Toyota
•Als DOCX, PDF herunterladen•
2 gefällt mir•4,657 views

about toyota and their logistics they r following...

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Andere mochten auch
Ähnlich wie Toyota
Ähnlich wie Toyota (20)
Mehr von Sheikh Shahnawaz
Mehr von Sheikh Shahnawaz (11)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Toyota
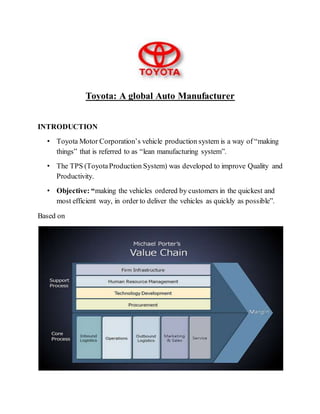
- 1. Toyota: A global Auto Manufacturer INTRODUCTION • Toyota Motor Corporation’s vehicle production system is a way of “making things” that is referred to as “lean manufacturing system”. • The TPS (ToyotaProduction System) was developed to improve Quality and Productivity. • Objective: “making the vehicles ordered by customers in the quickest and most efficient way, in order to deliver the vehicles as quickly as possible”. Based on
- 2. Supply chain managementin toyota Inbound logistics • toyota in obtaining raw materials, they do not process their own, or create your own, they use a third party, they handed the small parts, such as leather seats, steering wheel, tire, to local companies, but to the nature of strategic importance, like a machine, they import from Japan (center), it's all to maintain the quality standard that was created toyota, • Toyota put on the assembly system in the process, it has led to toyota raw material supply for its assembly,, need a place to store supplies, or warehouse, to avoid piling up too many assets, Toyotato forecastdemand,
- 3. Operations • Transforming inputs into the final productform, in assembly and manufacturing (its production) Toyoto use various systems to be efficient and effective, we could also call it, TPS is the Toyota Production System, • The conceptof the Toyota ProductionSystem can be described as a complete building which consists of various components are integrated. The building was also called a The House of Toyota. • JUST IN TIME : One of the two main pillars of TPS. It refers to the manufacturing and conveyance of only ” what is needed, when is needed, and in the amount needed in the system”. 1. The Pull System 2. Continuous Flow Processing 3. Take time • JIDOKA: One of the two main pillars of TPS. It refers to the ability to stop production,by man or machine.( equip malfunction) Outbound Logistics Collecting, storing and distributing the product to buyers • output of the production process at the plant, is the finished product,, a car, the car is directly sent to the toyota dealer,, it's for local, or a region (not crossing the sea in distribusianya, if sending more distant or export,, its delivery using container.
- 4. Marketing and Sales Providing a meansand incentive whichallow buyersto purchase the product • Application of Indirect Channels Distrubusi TOYOTA CORPORATE ,ToyotaMotor Company was founded in 1937 by the Toyodafamily. • In the application of the Toyota Company or its productdistribution channels to use indirect distribution networks which use the Company Toyota dealer or distributor Service Providing service to enhance or maintain the value of the product • The Best Total Ownership Experience 'is a principle that is always carried by Toyota at each line, starting from the central office to the Toyota dealership on every spread in India . Their conceptis the customer number one, so that makes them always trying to meet customer needs and continuously improve services. • parameters set 6 pieces, among others: the quality of service, type of problem, the service is user friendly, service advisor, service initiation, service delivery and in-service experience Firm infrastructure(facility) • infrastructure owned by Toyota factory is very modern and sophisticated, is a robotic system with humans as the operator,, all the production support until the sale is available with either situation, the factory to the dealer,, Humanresource management • Toyota to this day has approximately 300,000 employees worldwide, and nearly 5000 in INDIA, in placement or acceptance of an employee, the company held a test continued with the training, according to its disciplines and expertise,
- 5. Technology development Torrance (DP) - As one of the world's largest manufacturers, Toyotais very concerned with the safety of its customers. That is why Toyota did not stop doing research and development of safety technology. Here are four technology from Toyota: • Pre-CrashSafety(PCS)with collision-avoidance assists • Pop-up Bonnet • Adaptive Driving Beam • Emergencyresponse technology Summary of the Case Toyota Motor Corporation is Japan's number-one auto manufacturer and has experienced significant growth in global sales over the last two decades of the 20th centre A key issue facing Toyotais the design of its global production and distribution network. Toyota's global strategy is to open factories in every major mark it serves. Toyota must decide what the production capability of each of the factories be, as this has a significant impact on the desired distribution system. At one extreme each plant is equipped only for local production. At the other extreme, each plant capable of supplying every market. Toyota used specialized local factories for each market after Asian financial crisis in 1996- 1997, Toyota redesign its plants so that it could also export to markets that remain strong when the local market that remain strong when the local market weakens. Toyota calls this strategy "global complementation. In 2009, Toyotahad to recall about 12 million cars using common parts across North America, Europe, and Asia causing significant damage to the brand as well as the finances.
- 6. 1. Where should the plant be locatedand what degree of flexibilities should be build each? What capacityshould eachplant have ? Apply its globalcomplementation strategy to its part plant. Each plant should be designed with capacity to supply its regional factories & plants. According to our survey Toyotahas around 45 plants globally to cater the demand of customers. Their plants have flexibility to manufacture their various models from the same plant. They have highest capacity at its plant located at CANADA having capacityof 18000cars /month. All other facilities are having an average capacityof around 10000 cars/month. 2. Should plant be able to produce for all markets or only specific contingencymarket? Flexibility to supply other markets when their local market demand is weakened. Their plant should able to supply at least one more market / region. Their plants are sufficient enough to cater the local demand as well as the global demand. During inflation or deflation in economy, they can manage their global operation to survive in the market by promoting low manufacturing costplant operations. 3. How should markets be allocatedto plant and how frequently should this allocationbe revised? Standard allocation should be optimized during the planning phase. Adjusted when necessary and reviewed either annually or twice in a year.
- 7. 4. What kind of flexibilities should be build into the distribution system? Optimized regionally between the factories and their supplying parts plants. It will be necessary for costeffective distribution to occurbetween plants and factories to non local markets. 5. How should this flexible investment be valued? Toyota to capture demand and revenue from non-local markets. Toyota's supply chain will have greater access to markets and has the potential to capture greater value 6. What action may be takenduring product designto facilitate this flexibility ? Uniformity among global products forflexibility among market. Productdesign engineers should craft elements that both maximize uniformity and satisfy local needs.