DTS_Standardized Manufacturing (New Template) Rev 4
1. People Process System
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 M13 M14 M15 M16 M17 M18
Degree of Structural/Tech
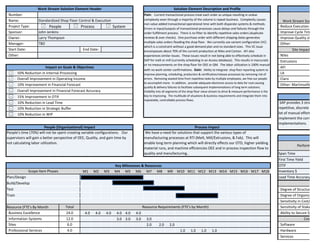
Resource (FTE's By Month
4.0 4.0 4.0 4.0 4.0 4.0
3.0 3.0 3.0 3.0
2.0 2.0 2.0
1.0 1.0 1.0 1.0
Sites
Professional Services
Resource Requirements (FTE's by Month)Total
24.0
12.0
6.0
4.0
Business Excellence
Information Systems Cost Categ
Services
Hardware
Software
Degree of Organizational
Sensitivity in Cost/Benefi
Sensitivity of Stakeholder
Ability to Secure Skilled R
P
Other: Martinsville, Canto
Site Impacts on Sc
Niles
Risk Ca
SAP provides 3 strategies
repetitive, discrete and pr
lot of manual effort and p
implement the correct me
implementations.
Span Time
First Time Yield
OTIF
Inventory $
Lead Time Accuracy
Performance M
Test
Train
Scope Item Phases
10% Reduction in WIP
10% Reduction in Lead Time
Impact on Goals & Objectives
10% Reduction in Strategic Buffer
Other:
10% Improvement in Financial Forecast
Overall Improvement in Operating Income
50% Reduction in Internal Processing
People (Organizational) Impact
People's time (70%) will not be spent creating variable configurations. Our
supervisors will gain a better perspective of OEE, Quality, and gain time by
not calculating labor utilization.
Key Milestones & Resources
Plan/Design
Build/Develop
Process Impact
We have a need for solutions that support the various types of
manufacturing processes at RTI (Melt, Mill/Extrusions, & Fab). This will
enable long term planning which will directly effects our OTD, higher yielding
material runs, and machine efficiencies OEE and in process inspection flow to
quality and manufacturing..
Solution Element Description and Profile
Pain: Current transactional process treat each order as unique resulting in undue
complexity even through a majority of the volume is repeat business. Complexity causes
non value added transactional operational time with both disparate systems & methods.
Errors in input/outputs of transactional processes cause delays and failures through the
order fulfillment process. There is no filter to identify repetitive sales orders (duplicate
reviews & over checks). One purchase order with different shipping dates generates
multiple sales orders flooding the shop floor. We currently use variant configuration (VC)
which is a constraint without a good demand plan and no standard sizes. This VC issue
encompasses about 70% of the current production at Niles and Canton. AFI also
experiences similar issues. These issues result in not being able to effectively schedule in
SAP for melt or mill (currently scheduling in an Access database). This results in inaccurate
or no measurements on the shop floor for OEE or QM. The labor utilization is 100% manual
with no work center confirmations. Gain: Ability to integrate shop floor reporting system to
improve planning, scheduling, production & certification/release processes by removing risk of
errors. Removing wasted time from repetitive tasks by multiple employees, we free our people
to accomplish more. In addition, provide adequate electronic access to data for root causing
quality & delivery failures to facilitate subsequent implementations of long term solutions.
Visibility into all segments of the shop floor value stream to drive & measure performance is the
key to improving. The multitude of situations & business requirements and integrate them into
repeatable, controllable process flows.
Extrusions
AFI
LA
Claro
Overall Improvement in Financial Forecast Accuracy
15% Improvement in OTIF
Work Stream Solution Element Header
Work Stream Scope Val
Reduce Execution Cost
Improve Cycle Time
Improve Quality of Outco
Other:
Owner:
Manager:
Start Date: End Date:
Number:
Name:
Project Type:
Sponsor:
TBD
Standardized Shop Floor Control & Execution
John Jenkins
Larry Thompson
2. Work Stream Scope Number and Name Dependency Description Owner Predcssr. or Sccssr.
Dependencies on Other Solution Element Items/Projects
PredecessorCatrenna PhillipsMaster Data Harmonization/Standardization
DTS.09.05 PRT Planning Demand Planning Laura Hjelm Predecessor
Production Master Data Standardization Larry Thompson Predecessor
Covert RTI to Build to Stock Gary Edwards Predecessor
MDM.06.00 Production Master Data
MDM Multiple
DTS.10.02 Production Order ATP
Other:
Travel
3. uctural/Technical Complexity
?
? ?
High
High
Cost Category Budget
anizational Change
Cost/Benefit Analysis
Stakeholder Buy in
re Skilled Resources
High
High
High
Project ROI Analysis
sville, Canton, APM
pacts on Scope
Risk Category Risk Factor
System Impact
strategies to handle different manufacturing -
rete and process. Using an incorrect method results in a
ffort and processing steps in offline tools. We need to
correct method and create a roadmap for future
ns.
uracy
formance Measure Current
12-18 Mo
Target
? ?
? ?
? ?
?
OTC
DTS
m Scope Value Impact
tion Cost
Time
ty of Outcome
PTP
FTM
Value & Impacts
MDM