơm mỡ bổ sung vào các ổ đỡ của các vít tải và bôi mỡ bổ sung đường ray di chuyển của xe kíp. - Siết chặt các bu lông treo đầu cân của hệ thống cân vật liệu, nước và xi măng nếu kiểm tra có hiện tượng nới lỏng. Kiểm tra siết chặt các bu lông liên kết của tời kéo xe kíp, khoá các của xe kíp đảm bảo an toàn khi vận hành. 2. Trước khi bắt đầu ca làm việc mới, công việc cần thiết tiến hành là: - Kiểm tra toàn bộ cụm máy, các cụm cơ cấu đảm bảo làm việc ở trạng thái làm việc bình thường không có vấn đề trục trặc, sự cố, nếu có phải xử lý khắc phục sự cố trước khi khởi động. - Kiểm tra hệ thống điện và đảm bảo không có sự cố, trục trặc khi làm việc. - Kiểm tra sự hoạt động bình thường của hệ khí nén, xả nước của máy nén khí trước khi khởi động máy. 3. Bảo dưỡng định kỳ sau 30 ca làm việc liên tục: Công việc bảo dưỡng định kỳ sau 30 ca làm việc liên tục bao gồm các công việc của bảo dưỡng trước, sau ca làm việc và kiểm tra xử lý thêm một số điểm: - Kiểm tra hộp bôi trơn các hộp giảm tốc, bổ sung thêm nếu thiếu dầu bôi trơn, phải thay dầu bôi trơn sau 45 ngày làm việc liên tục. - Kiểm tra điều chỉnh các bộ truyền đai, truyền xích… đảm bảo độ căng hợp lý. - Làm vệ sinh sạch sẽ thùng trộn bằng cách đục và cạo sạch tất cả vữa xi măng bám chặt trong thùng trộn. - Kiểm tra sự làm việc của các khớp nối, siết chặt tất cả các bu lông, gối đỡ, ổ đỡ của cụm máy. V. Một số qui định an toàn trong vận hành trạm: 1. Trước khi vận hành: - Các cụm máy được tiếp đất theo qui định của ngành điện buộc phải kiểm tra trước khi vận hành. - Các tiếp điểm dùng để đấu điểm, cầu dao điện phải có vỏ bọc che chắn đảm bảo an toàn về điện trước khi vận hành. - Nếu trời vừa mưa xong, muốn vận hành phải kiểm tra các cụm máy, các khu vực có điện, cầu dao điện, hộp điện các động cơ… nếu thấy ướt phải làm khô trước khi vận hành. - Các cụm lan can cầu thang, tay vịn của trạm được lắp ráp đầy đủ trước khi vận hành. - Trạm có sử sụng máy nén khí nhất thiết phải sử dụng trong thời gian đăng kiểm an toàn cho phép. - Các cụm máy làm việc ở trạng thái bình thường không có sự cố, kiểm tra siết chặt toàn bộ các bu lông liên kết quan trọng như: Khoá cáp, bu lông thùng trộn, bu lông treo các đầu cân… để tránh trường hợp bị tuột hoặc lỏng khi làm việc. - Trước khi vận hành, chú ý kiểm tra các phương tiện phòng cháy chữa cháy. Trong cabin điều khiển luôn có sẵn 2 bình CO2 hoặc bình bọt phòng cháy. 2. Trong khi vận hành: SVTH: Trần Văn Linh _ Lớp 07D2 Trang 29
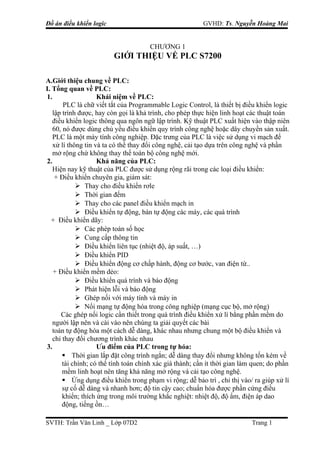
- 30. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai - Trong khi vận hành, tất cả các công nhân làm việc phải tuân thủ theo các qui định, qui chế về an toàn lao động, không tự ý bỏ đi xa vị trí làm việc. Trong khi làm việc phải mang đầy đủ các dụng cụ bảo hộ lao động theo qui định: găng tay, mũ và tuân thủ theo sự chỉ huy của trạm trưởng. - Không đứng dưới khu vực xe kíp chuyển động và khu vực xả bê tông, xi măng (không đứng dưới khu vực tháp trộn). - Muốn điều chỉnh phải dừng hẳn máy, sau khi chỉnh xong mới cho vận hành trở lại. - Nếu có hoả hoạn xảy ra, trong mọi tình huống phải xử lý ngay bằng các phương tiện phòng cháy chữa cháy sẵn có và báo cho cứu hoả. - Những người trong trạng thái thần kinh không bình thường, say rượu… không được vạn hành máy. - Những người không có nhiệm vụ, không được tự ý đi lại dưới khu vực trạm đang hoạt động. 3. Sau khi vận hành: - Dừng các máy theo qui định đặt ra. - Ngắt điện cầu dao và che kín tránh nước mưa. - Làm sạch các vị trí làm việc để xe kíp chạy vào đúng khu vực phía dưới, làm sạch buồng trộn. - Tắt điện toàn bộ khu vực trạm, kiểm tra tiếp đất cụm chống sét, khoá cửa cabin và bàn giao cho bảo về các thiết bị. VI. Qui định vận hành trạm: 1. Sơ đồ công nghệ trạm trộn bê tông xi măng: Như hình 2.1 2. Chuẩn bị vật liệu, xi măng: - Vật liệu, xi măng phải được chuẩn bị đầy đủ trước khi vận hành trạm. 3. Khởi động trạm theo thứ tự: - Khởi động thùng trộn. - Khởi động máy nén khí. - Khởi động xe kíp (chạy thử) chưa có vật liệu. - Kiểm tra các van, khởi động bơm nước cho tuần hoàn nước. - Tiến hành định lượng vật liệu để trộn bằng hệ thống điều khiển: + Cân vật liệu + Cân nước, cân xi măng Lưu ý: Trước khi vận hành phải bấm chuông báo hiệu đảm bảo an toàn. 4. Thứ tự dừng trạm: - Thứ tự dừng trạm ngược lại với quá trình khởi động. - Không để tồn đọng vật liệu, xi măng trong phễu chứa, phễu lưu, vệ sinh sạch buồng trộn bằng nước. SVTH: Trần Văn Linh _ Lớp 07D2 Trang 30
- 31. Đồ án điều khiển logic GVHD: Ts. Nguyễn Hoàng Mai XI MĂNG ĐÁ 1 CÁT ĐÁ 2 NƯỚC VÍT TẢI NGANG XICLO XI MĂNG HỆ CÂN XE KÍP BƠM NƯỚC VÍT TẢI XIÊN THÙNG CÂN XI MĂNG THÙNG NƯỚC CHÍNH THÙNG TRỘN THÙNG CÂN NƯỚC Ô TÔ CHỞ BTXM Hinh 2.1: Sơ đồ công nghệ trạm trộn bê tông xi măng SVTH: Trần Văn Linh _ Lớp 07D2 Trang 31
- 32. Đồ án điều khiển logic SVTH: Trần Văn Linh _ Lớp 07D2 GVHD: Ts. Nguyễn Hoàng Mai Trang 32