Weitere ähnliche Inhalte
Mehr von Trigonenterprisespvtltd
Mehr von Trigonenterprisespvtltd (20)
Ahu face mill cutter.
- 1. Indexable Milling Tools
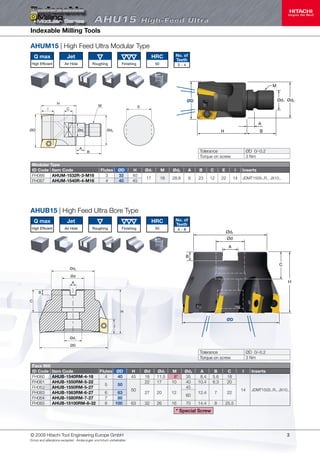
AHUM15 | High Feed Ultra Modular Type
Q max
Jet
High Efficient
Air Hole
No. of
Teeth
HRC
Roughing
Finishing
50
3~4
M
l
H
Ød1 Ød2
ØD
H
M
C
E
A
Ød2
Ød1
ØD
B
H
l
A
Tolerance
Torque on screw
B
Modular Type
ID Code Item Code
AHUM-1532R-3-M16
FH066
AHUM-1540R-4-M16
FH067
Flutes
3
4
ØD
32
40
H
40
45
ØD 0/-0.2
3 Nm
Ød1
M
Ød2
A
B
C
E
l
17
16
28.8
6
23
12
22
14
Inserts
JDMT1505..R.. JX10..
AHUB15 | High Feed Ultra Bore Type
Q max
Jet
High Efficient
Air Hole
No. of
Teeth
HRC
Roughing
Finishing
50
4~8
Ød2
Ød
A
B
C
Ød2
Ød
H
A
H
B
l
M
C
E
C
H
Ød2
Ød1
ØD
ØD
l
A
Ød1
B
ØD
Tolerance
Torque on screw
Face Mill
ID Code
FH060
FH061
FH062
FH063
FH064
FH065
Item Code
Flutes ØD
AHUB-1540RM-4-16
40
4
AHUB-1550RM-5-22
50
5
AHUB-1550RM-5-27
AHUB-1563RM-6-27
63
6
AHUB-1580RM-7-27
80
7
AHUB-15100RM-8-32
100
8
H
45
50
63
Ød
16
22
Ød1
11.5
17
M
8*
10
27
20
12
32
26
16
Ød2
35
40
45
60
70
A
8.4
10.4
B
5.6
6.3
C
18
20
12.4
7
22
14.4
8
ØD 0/-0.2
3 Nm
I
25.5
14
Inserts
JDMT1505..R.. JX10..
* Special Screw
© 2009 Hitachi Tool Engineering Europe GmbH
Errors and alterations excepted · Änderungen und Irrtum vorbehalten
3
- 2. Indexable Milling Tools
A
INSERTS
B
15°
A
R
B
T
15°
T
R
ID Code
WF182
WF183
WF184
WF185
WF186
WF187
Item Code
JDMT150504R-FW JX1045
JDMT150508R-FW JX1020
JDMT150508R-FW JX1045
JDMT150508R-FW JX1060
JDMT150520R JX1045
JDMT150530R JX1045
NEW
P01
P10
P20
P30
P40
Grade
JX1045
JX1020
JX1045
JX1060
JX1045
JX1045
A
9.12
5
M01
Grade Overview
ISO
M10
M20
M30
M40
K01
K10
K20
JX1060
N40
S10
S20
K40
JX1045
JX1060
S01
K30
JX1020
JX1045
N30
0.8
JX1020 – 1060 PVD Coating / Dry Cutting
JX1020
N20
R
0.4
2.0
3.0
JX1045
N10
T
16
JX1020
N01
B
S30
JX1060
S40
H01
H10
JX1020
H20
H30
H40
JX1020
JX1060
Parts
Clamp Screw
Wrench
ID-Code
Item-Code
ID-Code
Item-Code
ET038
412-141
ET049
105-T15
AHU-M
AHU-B
Special screw
AHUB-1540RM-4-16
4
ID-Code
Item-Code
ET050
K06-676
© 2009 Hitachi Tool Engineering Europe GmbH
Errors and alterations excepted · Änderungen und Irrtum vorbehalten
- 3. Indexable Milling Tools
AHU15 | High Feed Ultra – improved cutting surface
Fine Wall type JDMT……R-FW
Fine Wall type JDMT……R-FW
Conventional (JDMT……R)
Conventional (JDMT……R)
= outermost point
= outermost point
= outermost point
= outermost point
aeae
aeae
(mm)
apap (mm)
(mm)
apap (mm)
Ramp Angle
Ramping
Hole Ø
Helical Milling
Cutting edge Ø (mm)
Ramping Angle
Helical Milling / Hole Dia. (mm)
Ø 32
4°
47~60
40
3°
64~76
50
2°
83~96
63
1.5°
122~109
80
1°
156~143
100
1°
196~183
AHU15 | Recommended Cutting Conditions
1. Please choose the best conditions from the table
2. To reduce tool breakage index the inserts earlier than the maximum edge life
3. Chips can become hot and can cause burns or damage to eyes. Please ensure
machine guards are used, and safety specs and gloves worn at all times when
carrying out work near to the tool or workpiece
4. Please ensure caution when using neat cutting oil due to the risk of fire
1. Bitte wählen Sie aus der Tabelle die für Ihre Anwendung am besten geeigneten
Bedingungen
2. Um die Gefahr des Werkzeugbruchs zu reduzieren, sollten die
Wendeschneidplatten gewechselt werden, bevor die maximale Standzeit der
Schneide erreicht ist
3. Die während der Bearbeitung entstehenden Späne können sehr heiß werden
und zu Verbrennungen oder Verletzungen von Haut und Augen führen.
Bitte stellen Sie sicher, dass während der Bearbeitung die Maschinentüren
geschlossen sind. Bei Arbeiten in der Nähe oder direkt am Werkzeug oder
Werkstück, sollten immer eine Schutzbrille und Handschuhe getragen werden
4. Erhöhte Vorsicht ist geboten beim Einsatz von purem Schneidöl,
da es sich während der Bearbeitung entzünden kann
1. Seleccionar las condiciones de la tabla de indicada
2. Para reducir el riesgo de rotura de la herramienta hay cambiar la plaquita antes
de agotar la vida máxima del filo
3. Las virutas pueden saltar candentes y pueden causar quemaduras o daño en
los ojos.
4. Por favor, asegúrese de cerrar las protecciones de la máquina y de que son
utilizados gafas y guantes en todo momento al realizar trabajos cerca de la
herramienta o la pieza.
5. Por favor, tome precaución al utilizar aceite de corte debido al riesgo de
ignición.
1. Veuillez choisir les conditions de coupes les mieux adaptées grâce au tableau.
2. Pour réduire les risques de rupture de l’outil, changez l’insert avant d’avoir
atteint la durée de vie maximale de l’arrête de coupe.
3. Les copeaux peuvent devenir chauds et causer des lésions oculaires ou
des brûlures. Veuillez vous assurer que les protections de la machines sont
correctement utilisées, et que des lunettes et des gants soient portés pour tout
travail à proximité de l’outil ou de la pièce à usiner.
4. Prenez vos précautions lors d’utilisation d’huiles de coupes à cause des risques
d’incendie
1. Scegliere le condizioni migliori della tabella indicata.
2. Per evitare la rottura dell’utensile cambiate l´inserto prima di arrivare all’usura
massima.
3. I trucioli possono essere molto caldi durante il lavoro. Usate sempre i mezzi
di sicurezza (Occhiali, guanti, vetri di sicurezza…) durante il lavoro vicino
all’utensile o al materiale.
4. Attenzione al rischio di fiamma se durante il lavoro usate refrigerante a base di
olio.
AHU15 | Adjust of Cutting Conditions for Finishing
For finishing please adjust the cutting conditions as follows:
Vc
fz
0.1 mm
ap
~ 5 mm maximum
ae
Finishing
+50 %
0.3 ~ 0.5 mm
© 2009 Hitachi Tool Engineering Europe GmbH
Errors and alterations excepted · Änderungen und Irrtum vorbehalten
5