1. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 1 de 14
PR-042 Revisão: 3 (fev/2005)
1. OBJETIVO
Este procedimento fixa as condições para a execução dos ensaios por ultra-som automático para detecção e
avaliação de descontinuidades em juntas longitudinais e helicoidais soldadas de tubos de acordo com o sistema
nacional de Qualificação e Certificação de Pessoal em Ensaios Não Destrutivos.
2. NORMAS DE REFERÊNCIA
Especificação API 5L
Código ASME - Seção V
BS 4331 Parte 3
3. MATERIAL E DIMENSÕES
Tubos de aço carbono e de baixa liga de acordo com a especificação API 5L, com espessuras maiores ou iguais
a 6,35 mm e diâmetros maiores ou iguais a 150 mm.
4. DIMENSIONAL, TIPO E DETALHE DE JUNTAS
JUNTA LONGITUDINAL E HELICOIDAL DE TUBOS
a) Junta de topo chanfro reto
b= 0 a 3,2 mm
Figura 1
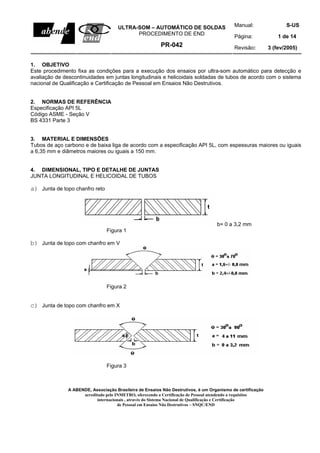
b) Junta de topo com chanfro em V
Figura 2
c) Junta de topo com chanfro em X
Figura 3
A ABENDE, Associação Brasileira de Ensaios Não Destrutivos, é um Organismo de certificação
acreditado pelo INMETRO, oferecendo a Certificação de Pessoal atendendo a requisitos
internacionais , através do Sistema Nacional de Qualificação e Certificação
de Pessoal em Ensaios Não Destrutivos – SNQC/END
2. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 2 de 14
PR-042 Revisão: 3 (fev/2005)
5. APARELHOS
O equipamento deve estar em conformidade com o Anexo I.
6. CABEÇOTES
6.1 Os cabeçotes a serem utilizados devem ser de 2 a 5 MHz.
6.2 Os cabeçotes angulares a serem utilizados devem ter angulo variando de 60 a 70 graus.
6.3 O ruído máximo permitido não deve interferir com a inspeção e a calibração.
6.4 O ângulo do cabeçote deve ser escolhido observando-se os indicados na tabela abaixo:
ÂNGULO DO CABEÇOTE TIPO DE SOLDA TIPO DE CHANFRO ESPESSURA (mm)
70 ou 60 SAW e GMAW RETO,V ou X ≥ 6,35
6.5 O ponto de emissão e o angulo real dos cabeçotes devem ser aferidos a cada 6 meses no bloco padrão V1.
O ângulo real pode variar no máximo, mais ou menos 2 graus em relação ao angulo nominal.
6.6 Os cabeçotes devem apresentar resoluções conforme o requerido no anexo I.
7. CALIBRAÇÃO
7.1 PADRÃO DE REFERÊNCIA
O padrão de referência deve ter mesmo diâmetro, espessura e ser do mesmo material do tubo a ser
inspecionado. Deverá conter entalhes N5 longitudinais na sua superfície interna e externa e furo passante com
diâmetro de 1,6 mm de acordo com a especificação API 5L. Vide anexo II.
7.2 CALIBRAÇÃO E VERIFICAÇÃO
O equipamento deverá ser ajustado para produzir indicações bem definidas, quando o padrão de referência
utilizado é varrido, de maneira a simular a inspeção do produto. A calibração deverá ser registrada conforme
anexo IV.
Deve ser checada a calibração do aparelho, com a máxima velocidade a ser utilizada durante a inspeção do
produto utilizando o padrão de referência acima.
7.3 FREQUÊNCIA DE CALIBRAÇÃO E DE VERIFICAÇÃO
O equipamento deverá ser calibrado no início do trabalho, após qualquer interrupção de energia elétrica e defeito
na unidade. Deverá ser feita a verificação da calibração logo após que esta seja executada, ao menos uma vez
durante a cada 4 horas de trabalho e no final do trabalho. Caso durante o processo de verificação seja
descoberto que a calibração não está adequada, todos os tubos desde a última verificação satisfatória deverão
ser reinspecionados. Durante o processo de verificação todos os alarmes (sonoros e luminosos) bem como os
de marcação utilizados devem ser verificados.
7.4 MÉTODO DE CALIBRAÇÃO
7.4.1 Calibração da escala de distancia do aparelho
A escala de distancia de cada canal deverá ser ajustada para que os ecos correspondentes aos furos e entalhes
utilizados estejam situados entre 10 a 90% do comprimento total da tela.
7.4.2 Calibração da sensibilidade
A sensibilidade de cada canal utilizado para detecção de descontinuidades, deverá ser feita de tal forma que os
ecos dos refletores de referência (furo e chanfros) sejam ajustados em no mínimo 50% da altura da tela (nível de
referência).
A sensibilidade de cada canal utilizado para controle de acoplamento, deverá ser feita de tal forma que os ecos
de referência sejam ajustados em 100% da altura da tela.
3. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 3 de 14
PR-042 Revisão: 3 (fev/2005)
7.4.3 Ajuste dos patamares
7.4.3.1 Patamar para detecção de defeitos
O nível de disparo destes patamares deverão ser ajustados em 50% da altura da tela no sentido coincidente, ou
seja, quando um eco subir mais do que o ajustado.
A largura do patamar deverá ser ajustada de forma que o seu início detecte o furo lateral confeccionado a 5 mm
da margem da solda e seu final detecte o furo central. Vide a figura 4 a seguir.
Figura 4
7.4.3.2 Patamar para controle de acoplamento
O nível de disparo destes patamares deverão ser ajustados em 50% da altura da tela no sentido anti-coincidente,
ou seja, quando um eco descer mais do que o ajustado.
A largura do patamar deverá ser ajustada de forma que o eco correspondente ao acoplamento esteja contido em
seu interior.
8. CONDIÇÃO SUPERFICIAL E PREPARAÇÀO
A superfície a ser inspecionada deve estar livre de respingos de solda, óxidos, carepas de laminação ou outros
que possam a interferir no acoplamento satisfatório e na varredura.
9. ACOPLANTE
Água limpa deve ser utilizada.
10. TÉCNICA DE VARREDURA E ARRANJO
10.1 O equipamento deverá ser capaz de inspecionar continua e ininterruptamente o cordão de solda e 1.6 mm
em ambos os lados desta, por toda espessura da parede (área de interesse).
10.2 Os transdutores deverão ser posicionados a uma distância, vide ANEXO III, fixa do cordão de solda com o
feixe sônico principal direcionado conforme as figuras 5 e 6.
4. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 4 de 14
PR-042 Revisão: 3 (fev/2005)
10.3 Durante a varredura da solda esta posição deverá ser mantida em relação a linha de centro da solda.
10.4 A velocidade de inspeção não deverá ser superior à aquela utilizada para fazer a varredura do padrão de
referência.
10.5 O ganho para a varredura deve ser o ganho da calibração (nível de referência), acrescido de 6 dB. Para a
avaliação das descontinuidades, o ganho deve ser corrigido, sem este acréscimo de 6 dB.
10.6 Junta com espessura entre 6,35 a 12,7 mm:
10.6.1 O arranjo dos cabeçotes, um par, deve ser feito de tal forma que o centro do feixe sônico esteja
posicionado para região central da espessura do tubo.
Figura 5
10.6.2 Junta com espessura maior de 12,7:
O arranjo dos cabeçotes deve ser feito de tal forma que um par esteja com feixe sônico centralizado em ¼ da
espessura (região externa) e o outro par centralizado em ¾ da espessura (região interna) do tubo.
Figura 6
5. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 5 de 14
PR-042 Revisão: 3 (fev/2005)
11. CRITÉRIO DE AVALIAÇÃO E LOCALIZAÇÃO DAS DESCONTINUIDADES
Trincas, falta de fusão e falta de penetração deverão ser considerados defeitos. Para as demais
descontinuidades detectadas que tiverem um eco que ultrapasse o nível de referência, quando analisadas com o
ganho primário, ou seja, indicações com a altura maior que 50% da altura da tela, deverão ser consideradas
como defeitos.
Todas as indicações detectadas com o ganho de varredura deverão ser registradas, solicitando exame
complementar.
12. REGISTO DOS RESULTADOS
Os resultados das inspeções devem ser registrados em relatório específico do fabricante.
13. ANEXOS
ANEXO I - Verificação da aparelhagem de ultra-som.
ANEXO II - Padrão de referência.
ANEXO III - Tabela de Referência para distâncias de trabalho.
ANEXO IV- Formulário para Relatório de Registro da calibração.
6. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 6 de 14
PR-042 Revisão: 3 (fev/2005)
ANEXO I - VERIFICAÇÃO DA APARELHAGEM DE ULTRA-SOM
1. APARELHO DE ULTRA-SOM
1.1 O aparelho de ultra-som deve ser tipo pulso-eco, apresentação tipo "A", capaz de gerar freqüência na faixa
de 1 a 6MHz.
2. CABEÇOTES
2.1 Os cabeçotes devem possuir as seguintes características:
a) cabeçotes normais (ondas longitudinais) para contato direto devem ter cristais com diâmetro
variando de 10 a 30mm ou quadrado com 10 a 25mm de lado.
b) cabeçotes angulares (ondas transversais) para contato direto devem ter cristais com área
ativa mínima de 70 mm2.
c) cabeçotes tipo duplo cristal, normais ou angulares, para contato direto devem ter cristais de
áreas 15 a 900 mm2.
2.2 Os cabeçotes a serem utilizados devem trazer impressos, no seu corpo de forma permanente, um código
que permita identificar as seguintes características:
a) tipo do cabeçote;
b) material e dimensões do cristal;
c) freqüência;
d) ângulo no aço;
e) index, quando tratar-se de cabeçote angular. (Ponto de saída do som do cabeçote).
3. CONTROLE DE GANHO
3.1. O aparelho deve permitir um ajuste grosso com incrementos de 10 decibéis ou 20 decibéis e um ajuste
fino com incrementos de 1 decibel ou 2 decibéis.
3.2. O aparelho deve possuir capacidade de ampliar pelo menos 80 decibéis.
4. FAIXA OPERACIONAL DE TEMPERATURAS
4.1. A aparelhagem deve permitir a operação em condições satisfatórias nas seguintes faixas de temperaturas:
a) 5 a 40ºC para aparelhos;
b) 5 a 60ºC para cabeçotes.
5. LINEARIDADE VERTICAL
5.1 A linearidade do controle de ganho deve ser verificada diariamente através de um cabeçote normal conforme
indicado na Figura 1.
5.2 Escolhendo um dos ecos de fundo como referência, ajustar sua amplitude a 100% da altura da tela do
aparelho. Variar o ganho na quantidade de decibéis indicada na coluna central da tabela da Figura 1. A
linearidade do controle de ganho é considerada aceitável, se os valores de amplitude obtidos através desta
sistemática se situarem dentro dos limites estabelecidos na coluna da direita da referida tabela.
7. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 7 de 14
PR-042 Revisão: 3 (fev/2005)
Ajuste da indicação em Mudança do controle de d Limites da indicação em
da altura total da tela da altura total da tela
100 - 6 dB 44 a 56
100 - 12 dB 22 a 28
100 -18 dB 11 a 14
Figura 1 - Dados para verificação da linearidade do controle de ganho do aparelho.
5.2.1 A verificação deve ser feita utilizando-se um gabarito de material plástico transparente, conforme a
Figura 2, construído para cada modelo de aparelho.
Notas:
(1). Construir de material plástico transparente.
(2). Calcular, através do percentual acima citado e da altura da tela do aparelho, a posição correta das faixas
de tolerância.
Figura 2 - Gabarito para verificação da linearidade do controle de ganho do aparelho.
8. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 8 de 14
PR-042 Revisão: 3 (fev/2005)
6. LINEARIDADE HORIZONTAL
6.1 aparelho deve ter linearidade horizontal dentro de mais ou menos 2% da escala de distância empregada. A
verificação pode ser feita, colocando-se como mínimo, 4 ecos na tela do aparelho provenientes de um bloco
padrão e verificando-se o posicionamento dos mesmos em relação a faixa de tolerância acima especificada.
7. RESOLUÇÃO
7.1 A aparelhagem deve apresentar resolução conforme procedimento a seguir:
7.2 Resolução com cabeçotes normais.
7.2.1 A resolução deve ser verificada, posicionando o cabeçote no bloco V1, conforme indicado na figura 3; de
forma à se obter três ecos provenientes das superfícies refletoras. O cabeçote deve ser movimentado de
forma à se obter os ecos com praticamente a mesma amplitude. O cabeçote apresenta boa resolução se
os ecos das espessuras d1, d2, d3 apresentarem separação entre si na metade da amplitude total ou em
ponto mais baixo (ver figura 3a).
7.3 Resolução com cabeçotes angulares.
7.3.1 A resolução deve ser verificada posicionando o cabeçote no bloco mostrado na figura (4a) de forma a se
obter 2 ecos provenientes de dois raios distintos. O cabeçote deve ser movimentado de forma a se obter
os seus ecos com a mesma amplitude.
7.3.2 cabeçote apresenta boa resolução quando a separação entre os ecos ocorre na metade da amplitude
total ou em ponto mais baixo (ver figura 4b).
9. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 9 de 14
PR-042 Revisão: 3 (fev/2005)
bloco para verificação de resolução de cabeçote angular
Frequência do Cabeç Degrau Recomenda
4 MHz 2 mm
2,25 MHz 3 mm
2 MHz 4 mm
Figura 4 - Verificação resolução para cabeçote angular
8. BLOCOS PARA A DETERMINAÇÃO DO FEIXE DE 20 Db
8.1 A determinação dos limites do feixe de 20 dB deve ser feita com o auxílio do bloco mostrado na figura 5.
10. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 10 de 14
PR-042 Revisão: 3 (fev/2005)
Furos para
verificação de
resolução.
Ver detalhe
(c) ao lado
Todos os furos com diâmetro de 1,5 mm
Todas as dimensões em mm
FIGURA 5 - Bloco para Determinação do feixe de 20 dB
9. BLOCOS DE CALIBRAÇÃO
9.1 Aferição dos Blocos de Calibração.
9.2 A integridade, rugosidade superficial e dimensões dos blocos de calibração, devem estar de acordo com as
respectivas normas específicas (Ex. DIN - 54120, DIN - 54122, BS 4331 parte 3).
9.3 Aferição dos blocos de Referência.
9.3.1 Os blocos de referência devem apresentar dimensões dentro das tolerâncias indicadas no procedimento
de ensaio.
9.3.2 Teste de integridade dos blocos.
Todos os blocos de referência a serem utilizados na calibração da sensibilidade dos
equipamentos de ultra-som devem ter sua integridade comprovada por meio de ultra-som, com
cabeçote duplo-cristal com a finalidade de comprovar a inexistência de descontinuidades tais
como: porosidade, segregação, dupla-laminação; que possam prejudicar ou falsear as
calibrações a serem realizadas. Áreas que apresentam indicação cuja amplitude seja maior que
o eco de fundo remanescente devem ser descartadas.
11. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 11 de 14
PR-042 Revisão: 3 (fev/2005)
ANEXO II - PADRÃO DE REFERÊNCIA
Padrão de Referência
DETALHE DO ENTALHE N5
P = 5% t ± 15% com o
mínimo de 0,3 ± 0,05 mm
P
1 mm
máx.
14. ULTRA-SOM – AUTOMÁTICO DE SOLDAS Manual: S-US
PROCEDIMENTO DE END
Página: 14 de 14
PR-042 Revisão: 3 (fev/2005)
ANEXO IV - FORMULÁRIOS PARA RELATÓRIO DE REGISTRO DA CALIBRAÇÃO