
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Andere mochten auch
Ähnlich wie Torno 3
Ähnlich wie Torno 3 (20)
Torno 3
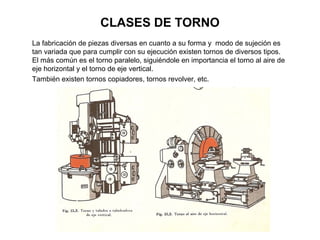
- 1. CLASES DE TORNO La fabricación de piezas diversas en cuanto a su forma y modo de sujeción es tan variada que para cumplir con su ejecución existen tornos de diversos tipos. El más común es el torno paralelo, siguiéndole en importancia el torno al aire de eje horizontal y el torno de eje vertical. También existen tornos copiadores, tornos revolver, etc.
- 3. TORNEADO DE CONOS Los cuerpos de revolución de forma cónica pueden ser obtenidos por distintos procedimientos. Torneado de conos con el carro superior.- El carro superior ha de desplazarse en la dirección de la generatriz del cono. El procedimiento se presta para el mecanizado de conos cortos porque el camino lateral del carro es limitado. El avance ha de ser accionado a mano y puede resultar poco limpia la superficie de la pieza.
- 4. AJUSTE DEL CARRO SUPERIOR CON AYUDA DEL LIMBO GRADUADO
- 5. AJUSTE DEL CARRO SUPERIOR CON LA AYUDA DE UN MODELO
- 6. TORNEADO DE CONOS CON DESPLAZAMIENTO DEL CABEZAL MOVIL La pieza se coloca entre puntas. Si la punta del cabezal móvil está desplazada lateralmente respecto al centro, al moverse el carro portaherramientas longitudinalmente, da lugar a una forma cónica. Tiene la ventaja de que se puede trabajar con el movimiento del avance automático. Recomendación: El desplazamiento de la punta del cabezal móvil no debe ser superior a 1/50 de la longitud de la pieza, ya que en caso contrario las puntas tendrían una posición muy forzada.
- 7. CALCULO DEL DESPLAZAMIENTO Hay que distinguir dos casos: a) La distancia entre puntos L coincide con la longitud l del cono. V = (D-d) / 2
- 8. b) La longitud l del cono es mas corta que la distancia L entre puntas.
- 9. TORNEADO CONICO CON AYUDA DE LA REGLA GUIA Con la regla guía de que van provistas algunos tornos se pueden tornear cuerpos cónicos hasta un ángulo de ajuste de 10º empleándose el avance automático. Ajuste de la regla guía. Sobre el carro del dispositivo para torneado cónico se halla un arco graduado. La regla se ajusta de acuerdo con el ángulo de ajuste.
- 10. MEDICION DE CONOS Conicidad.- Se llama conicidad C de un cono al aumento o disminución que experimenta su diámetro por unidad de longitud. Por consiguiente podemos escribir: C = (D-d) / L = 1 /(L / D-d) = 1/K Siendo K la longitud que corresponde a 1 mm de adelgazamiento del diámetro. La conicidad se puede expresar en forma fraccionaria, en forma decimal o en tanto por ciento L D D d L α α
- 11. EJEMPLO DE CALCULO Las dimensiones de un cono son: D = 80 mm, d = 60 mm, y L = 200 mm; Calcular: a) La conicidad en forma decimal b) La conicidad expresada en % c) La conicidad expresada en forma fraccionaria. a) C = (D-d) / L = (80-60) / 200 = 20 / 200 = 0,1 b) C = 0,1 x 100 = 10% c) C = 20 / 200 = 1/10 Ejemplo: El ángulo de ajuste de un cono es 2º, su longitud de 60 mm y su diámetro menor de 20 mm. Calcular: • El valor del diámetro mayor • La conicidad del cono.
- 12. ANGULO DE AJUSTE DE UN CONO Es el ángulo α formado por el eje del cono y su generatriz. Su calculo se hace mediante la expresión: tang α = C/2 α
- 13. ROSCADO DE PIEZAS Empleo de piezas roscadas.- a) Como tornillos de fijación, para unir y fijar piezas. b) Como tornillos de movimiento. En las piezas roscadas constituyen un mecanismo completo el perno o husillo roscado (rosca exterior) y la tuerca (rosca interior).
- 14. CARACTERISTICAS DE LAS ROSCAS Paso de una rosca.- La vuelta sencilla de una rosca alrededor del cilindro se llama espira. El camino recorrido en dirección axial se llama paso de la rosca. Ejemplo: Con un paso de 5 mm se desplazará el perno roscado 5 mm cuando se le da una vuelta dentro de la tuerca.
- 15. ROSCAS DE UNO O VARIOS FILETES La rosca de un solo filete o paso tiene un solo principio de rosca. La de dos filetes tiene dos entradas o arranques de rosca, etc.
- 16. APLICACIONES DE LAS ROSCAS DE VARIOS FILETES Las roscas de varios filetes se hacen necesarias cuando con un corto giro se quiere obtener un gran avance en dirección axial, como ocurre, por ejemplo, en las prensas de husillo, prensas de volante que son usadas en forja, etc.
- 17. ROSCAS NORMALIZADAS. La forma y dimensiones de las roscas estan fijadas por normas para los siguientes tipos de roscas. Rosca triangular.- Estas producen un gran esfuerzo y no soltarse por si solas, por lo tanto son adecuadas, para los tornillos de fijación. Están normalizadas la rosca métrica, rosca whitworth, rosca fina, rosca para tubos. Designación de las roscas: M 12; quiere decir rosca métrica, el ángulo de los flancos es 60º, de diámetro igual a12 mm. Y su paso está normalizado. M 50 x 2; quiere decir rosca métrica fina de 50 mm de diámetro y 2 mm de paso. W 99 x ¼ ; quiere decir rosca fina whitworth, el ángulo de los flancos es 55º, de diámetro igual a 99 mm y su paso igual a ¼”. Rosca Trapecial.- Se presta bien para tornillos de movimiento, el ángulo de los flancos es 30º. Designación de las roscas: Tr 30 x 6, quiere decir rosca trapecial de 30 mm de diámetro y 6 mm de paso. Tr 40 x 12 ( 2 filetes)
- 18. Rosca de Sierra.- se emplea en el caso de fuerte presiones unilaterales como por ejemplo, en los husillos de presión de prensas. Designación de la rosca: S 50 x 8, quiere decir rosca de sierra de diámetro igual a 50 mm y 8 mm de paso. Rosca Redondeada.- En virtud de su perfil, esta rosca resulta poco sensible a deterioros, se emplea para husillos de válvulas, acoplamientos ferroviarios, roscas de mangueras. Designación de la rosca: Rd 50 x 1/6”, quiere decir rosca redonda de diámetro igual a 50 mm y paso igual a 1/6”
- 19. MECANISMO PARA EL ROSCADO Pc = paso de la rosca a tallar P = paso de rosca del tornillo patrón Z1 = número de dientes de la rueda motríz Z2 = número de dientes de la rueda conducida Z = rueda intermedia sin influencia, tiene un número de dientes arbitrario. TE = tren de engranajes TE = Pc / P
- 20. EJEMPLO DE CÁLCULO Paso a construir = 1mm Paso del tornillo patrón = 12 mm Juego de ruedas dentadas intercambiables: 20; 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 125, 127. TE = Pc / P = 1 / 12 = (1 x 1) / (4 x 3) TE = (20 x 30) / (80 x 90)