Deterioracao de equipamentos 3 pelliccione
•
0 gefällt mir•726 views

1) O documento discute fatores que afetam a vida útil em fadiga de materiais, incluindo acabamento superficial, tensões residuais, e tensão média. 2) Também aborda os efeitos da fadiga térmica e da corrosão-fadiga na vida útil. 3) Explica que fadiga de baixo ciclo, causada por altas tensões, geralmente ocorre em menos de 10^4 ciclos e é comum em equipamentos como vasos de pressão e turbinas a vapor.

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Deterioracao de equipamentos 3 pelliccione
Ähnlich wie Deterioracao de equipamentos 3 pelliccione (20)
Deterioracao de equipamentos 3 pelliccione
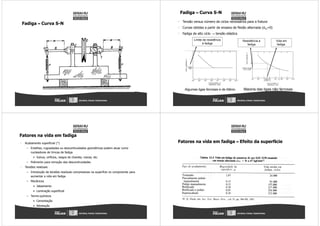
- 1. Fadiga –––– Curva S-N Tensão versus número de ciclos necessários para a fratura Curvas obtidas a partir de ensaios de flexão alternada (σm=0) Fadiga de alto ciclo → tensão elástica Limite de resistência à fadiga Resistência à fadiga Algumas ligas ferrosas e de titânio Maioria das ligas não ferrosas Vida em fadiga. Fadiga –––– Curva S-N Fatores na vida em fadiga Acabamento superficial (*) – Entalhes, rugosidades ou descontinuidades geométricas podem atuar como nucleadores de trincas de fadiga • Sulcos, orifícios, rasgos de chaveta, roscas, etc. – Polimento para remoção das descontinuidades Tensões residuais – Introdução de tensões residuais compressivas na superfície no componente para aumentar a vida em fadiga – Mecânicos • Jateamento • Laminação superficial – Termo-químicos • Cementação • Nitretação Fatores na vida em fadiga –––– Efeito da superfíííície
- 2. Fatores na vida em fadiga Tensão média – ↑ nível de tensão média → ↓ vida em fadiga Efeitos do ambiente – Fadiga térmica – Corrosão-fadiga Fatores na vida em fadiga Tensões altas → baixo nº de ciclos (<104) Frequentemente ocasionadas por tensões de origem térmica Resulta da deformação cíclica em vez da tensão cíclica Vasos de pressão, turbinas a vapor, etc. Fadiga –––– Baixo ciclo Fadiga térmica. Linha de aço inoxidável de grande espessura Deformação – “estufamento”
- 3. Fadiga térmica do estufamento anterior Fadiga térmica em solda Fadiga térmica. Fadiga térmica antiga com preenchimento de óxido. Oxidação - Fadiga térmica Tubo de forno Fadiga térmica
- 4. 13 FALHAS MECÂNICAS Sobrecarga Fadiga (mecânica e térmica) Desgaste (Erosão / Corrosão-erosão / Cavitação / Impingimento) Choque térmico FALHAS DEVIDAS A DANOS CAUSADOS POR HIDROGÊNIO Empolamento por hidrogênio Trincamento induzido por hidrogênio Trincamento sob tensão por sulfeto Trincamento por hidrogênio orientado por tensão Ataque pelo hidrogênio em altas temperaturas Etc. FALHAS DEVIDAS À ALTERAÇÃO METALÚRGICA Grafitizacão / esferoidização Fragilização por fase sigma Fragilização ao revenido Fragilização ao 475 Etc. FALHAS DEVIDAS À CORROSÃO Corrosão atmosférica Corrosão seletiva Corrosão galvânica Corrosão por pites Corrosão por célula oclusa Corrosão sob tensão (CST) Corrosão-erosão Corrosão-fadiga Corrosão microbiológica Corrosão por CO2 Corrosão em elevadas temperaturas Etc. FLUÊNCIA E SOBREAQUECIMENTO OUTROS Fragilização por metal líquido Degradação de refratários Etc. Mecanismos de Deterioração Descrição: Transformação da perlita em grafita + ferrita. Materiais afetados: Aço C e C/Mo. Equipamentos afetados: Os que operam em T > 4300C e longo t. Morfologia do dano: Nódulos de grafita dispersos na matriz α;α;α;α; em forma de cílios em ZTA ou em regiões de alta εεεε.... ↓↓↓↓ ((((σσσσ,,,, ∆ε∆ε∆ε∆ε ,,,, φφφφ)))) Prevenção/minimização: Aço ao Cr (teor > 0,7% Cr). Inspeção e monitoração: Metalografia. Mecanismos associados: Esferoidização. Grafitização Grafitização C Mn S P 0,35 máx 0,80 máx 0,035 máx 0,035 máx
- 5. Descrição: Transformação da perlita lamelar em carbetos esferoidais. Materiais afetados: Aços carbono e baixa ligas. Equipamentos afetados: Os que operam em T > 4400C e longo t. Morfologia do dano: Carbetos globulares dispersos ou aglomerados.↓↓↓↓ (σσσσ, φφφφ) Prevenção/minimização: Limitar T e t. Inspeção e monitoração: Metalografia. Mecanismos associados: Fenômeno competitivo. T > 5500C => esf. ⇒⇒⇒⇒ graf. T < 5500C => graf. ⇒⇒⇒⇒ esf. Esferoidização Esferoidita Esferoidização Esferoidização x Grafitização 550oC
- 6. Descrição: Transformações metalúrgicas. 3400C<T<5900C. Pior em ±±±± 4350C e↑↑↑↑ t. Materiais afetados: Aços baixa liga (2,25Cr-1Mo) e HSLA (Cr, Mo, V). Morfologia do dano: Não identificado metalograficamente. ↓↓↓↓δδδδ. Causa perda de tenacidade. Prevenção/minimização: Material velho: Procedimento. Material novo: Controle dos fatores J e X. Inspeção e monitoração: CPs testemunha e procedimento. Mecanismos associados: Não especificado. Fragilização ao revenido Fragilidade dos aços baixa liga quando aquecidos ou resfriados entre 375º e 575ºC. Entre 400º e 475ºC a fragilidade ocorre mais rapidamente. Materiais susceptíveis: Aços com quantidade apreciável de Mn, Ni e Cr e adicionalmente uma ou mais impurezas (P, As, Sb, Sn). Fragilidade devido à concentração de impurezas e elementos de ligas nos CG’s. Trincas nesses materiais são intergranulares. Apenas a resistência ao choque é afetada. Outras propriedades não se alteram. A eliminação das impurezas citadas acima, evita a fragilidade. Pode ser evitada por revenido acima de 575ºC ou abaixo de 375ºC, seguido pelo resfriamento rápido até a temperatura ambiente. Aços fragilizados podem ter a tenacidade restaurada: Aquecimento em torno de 600ºC e resfriamentro rápido até abaixo de aproximadamente 300ºC. Fragilização ao Revenido Fragilização ao Revenido • Aços de baixa liga T&R. • Faixa de 300 a 600oC. • Queda da tenacidade Charpy. • É reversível. • Fratura intergranular. • Segregação de Sb, P, Sn, As. • Mn e Si aceleram. • Mo em SS evita. • Perigo na parada/partida. • Maior TG é pior. 524 C 1 h 15 h 24 h 60 h 100 h Tempo Total = 233 h 496 C (1) (3) (2) Taxa de Resfriamento 468 C 315 C o o o o (3) (2) (1) (1) (1) o 5,6 C/h o 2,8 C/h o 27,8 C/h o 538 C o 593 C TRATAMENTO TÉRMICO DE STEP COOLING
- 7. Fator de Bruscato (concentração em ppm) Fator de fragilização J (Watanabe e outros) (Concentração em % em peso) Para chapa J = (Si + Mn) x (P + Sn).104 [%p] Para solda X = (10P + 5Sb + 4Sn + As) / 100 [ppm] Descrição: Alteração metalúrgica em ligas contendo αααα com perda de δδδδ. (370-5400C). Materiais afetados: Série 400, Duplex e 300 forjado ou fundido Morfologia do dano: Precipitação de fases intermetálicas, ↑↑↑↑ Cr, nos CGs. ↑↑↑↑HB, ↑↑↑↑ σσσσ, ↓↓↓↓∆ε∆ε∆ε∆ε, ↓↓↓↓δδδδ , ↓↓↓↓ S. Prevenção/minimização: Correta especificação, TTAT, controle de soldagem. Inspeção e monitoração: CP testemunho, Metalografia, LP e HB. Mecanismos associados: - Fragilização ao 4750C Obs: 1 – Perda de tenacidade não significante em altas temperaturas. T< 93C Paradas!!!!! 2 – Fragilização pode ocorrer em curto período de tempo. Ex.: Revenimento em temperaturas elevadas ou mantendo dentro do range de transformação. “Desfragilização” – 593C ou mais, seguido de rápido resfriamento. Prático?!!
- 8. Descrição: Alteração metalúrgica em ligas contendo αααα (5000C<T<9000C) com perda de δδδδ para T< 2600C. Materiais afetados: Série 300, 400 e duplex. Morfologia do dano: Precipitação de fase σσσσ . ↑↑↑↑HB, ↑↑↑↑ σσσσ, ↓↓↓↓∆ε∆ε∆ε∆ε, ↓↓↓↓δδδδ , trincas (soldas e restrições). Prevenção/minimização: Especificação, controle de soldagem. Controle de αααα < 5% p/ 304 e < 9% p/ 347. Inspeção e monitoração: Metalografia, LP, CP testemunho. Mecanismos associados: Fragilização ao 475. Fragilização por fase sigma Açççços Inoxidááááveis Austenííííticos –––– Fase Sigma Formação da Fase Sigma (rica em Cr e Mo) é comum em aços de alta liga. Sua faixa de formação é entre 470 a 900ºC. Ela aumenta a tendência à corrosão intergranular e fragiliza o material na temperatura ambiente. Queda maior de tenacidade T<260 C. Paradas!!! Deve-se evitar a permanência por tempos elevados nesta faixa de temperatura. Deformação plástica acelera a formação “Dessigmatização” – 1066C por algumas horas e resfriamento rápido. Prático?!!! Fase σσσσ Fe36Cr12Mo10Fe36Cr12Mo10Fe36Cr12Mo10Fe36Cr12Mo10 Fase σσσσ (24 % Cr, 18 % Mo, 6 % Ni, 52 % Fe) ou (48 % Cr, 52 % Fe). Fase χχχχ - Associada à fragilização ao 475 Cr-Ni-Mo (18-14- 3) t = 3000 h; T = 5940C)