
Empfohlen
Weitere ähnliche Inhalte
Andere mochten auch
Üretimde Planlanan Taşıma Sistemleri Projesi
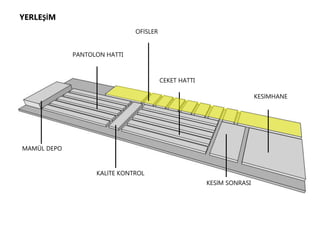
- 1. PANTOLON HATTI MAMÜL DEPO KALİTE KONTROL CEKET HATTI KESİM SONRASI OFİSLER KESİMHANE YERLEŞİM
- 2. HALİ HAZIR İŞLEYİŞ ANA YÖNELİM ARA YÖNELİM KALİTE KONTROL PANTOLON HATTI MAMÜL DEPO
- 3. SORUNLAR .ÜRÜNLERİN MANUEL OLARAK TAŞINMASI .ZAMAN KAYBI .İŞ GÜCÜ KAYBI .DAĞINIK YÖNELİM .SERİ ÜRETİMİN PASİFLEŞTİRİLMESİ .MEVCUT KULLANILABİLİNECEK ALANIN KAYBI/ VERİMLİ KULLANILMAMASI ANALİZ İSTENİLENLER .MALİYET/ZAMAN/KALİTE VERİMİ .VERİMLİ İŞ GÜCÜ/ALAN KULLANIMI .OPERATÖRE DAYALI İŞLEM AKIŞININ DÜZENLENMESİ
- 4. ARAÇ 4 KORİDOR YERİNE TEK KORİDOR KULLANILARAK YÖNELİM VE ZAMAN KAYBI AZALTILIR. KALİTE KONTROL BÖLÜMÜNDE ÇALIŞNALAR YÜZYÜZE VE ARALARINDA KORİDOR OLUŞTURACAK ŞEKİLDE BAKARLAR. BU KORİDOR T HATTININ GEÇİCEĞİ ALANDIR. HER KALİTE KONTROLCU YAPTIĞI İŞİ, 8Lİ DEMET HALİNDE HAZIRLADIĞI ASKI YARDIMIYLA BU HATTA ASAR. T HATTI SÜREKLİ DÖNEN VE 8 DEMETLİ ASKIDA BULUNAN İŞLERİ MAMÜL DEPOYA TAŞIYAN BİR HATTIR.
- 5. ARAÇ . ARA KORİDORLAR YÜZÜNDEN ÇIKAN ZAMAN VE İŞ GÜCÜ KAYBINI TEK VE ANA KORİDORLA VERİMLİ HALE GETİRME . İNSAN GÜCÜ YERİNE, DÜZENLİ VE ÇALIŞANLARIN ZAMANLAMASINA GÖRE AKAN BİR HAT SAYESİNDE DAHA HIZLI MAMÜL DEPOYA GÖNDERİM . TAŞIMA SIRASINDA OPERATÖR HATALARI SEBEBİYLE OLUŞAN DEFORMASYONLARI ENGELLEME . KALİTE KONTROL HATTINDA DÜZEN SAĞLAMA . OLUŞUCAK MALİYET KAYIPLARINI ÖNLEME. (ZAMAN/VERİMLİLİK/İŞ GÜCÜ) .İNSAN GÜCÜNDEN BAĞIMSIZ, İNSAN GÜCÜYLE EŞ ZAMANLI ÇALIŞAN SİSTEM .SON KORİDORDA YERİN ALTINADA YÖNELEBİLİR.
- 6. ÇÖZÜM 1
- 7. ARAÇ OFİS VE PANTOLON 4/5 HATTINDA ÇALIŞANLARIN YEMEKHANEYE GİDİŞ/DAĞILIM YÖNELERİ
- 8. ÇÖZÜM 2 KALİTE KONTROL PANTOLON 3 HATTI MAMÜL DEPO . PANTOLON 3 HATTININ, KALİTE KONTROL HATTIYLA YER DEĞİŞTİRMESİ . BÖYLECE KALİTE KONTROL HATTININ MAMÜL DEPOYA EN YAKIN KONUMA GELMESİ SAĞLANIR.
- 9. ÇÖZÜM 3 . KALİTE KONTROL 2 MAMÜL DEPO KALİTE KONTROL 1