Frezy Atorn Rocktec 65 HRC
•
0 gefällt mir•5 views
Milling parameters for HH endmills
Melden
Teilen
Melden
Teilen
Downloaden Sie, um offline zu lesen

Empfohlen
Empfohlen
More than Just Lines on a Map: Best Practices for U.S Bike Routes
This session highlights best practices and lessons learned for U.S. Bike Route System designation, as well as how and why these routes should be integrated into bicycle planning at the local and regional level.
Presenters:
Presenter: Kevin Luecke Toole Design Group
Co-Presenter: Virginia Sullivan Adventure Cycling AssociationMore than Just Lines on a Map: Best Practices for U.S Bike Routes
More than Just Lines on a Map: Best Practices for U.S Bike RoutesProject for Public Spaces & National Center for Biking and Walking
Weitere ähnliche Inhalte
Empfohlen
More than Just Lines on a Map: Best Practices for U.S Bike Routes
This session highlights best practices and lessons learned for U.S. Bike Route System designation, as well as how and why these routes should be integrated into bicycle planning at the local and regional level.
Presenters:
Presenter: Kevin Luecke Toole Design Group
Co-Presenter: Virginia Sullivan Adventure Cycling AssociationMore than Just Lines on a Map: Best Practices for U.S Bike Routes
More than Just Lines on a Map: Best Practices for U.S Bike RoutesProject for Public Spaces & National Center for Biking and Walking
Empfohlen (20)
How to Prepare For a Successful Job Search for 2024
How to Prepare For a Successful Job Search for 2024
Social Media Marketing Trends 2024 // The Global Indie Insights
Social Media Marketing Trends 2024 // The Global Indie Insights
Trends In Paid Search: Navigating The Digital Landscape In 2024
Trends In Paid Search: Navigating The Digital Landscape In 2024
5 Public speaking tips from TED - Visualized summary
5 Public speaking tips from TED - Visualized summary
Google's Just Not That Into You: Understanding Core Updates & Search Intent
Google's Just Not That Into You: Understanding Core Updates & Search Intent
The six step guide to practical project management
The six step guide to practical project management
Beginners Guide to TikTok for Search - Rachel Pearson - We are Tilt __ Bright...
Beginners Guide to TikTok for Search - Rachel Pearson - We are Tilt __ Bright...
Unlocking the Power of ChatGPT and AI in Testing - A Real-World Look, present...
Unlocking the Power of ChatGPT and AI in Testing - A Real-World Look, present...
More than Just Lines on a Map: Best Practices for U.S Bike Routes
More than Just Lines on a Map: Best Practices for U.S Bike Routes
Ride the Storm: Navigating Through Unstable Periods / Katerina Rudko (Belka G...
Ride the Storm: Navigating Through Unstable Periods / Katerina Rudko (Belka G...
Good Stuff Happens in 1:1 Meetings: Why you need them and how to do them well
Good Stuff Happens in 1:1 Meetings: Why you need them and how to do them well
Frezy Atorn Rocktec 65 HRC
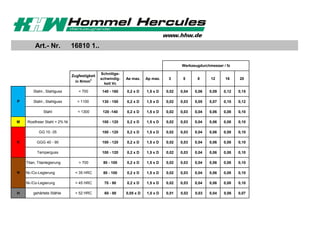
- 1. Art.- Nr. 16810 1.. Zugfestigkeit in N/mm2 Schnittge- schwindig- keit Vc Ae max. Ap max. 3 5 8 12 16 20 Stahl-, Stahlguss < 700 140 - 160 0,2 x D 1,5 x D 0,02 0,04 0,06 0,09 0,12 0,15 Stahl-, Stahlguss < 1100 130 - 150 0,2 x D 1,5 x D 0,02 0,03 0,05 0,07 0,10 0,12 Stahl < 1300 120 -140 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 P Werkzeugdurchmesser / fz Stahl < 1300 120 -140 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 M Rostfreier Stahl < 2% Ni 100 - 120 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 GG 10 -35 100 - 120 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 GGG 40 - 90 100 - 120 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 Temperguss 100 - 120 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 Titan, Titanlegierung > 700 80 - 100 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 Ni-/Co-Legierung < 35 HRC 80 - 100 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 Ni-/Co-Legierung < 45 HRC 70 - 90 0,2 x D 1,5 x D 0,02 0,03 0,04 0,06 0,08 0,10 H gehärtete Stähle < 52 HRC 60 - 80 0,05 x D 1,0 x D 0,01 0,02 0,03 0,04 0,06 0,07 N K
- 2. Art.- Nr. 16810 3.. Zugfestigkeit in N/mm2 Schnittge- schwindig- keit Vc Ae max. Ap max. 3 5 8 12 16 20 P Stahl > 1400 160 - 200 0,2 x D 1,5 x D 0,02 0,04 0,08 0,10 0,11 0,12 Hartguss 120 - 140 0,05 x D 1,0 x D 0,02 0,03 0,06 0,08 0,09 0,10 gehärtete Stähle < 52 HRC 120 - 140 0,05 x D 1,0 x D 0,02 0,03 0,06 0,08 0,09 0,10 Werkzeugdurchmesser / fz gehärtete Stähle > 52 HRC 100 - 120 0,03 - 0,05 x D (max. 1,0 x D 0,015 0,025 0,05 0,06 0,07 0,08 gehärtete Stähle > 58 HRC 90 - 100 0,03 - 0,05 x D (max. 1,0 x D 0,015 0,025 0,05 0,06 0,07 0,08 gehärtete Stähle < 65 HRC 80 - 90 0,03 - 0,05 x D (max. 1,0 x D 0,015 0,025 0,05 0,06 0,07 0,08 Die angebenen Richtwerte sind der Werkstückaufspannung und den Maschinenverhältnissen anzupassen H