

Empfohlen
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Soldadura 2013 1
Ähnlich wie Soldadura 2013 1 (20)
Soldadura 2013 1
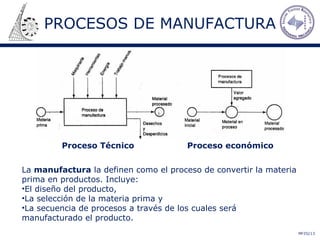
- 1. PROCESOS DE MANUFACTURA MFZG/13 Proceso económicoProceso Técnico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: •El diseño del producto, •La selección de la materia prima y •La secuencia de procesos a través de los cuales será manufacturado el producto.
- 4. SOLDADURA PROCESOS Y EQUIPOS PARA UNIR Aunque algunos productos se hacen de un solo componente, casi todos se ensamblan con componentes que fueron fabricados como piezas individuales. Aun los productos relativamente sencillos consisten en al menos dos piezas distintas unidas por medio de varios métodos. La unión es un término genérico que cubre procesos como soldadura, latonado (soldadura fuerte), estañado (soldadura suave) y fijación mecánica. Estos procesos son un aspecto importante y necesario de las operaciones de manufactura por las siguientes razones: •Es imposible manufacturar el producto de una sola pieza. •Es más económico fabricar productos en partes y unir después las piezas. •Facilitar el mantenimiento o la reparación •Pueden necesitarse distintas propiedades para los fines funcionales del producto. •Se puede facilitar, y ser menos costoso, el transporte del producto en componentes individuales, y ensamblarlos en la casa o la fábrica del cliente, que transportar el conjunto completo. MFZG/13
- 5. SOLDADURA PROCESOS Y EQUIPOS PARA UNIR De acuerdo a la última clasificación de la Sociedad Americana de Soldadura (AWS), los procesos de unión entran en tres categorías principales: soldadura, unión adhesiva y sujeción mecánica. A su vez, los procesos de soldadura se dividen en tres categorías básicas: soldadura de fusión, soldadura en estado sólido y soldadura fuerte y blanda. MFZG/13
- 6. SOLDADURA PROCESOS Y EQUIPOS PARA UNIR MFZG/13
- 7. SOLDADURA TIPOS DE UNIONES Y JUNTAS La elección de un proceso de unión depende de varios factores: •La aplicación •El diseño de la unión •Los materiales que intervienen •Las formas de los componentes que se van a unir, sus espesores y sus tamaños Entre otras operaciones están la colocación de la unión en el producto, la cantidad de componentes individuales que se manejan, la destreza requerida del operador y los costos de equipo y mano de obra. MFZG/13
- 9. SOLDADURA SOLDADURA POR FUSIÓN Proceso de unión que produce coalescencia de los materiales por calentamiento a la temperatura de soldadura, con o sin aplicación de presión y con o sin uso de metal de relleno. APLICACIÓN E IMPORTANCIA Proceso de fabricación de piezas metálicas de amplio uso a nivel industrial, también es usado para ensamblaje y como proceso de mantenimiento de diferentes tipos de aleaciones y piezas. MFZG/13
- 10. MFZG/11 SOLDADURA TIPOS DE SOLDADURA POR FUSIÓN
- 11. SOLDADURA SOLDADURA POR ARCO Y METAL PROTEGIDO En la soldadura con arco, desarrollada a mediados del siglo XIX, el calor que se requiere se obtiene de la energía eléctrica. El proceso puede implicar un electrodo consumible o uno no consumible (varilla o alambre). Se produce un arco entre la punta del electrodo y la de la pieza que se va a soldar, mediante una fuente de alimentación de CA o de CD. Este arco produce temperaturas mucho mayores que las que se desarrollan en la soldadura con oxígeno y combustible gaseoso. MFZG/13
- 12. SOLDADURA SOLDADURA POR ARCO Y METAL PROTEGIDO La soldadura con arco y metal protegido (SMAW) es uno de los procesos de unión más antiguos, sencillos y versátiles. El arco eléctrico se genera tocando la pieza con la punta de un electrodo recubierto y retirándola con rapidez a la distancia suficiente para mantener el arco. Los electrodos tienen la forma de una varilla delgada y larga, por lo que este proceso se denomina también soldadura con varilla. MFZG/13
- 14. SOLDADURA SOLDADURA OXICOMBUSTIBLE La soldadura con oxígeno y combustible gaseosos, o soldadura de oxicombustible, es un término general para describir cualquier proceso de soldadura que use un gas combustible con oxígeno para producir una llama. El proceso más común de soldadura con gas emplea el combustible acetileno; se conoce como soldadura con oxiacetileno y se usa mucho para fabricación de lámina metálica estructural, carrocerías de automóviles y diversos trabajos de reparación. MFZG/13
- 16. SOLDADURA SOLDADURA OXICOMBUSTIBLE Los metales de aportación se usan para suministrar material adicional a la zona de soldadura durante la operación. Se consiguen en varillas o alambres de metales compatibles con los que se van a soldar. Estas varillas de aportación consumibles pueden ser desnudas o estar cubiertas con un fundente. El objeto del fundente es retardar la oxidación de las superficies de las piezas que se sueldan, generando una protección gaseosa en torno a la zona de soldadura. Además, el fundente ayuda a disolver y eliminar óxidos y otras sustancias en la pieza, por lo que contribuye a la formación de una unión más resistente. La escoria que se forma protege al régulo o gota de metal fundido contra la oxidación, al enfriarse. Metales de aportación MFZG/13
- 17. SOLDADURA SOLDADURA OXICOMBUSTIBLE La llama es la fuente de calor para fundir los metales en la unión. Tipos de llamas A una relación de uno a uno, cuando no hay exceso de oxígeno, se considera que se produce una llama neutra. Si la relación de oxígeno es descendente, la llama es reductora o carburante. La temperatura de una llama reductora, que contiene exceso de acetileno, es menor, por lo que es adecuada para las aplicaciones que requieran poco calor, como por ejemplo la soldadura fuerte y blanda, y el endurecimiento a la llama. Con mayor suministro de oxígeno, ésta se transforma en una llama oxidante. Esta llama es perjudicial, en especial para los aceros, porque los oxida. Sólo es preferible la llama oxidante en la soldadura de cobre y sus aleaciones, porque en estos casos se forma una capa protectora delgada de escoria sobre el metalfundido. MFZG/13
- 18. SOLDADURA SOLDADURA OXICOMBUSTIBLE Tipos de llamas En la soldadura con oxígeno y combustible gaseosos se pueden usar otros gases, como hidrógeno y metilacetileno o propadieno. Las temperaturas obtenidas con estos gases con bajas, y en consecuencia se usan para soldar: metales con bajos puntos de fusión, como plomo, y piezas delgadas y pequeñas. MFZG/13
- 19. SOLDADURA MIG MAG La soldadura MAG (Gas metal arc welding) es un tipo de soldadura que utiliza un gas protector químicamente activo (dióxido de carbono, argón más dióxido de carbono o argón más oxígeno). El material de aporte tiene forma de varilla muy larga y es suministrado continuamente y de manera automática por el equipo de soldadura. Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede usar para soldar aceros inoxidables ni aluminio o aleaciones de aluminio. Es similar a la soldadura MIG (soldadura por arco con gas inerte), se distinguen en el gas protector que emplean. Es más barata que la soldadura MIG debido al menor precio de gas que utiliza. SOLDADURA POR ARCO, METAL Y GAS MFZG/13
- 20. SOLDADURA Aptitud de los metales y aleaciones a ser unidos por soldadura bajo determinadas condiciones para ejecutar una construcción o estructura. Metalúrgica Estudia las modificaciones físico-químicas de la soldadura. Operatoria Estudia las dificultades de su realización. Constructiva o global Estudia las propiedades o condiciones que debe cumplir una unión soldada para emplearse en una determinada construcción y trabaje bajo las condiciones requeridas. SOLDABILIDAD MFZG/13
- 21. SOLDADURA Las zonas de una junta de soldadura son: •El metal base (A) •La zona afectada por el calor (ZAC) (B) •El depósito de soldadura (C) La metalurgia de estas zonas dependen de las características del metal base, el metal de aporte y el proceso de soldadura utilizado. (A) (B) (C) ZONAS EN LA JUNTA SOLDADA MFZG/13
- 22. SOLDADURA Metal base Material de la construcción no afectado por la operación de la soldadura. Su composición química y estructura corresponden completamente a los del material original. ZAC (Zona Afectada por el Calor) Zona de transición que se compone del metal base. Sufre procesos térmicos que han conducen a transformaciones estructurales. Estas transformaciones son de gran importancia durante el proceso de soldadura, porque generalmente determinan la aparición de fisuras y otro tipo de defectos. Depósito de soldadura Metal fundido por la operación de soldeo. Constituido por el metal de aporte y el metal base que se ha solidificado partiendo del estado líquido. Sufre transformaciones de orden químico y estructural. ZONAS EN LA JUNTA SOLDADA
- 23. Velocidad de Enfriamiento Espesor de la junta Geometría de la junta Composición Química Rápida Fases Duras y frágiles Lenta Fases Suaves Precalentamiento Reduce tensiones en la ZAC Facilita difusión del hidrógeno Disminuye la porosidad SOLDADURA PRECALENTAMIENTO MFZG/11
- 24. En los procesos de soldadura se producen en las piezas tendencias a dilatarse y a contraerse, por la aplicación de calor y luego un enfriamiento. SOLDADURA CONTROL DE TENSIONES, DEFORMACIONES Y CONCENTRACIONES DE ESFUERZOS EN LA SOLDADURA MFZG/13
- 25. Si la soldadura es rígida, no habrá posibilidades de expandirse o contraerse, por lo cual se generan tensiones internas en la pieza. Si la soldadura es parcialmente rígida, se presentaran deformaciones en las áreas libres. Así mismo se deben considerar la distribución de los esfuerzos a través de la junta de la soldadura, sobre todo en equipos que operan bajo cargas dinámicas. En vista de lo anterior, a la hora de diseñar un procedimiento de soldadura se debe tomar en consideración ciertas reglas para controlar estos efectos. SOLDADURA CONTROL DE TENSIONES, DEFORMACIONES Y CONCENTRACIONES DE ESFUERZOS EN LA SOLDADURA MFZG/13
- 26. • Evitar aplicación excesiva de soldadura. • Realizar adecuada preparación de bordes. SOLDADURA CONTROL DE TENSIONES Y DEFORMACIONES EN LA SOLDADURA MFZG/13
- 27. • Reducir el número de pasadas. • Soldar lo más próximo al eje neutro. SOLDADURA CONTROL DE TENSIONES Y DEFORMACIONES EN LA SOLDADURA MFZG/13
- 28. • Uso de cordones intermitentes. SOLDADURA CONTROL DE TENSIONES Y DEFORMACIONES EN LA SOLDADURA MFZG/13
- 29. • Separar las piezas antes de soldar. • Situar partes fuera de posición antes de soldar. SOLDADURA CONTROL DE TENSIONES Y DEFORMACIONES EN LA SOLDADURA MFZG/13
- 30. • Martillado del cordón. • Uso de prensas o dispositivos para mantener la pieza en posición rígida. SOLDADURA CONTROL DE TENSIONES Y DEFORMACIONES EN LA SOLDADURA MFZG/13
- 31. Disminuir los factores que los origina • Geométricos: Evitar cambios bruscos de sección, intersecciones de miembros, refuerzos de cara de la soldadura, etc. • Fabricación: Evita defectos de soldadura como grietas, falta de fusión, falta de penetración, porosidad, etc. • Metalúrgicos: Evitar cambios de propiedades mecánicas del material, fases duras, microestructuras, etc. SOLDADURA CONTROL DE CONCENTRACIONES DE ESFUERZOS EN LA SOLDADURA MFZG/13
- 32. Un punto importante cuando se inspecciona una soldadura es identificar los diversos tipos de discontinuidades que se pueden detectar. En general, una discontinuidad es definida como alguna irregularidad en la naturaleza uniforme de una pieza. En una soldadura el tipo de discontinuidades más comunes son: grietas, porosidades, fusión incompleta, entre otras. Mientras una discontinuidad es alguna característica la cual introduce irregularidad en una estructura uniforme, un defecto es una discontinuidad rechazable, o sea, que puede afectar el comportamiento en servicio de la estructura. Dependiendo del servicio de una pieza, una discontinuidad puede ser o no considerado un defecto. Las discontinuidades pueden ser agrupadas en dos grupos: lineales y no lineales. Las primeras exhiben longitudes mayores a sus anchos y las segundas las mismas dimensiones de longitud y ancho. SOLDADURA DISCONTINUIDADES EN LA SOLDADURA MFZG/13
- 33. Discontinuidad: interrupción de la estructura típica de una soldadura, desde el punto de vista mecánico, metalúrgico o físico. Defecto: discontinuidad rechazable, o sea, producto no cumple con los requisitos mínimos del servicio o por la norma que aplique. Los defectos de soldadura pueden depender: •Proceso de soldadura •Método de inspección •Tipo de soldadura •Diseño de Junta •Material utilizado •Condiciones de trabajo y ambiente SOLDADURA DISCONTINUIDADES EN LA SOLDADURA MFZG/13
- 34. Según la IIW (Instituto Internacional de Soldadura), los defectos se clasifican en series: •Serie 100, Grietas •Serie 200, Porosidades •Serie 300, Inclusiones •Serie 400, Falta de penetración y Falta de fusión •Serie 500, Socavación o solapes •Serie 600, Otros defectos (salpicaduras excesivas, quemaduras, sobre espesor, convexidad, entre otros) SOLDADURA TIPOS DE DEFECTOS Y CAUSAS MFZG/13
- 35. Según la AWS (Asociación Americana de Soldadura), los defectos se clasifican en: •Dimensionales (distorsión, alabeo, preparación/tamaño/perfil/ incorrectos de la soldadura, dimensiones finales incorrectas, refuerzo excesivo de la soldadura) •Relacionadas a la operación de la soldadura (porosidades, inclusiones, falta de fusión/penetración, socavación, grietas, entre otras) •Propiedades mecánicas y químicas de la soldadura ( establecidos en los códigos y especificaciones) •Propiedades del metal base (atribuidos al metal base) SOLDADURA TIPOS DE DEFECTOS Y CAUSAS MFZG/13
- 36. Serie 100. Grietas Es una de las más criticas de las discontinuidades lineales. Esta criticidad tiende a propagarse cuando un esfuerzo es aplicado. Son iniciadas cuando una fuerza aplicada sobre la pieza excede sus resistencia mecánica, la cual puede ser causada durante la soldadura o el servicio. Las grietas se clasifican bajo diferentes criterios, por la temperatura a la cual se producen, en frías y calientes. Las grietas frías ocurre luego que el metal ha enfriado hasta la temperatura ambiente y pueden ser intergranulares y transgranulares. Las grietas calientes usualmente ocurren durante la solidificación y son intergranulares. Según su dirección pueden ser transversales y longitudinales. Las primeras se generan por contracciones longitudinales en la soldadura o en metales de baja ductilidad, las segundas son causadas por contracciones longitudinales en la soldadura o en el servicio. SOLDADURA MFZG/13
- 37. Serie 100. Grietas Grietas longitudinales y transversales Grietas bajo el cordón Grietas en la ZAC SOLDADURA MFZG/13
- 38. Serie 200. Porosidades Discontinuidad tipo cavidad formada por gas atrapado durante la solidificación. Debido a su forma esférica, es considerada la menos critica de las discontinuidades. Hay varios tipos de porosidad; esparcida uniformemente, agrupada, lineal y tipo conducto. Poros distribuidos uniformemente Poros alineados con fisura Poros superficiales aislados Radiografías donde se observan poros alineados y distribuidos SOLDADURA
- 39. Serie 300. Inclusiones Una inclusión es un material sólido extraño, tales como escoria, fundente y óxidos. Pueden ser metálicas y no metálicas. Las inclusiones de escoria ocurren durante la soldadura cuando el fundente queda atrapado en el metal solidificado, generando un área donde no ocurre fusión del metal base o una fusión incompleta. Radiografías donde se observan inclusiones de tungsteno Radiografías donde se observan inclusiones de escoria Inclusiones de escoria superficiales SOLDADURA MFZG/13
- 40. Serie 400. Falta de Fusión Discontinuidad en la cual la fusión del metal base no ocurre. Se asocia con inclusiones de escoria por limpieza insuficiente, o por insuficiencia de concentración de calor. SOLDADURA MFZG/13
- 41. Serie 400. Falta de Penetración Discontinuidad asociada solamente con las soldaduras en ranuras y es una condición donde el material no se extiende a través de todo el espesor de la junta. Es localizada adyacente a la raíz de la soldadura. SOLDADURA MFZG/13
- 42. Serie 500. Socavaciones Discontinuidad que ocurre en el metal base adyacente a la soldadura, cuando no hay suficiente metal de aporte depositado para un adecuado relleno. Causada por velocidad de soldadura excesiva o un calentamiento muy alto. SOLDADURA MFZG/13
- 43. Serie 500. Solapes Discontinuidad que se describe como una cantidad de material soldado que sobresale sobre la base o la raíz de la soldadura. Causada por velocidad de avance lenta y excesivo material de aporte fundido. Ocurren generalmente en soldaduras horizontales. Serie 600. Otros Defectos Convexidad Sobreespesor Salpicaduras SOLDADURA MFZG/13
- 44. SOLDADURA SEGURIDAD EN EL PROCESO DE SOLDADURA MFZG/13