Steel Making Continuous casting I
•Als DOC, PDF herunterladen•
18 gefällt mir•5,581 views

cont..

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Steel Making Continuous casting I
Ähnlich wie Steel Making Continuous casting I (20)
Mehr von NED University of Engineering and Technology
Mehr von NED University of Engineering and Technology (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Steel Making Continuous casting I
- 1. MY: 301 Steel Making Processes CONTINIOUS CASTING: (chapter no. 29… Tupkary) • It may be defined as teeming of a liquid steel in a short mould with a false bottom through which partially solidified ingot is continuously withdrawn at the same rate at which metal is poured in the mould. ………….Or • Continuous casting of steel is a process in which liquid steel is continuously solidified into a strand of metal. • Depending on the dimensions of the strand, these semi-finished products are called slabs (flat products, i.e. plate, sheet, coils), blooms (long products, i.e. bars, beams) and billets (long products, i.e. bars, channels, wires) • The process was invented in the 1950s in an attempt to increase the productivity of steel production. Previously only ingot casting was available which still has its benefits and advantages but does not always meet the productivity demands. Since then, continuous casting has been developed further to improve on yield, quality and cost efficiency.
- 2. MY: 301 Steel Making Processes The advantages of continuous casting over ingot casting are • Quality of the cast product is better • No need to have slabbing/blooming or billet mill as required when ingot casting is used. • Higher extent of automation is possible • Width of the slab can be adjusted with the downstream strip mill. • Continuously cast products show less segregation. • Hot direct charging of the cast product for rolling is possible which leads to energy saving
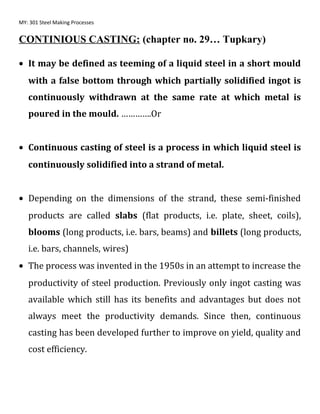
- 3. MY: 301 Steel Making Processes • Figure 33.1 Arrangement of tundish, mold and water spray in a curved mold machine Equipments for C.C 1. The Ladle Turret 2. The Ladle 3. The Tundish 4. Mould 5. The withdrawal rolls 6. Cooling spray 7. Cutting device 8. The auxiliary electrical/mechanical gears to help run the machine smoothly
- 4. MY: 301 Steel Making Processes • Liquid steel is supplied to the continuous caster from the secondary steelmaking shop. The ladle is usually delivered by crane and positioned into a ladle turret, which subsequently rotates the ladle into the casting position. A slide gate in the bottom of the ladle is opened to allow the liquid steel to flow via a protective shroud into a tundish, a vessel that acts as a buffer between the ladle and the mold. • As the tundish fills, stopper rods are raised in order to allow the casting of steel into a set of water-cooled copper molds below the tundish. • Solidification begins at the mold walls and the steel is withdrawn from the mold by a dummy bar.
- 5. MY: 301 Steel Making Processes • Throughout the entire casting process, the mold oscillates vertically in order to separate the solidified steel from the copper mold. • The strand is withdrawn from the mold by a set of rolls which guide the steel through an arc until the strand is horizontal. The rolls have to be positioned close enough together to avoid bulging or breaking of the thin shell. • As the steel leaves the mold, it has only a thin solidified shell which needs further cooling to complete the solidification process. This is achieved in the so-called secondary cooling zone, in which a system of water sprays situated between the rolls are used to deliver a fine water mist onto the steel surface. At this point, the steel, solidified shell and liquid center, is called the strand. • After the strand has been straightened and has fully solidified, it is torch-cut to pre-determined product lengths. These are either discharged to a storage area or to the hot rolling mill.
- 6. MY: 301 Steel Making Processes Layout of Slab:
- 7. MY: 301 Steel Making Processes Layout of Bloom and Billet:
- 8. MY: 301 Steel Making Processes Summary of different components in the continuous Casting process/ Component Primary Task Secondary Task Ladle Transport and hold the liquid steel Facilitate inclusion removal Ladle Turret Position full ladles over the tundish and remove empty ones Free the cranes for higher productivity Tundish Act as a buffer between ladle and mold Facilitate inclusion removal Mold Cool down the liquid steel to form a solidified shell Strand System Further cool the strand to fully solidified and straighten the strand Table of casting machine properties Type Slab Bloom Billet Steel grade(s) Linepipe steel ULC steel Construction steel Engineering steel Ladle size / metric ton 250 100 100 Radius / m 9 12 8 Number of strands 2 5 6 Casting speed / m min-1 1.0-2.0 1.2 - 1.8 3 - 5 Cross section dimension / mm 1200 × 230 250 × 250 130 × 130 Typical use flat products, i.e. plate, sheet, coils long products, i.e. bars, beams, pilings long products, i.e. bars, channels, wires
- 9. MY: 301 Steel Making Processes Figure: Schematic of continuous casting tundish, SEN and mold
- 10. MY: 301 Steel Making Processes A) Clogging and impurities in tundishes During continuous casting processes impurities like deoxidation products in the melt deposit at the walls of the tundish nozzle and the stopper. This phenomenon, termed clogging, causes obstruction of the flow and decreases the quality of the product. A detailed knowledge of the flow pattern within the tundish nozzle-stopper region is very important for the design of appropriate nozzle and stopper geometries. By means of a numerical simulation the important influence of turbulence on the velocity field of the liquid metal in the nozzle region could be demonstrated - most particles close to the walls are deposited in case of high turbulence. A new design for the nozzle-stopper region reduces turbulence, prevents recirculation and permits a weaker lateral particle transport. A further mechanism may cause inherent problems trough formation of sediment layers at the nozzle-walls: the suction of ambient air through the porous material of the submerged entry-nozzle. A specific test facility was built-up to study the correlation between different parameters (flow-rate, stopper position) and the pressures prevailing in the nozzle-stopper region. On the other hand, the tundish itself is very important with respect to the quality improvement through a separation of inclusions. During the present studies, the flow of liquid steel has been investigated by experiments in a water model with different flow-control devices and by numerical analysis for both isothermal and non-isothermal conditions. The experimental studies were intended to enlarge the mean residence time of impurities, and the results could be validated by the isothermal calculation. The tundish is not only a distribution vessel, but also a device to collect the impurities in the slag. However, because of the limited residence time very small deoxidation products are not able to reach the surface due to buoyancy effects. These particles move through the nozzle into the mold where they may cause abovementioned problems. A constant mass flow can only be maintained by a permanent change of the stopper position. This results in reduced productivity and quality, which is particularly severe in aluminium-killed steel. Appropriate steel quality requires the reduction of impurities in the tundish and, therefore, various efforts are necessary in order to enhance steel purity during the production process. The removal of inclusions is affected by a variety of parameters -- the geometry of the tundish and the resulting flow field highly influence the quality of solidified steel. The flow behaviour and the residence time of a tundish were studied experimentally in a water model by means of different visualisation methods. Furthermore, the concentration of a tracer in the tundish nozzle was measured. In addition, the temperature field was studied numerically by accounting for non-isothermal conditions. Experiments were performed in a full scale model of the tundish to investigate the influence of flow control devices on particle separation and residence time. It was found, that it is absolutely necessary to increase the plug flow fraction and to minimize the stagnant regions in order to improve steel purity. Dam-weir combinations were compared to turbulence inhibitors, and quite different flow behaviour could be recognized. The turbulence inhibitor creates a uniform flow field and increases the plug flow fraction, thereby increasing the mean residence time. Reservoir of molten steel
- 11. MY: 301 Steel Making Processes Tundish acts as a reservoir for molten steel. It supplies molten steel in presence of a slag cover to all continuous casting molds constantly and continuously at constant steel flow rate. The flow rate is maintained constant by maintaining a constant steel bath height in the tundish through teeming of molten steel from the ladle. The number of mold is either one or more than one. Normally bloom and billet casting machines are multi-strand i.e. number of molds are either 4 or 6 or 8. Slab casters usually have either single or two molds. During sequence casting and ladle change- over periods, tundish supplies molten steel to the molds. Distributor Tundish distributes molten steel to different molds of the continuous casting machine at constant flow rant and superheat which is required for stand similarly with reference to solidification microstructure. Control of superheat is required in all the moulds to reduce break-out. Location of ladles stream in the tundish is important. It may be located symmetric or asymmetric to the centre of the tundish depending on the number of mold. For single strand machines, molten stream enters from one side and exits the other side of the tundish. In multi-strand tundishes, ladle stream is either at the centre of the tundish or displaced to the width side of the tundish. Inclusion removal Tundish helps to remove inclusions during the process of continuous casting. For this purpose liquid steel flow in the tundish is modified by inserting dams, weirs, slotted dams etc. The whole idea is to utilize the residence time available before steel leaves the tundish. For example, if capacity of tundish is 40 tons and casting speed is 5 tons/min, then the average residence time of molten steel in the tundish is 8 minutes. During this average residence time., inclusion removal can be exercised .For this purpose flow of steel melt in the tundish has to be modified so as to accelerate the inclusion removal. The Inclusion removal is a two step step unit operation, namely floatation and absorption by a flux added on the surface of the tundish. Flux is usually rice husk, or fly ash or some synthetic powder. The readers may see the references given at the end of this lecture for further reading. Figure 33.2 shows a tundish with flow control devices employed to facilitate inclusion floatation.
- 12. MY: 301 Steel Making Processes Figure 33.2: Tundish with flow control device, namely weir and slotted dam
- 13. MY: 301 Steel Making Processes Mold Mold is the heart of continuous casting. Molten stream enters from the tundish through the submerged nozzle into water cooled mold in presence of flux. Solidification of steel begins in the mold. The casting powder is added onto the top of molten steel in the mold. It melts and penetrates between the surface of mold and the solidifying strand to minimize friction as shown in figure 33.3. Control of height of molten steel in the mould is crucial for the success of the continuous casting machine. The solidification begins from the meniscus of steel level in the mould. Mold level sensors are used to control the meniscus level in the mould. Figure 33.3: Role of flux in continuous casting mold As seen in the figure, flux melts and enters into the gap between mold surface and solidified strand. Molds are made of copper alloys. Small amounts of alloying elements are added to increase the strength. Mold is tapered to reduce the air gap formation. Taper is typically 1% of the mold length. For cross section of mold the taper is about 1mm for 1m long mold. The cross section of the mold is the cross section of the slab/bloom/billet. Length of the mold is around and is more for large cross sections. Mold cross section decreases gradually from top to bottom. Mould extracts around 10% of the total heat. The mold is oscillated up and down to withdraw the partially solidified strand (strand is either billet or bloom or slab).The oscillated frequency can be varied. At Tata steel slab caster frequency is varied in between 0 and 250cycles/min and the stroke length from 0 to 12mm.
- 14. MY: 301 Steel Making Processes Steel level in mould is controlled, that is the meniscus for smooth caster operation. Sensors are used to control the meniscus level. The functions of mold flux are. • Inclusion absorption capability. • Prevention of oxidation. • Minimization of heat losses. • Flux on melting enters into the air gap and provides lubrication. For the above functions the flux should have the following properties. • Low viscosity • Low liquidus temperature • Melting rate of flux must match with the speed of the continuous casting. Typically the range of composition for mold fluxes are. CaO 25-45% Na2O 1-20% BaO 0-10% SiO2 20-50% K2O 1-5% Li2O 0-4% Al2O3 0-10% FeO 0-6% B2O3 0-10% TiO2 0-5% MgO 0-10% F 4-10% C 1-25% MnO 0-10% Heat transfer in continuous casting Heat transfer in continuous casting takes place in mold and in secondary cooling by a combination of conduction, convection and radiation. Figure 33.4 shows heat transfer in the mold and secondary cooling. Mist spray cooling i.e. mixture of air+ water provides more uniform cooling. Here high pressure air+ water mixture is sprayed on the metal surfaces. Some advantages are: • Uniform cooling • Less water requirement • Reduced surface cracking
- 15. MY: 301 Steel Making Processes Figure 33.4: Heat transfer in the mold and secondary cooling zone and the formation of solid shell. Mushy zone and liquid core can also be seen