1. Production of rare earth oxides
Assessment of the environmental impacts in two Chinese mines
Dissertation for the Master of Science in
Environmental Systems Engineering
Aländji BOUORAKIMA
Supervisor: Julia STEGEMANN
University College London
Department of Civil, Environmental & Geomatic Engineering
London, United Kingdom, September 2011
3. Abstract
The recent interest in environmental friendly technologies has created a significant
increase in the demand of rare earths. Rare earths are indeed used in many applications
(e.g. car electric batteries, rechargeable batteries, energy saving light bulbs) because of
their specific properties. As such, it was interesting to shed a light on the environmental
cost of producing these rare earths.
Thus, this study aims at determining the different environmental impacts from
producing rare earth. It appraises the impacts from the mining of virgin ore until the
production of rare earth oxides (which is the most commonly used and produced form of
rare earth). This study focuses on two Chinese deposits (Bayan Obo and Maoniuping) that
account for 70% of the world production of rare earths.
After two literature reviews describing firstly the rare earth market and then the
processes used in the two deposits, the emphasis is laid on the life cycle assessment
methodology. Based on both data collected in the literature reviews and personal
estimations, the life cycle assessment is carried out using a standardised methodology.
As a result, the environmental impacts of producing rare earth oxide are assessed
regarding the following categories: global warming, acidification, eutrophication,
radioactive waste generation, land use and toxicity in wastewaters.
To conclude, on the one hand this study provides an extensive analysis of rare
earths in general, then it describes in detail the two biggest mines presently in operations.
On the other hand, the life cycle assessment methodology provides results concerning six
different impact categories. These results are potentially generalizable since it appraises
generic processes to this industry. This study can be useful to whoever is trying to
measure the environmental impacts of a product that contains rare earth oxides.
Keywords: rare earths, rare earth oxide, life cycle assessment, Chinese rare earths,
Bayan Obo, Baotou, Maoniuping, environmental impacts.
3
5. Acknowledgement
I would like to thank Julia Stegemann whose help was invaluable to me. She gave
me the proper advices at the proper times and helped me to design this study from the
beginning to the end. Thanks to her, I have enjoyed carrying out this study.
I also would like to express my thanks to Marie for her support.
5
7. Table of contents
1.
Introduction ....................................................................................................... 15
1.1.
Background information............................................................................. 15
1.2.
Aim of the study ......................................................................................... 16
1.3.
Objectives ................................................................................................... 16
1.4.
Approach .................................................................................................... 16
2.
Information on rare earth elements.................................................................... 17
2.1.
How rare are rare earths? ............................................................................ 17
2.2.
Description of the main rare earth minerals ............................................... 18
2.3.
Description of the rare earth reserves ......................................................... 22
2.4.
Historical production of rare earth oxide.................................................... 22
2.5.
Description of the main applications of the rare earth elements ................ 24
3.
Production of rare earth elements ...................................................................... 27
3.1.
World production of rare earth elements .................................................... 27
3.2.
Chinese production of rare earths ............................................................... 27
3.3.
Prospective other productions .................................................................... 30
4.
Scope refining.................................................................................................... 32
5.
Bayan Obo deposit ............................................................................................ 32
5.1.
Description of the deposit........................................................................... 32
5.2.
Composition of the original ore.................................................................. 32
5.3.
Description of the beneficiation process .................................................... 32
5.4.
Composition of the mixed rare earth concentrate....................................... 34
5.5.
Processing of the mixed rare earth concentrate .......................................... 34
5.6.
Obtaining of rare earth oxides .................................................................... 34
6.
Maoniuping deposit ........................................................................................... 37
6.1.
Description of the deposit........................................................................... 37
6.2.
Composition of the original ore.................................................................. 38
6.3.
Description of the beneficiation process .................................................... 38
6.4.
Processing of the mixed rare earth concentrate .......................................... 40
6.5.
Obtaining of rare earth oxides .................................................................... 40
7.
Life cycle assessment methodology .................................................................. 42
8.
Goal definition and scope .................................................................................. 42
8.1.
Goal of the life cycle assessment................................................................ 42
8.2.
Level of specificity ..................................................................................... 43
7
8. 8.3.
Display of results ........................................................................................ 43
8.4.
Scope of the life cycle assessment.............................................................. 43
8.5.
Guideline to life cycle assessment methodology........................................ 43
9.
Process Modelling: ............................................................................................ 43
9.1.
Bayan Obo deposit ..................................................................................... 43
9.2.
Maoniuping deposit .................................................................................... 51
10.
Life Cycle inventory ........................................................................................ 57
10.1.
Input of chemicals, energy and explosives ............................................... 57
10.2.
Air emissions ............................................................................................ 57
10.3.
Output of wastes and chemicals ............................................................... 57
11.
Life Cycle Impact Assessment ........................................................................ 62
11.1.
Global Warming ....................................................................................... 62
11.2.
Acidification ............................................................................................. 63
11.3.
Eutrophication .......................................................................................... 64
11.4.
Radioactive waste generation ................................................................... 64
11.5.
Land use ................................................................................................... 65
11.6.
Toxic chemical discharge in wastewater .................................................. 65
12.
Life Cycle Interpretation ................................................................................. 67
12.1.
Identification of the significant issues ...................................................... 67
12.2.
Completeness, sensitivity and consistency of data ................................... 68
12.3.
Conclusions of the life cycle assessment.................................................. 70
13.
Conclusion ....................................................................................................... 74
8
9. List of figures
Figure 1: Relative abundance of chemical elements in the Earth's crust (Haxel 2002).....17
Figure 2: Concentrations of rare earth elements in the Earth’s crust (Tyler 2004) ...........18
Figure 3: Contents of the main rare earth elements in bastnaesite for two mines
(Kingsnorth 2010) .............................................................................................19
Figure 4: Contents of the main rare earth elements in monazite for three deposits
(Kingsnorth 2010) .............................................................................................20
Figure 5: Contents of the main rare earth elements in xenotime (Kingsnorth 2010) ........20
Figure 6: Contents of the main rare earth elements in Chinese ionic clays (Kingsnorth
2010) ..................................................................................................................21
Figure 7: Breakdown of the economically viable rare earth resource (USGS 2011) ........22
Figure 8: Global production of rare earth oxide (USGS 2010) .........................................23
Figure 9: World production of rare earth oxides from 1950 to 2000 (Haxel 2002) ..........23
Figure 10: Global rare earth consumption in 2006 (Roskill 2007) ....................................24
Figure 11: Global production of rare earth oxides in 2010 (USGS 2011) .........................27
Figure 12: Breakdown of rare earth oxide-content at Bayan Obo (Crédit Suisse 2011) ...28
Figure 13: Bastnaesite content of rare earth elements at Maoniuping (Spooner 2005) .....29
Figure 14: Ionic clay content of rare earth elements at Longnan (Crédit Suisse 2011).....29
Figure 15: Distribution of the Chinese production of rare earths in 2010 .........................30
Figure 16: Composition by weight of the mixed bastnaesite-monazite concentrate
(Wang et al. 2002) .............................................................................................34
Figure 17: Composition of a tonne of rare earth oxides produced from Bayan Obo ore
(Spooner 2005) ..................................................................................................37
Figure 18: Composition of the ore in Maoniuping’s mineral (Zhu et al. 2000) ................38
Figure 19: Composition of a tonne of rare earth oxides produced from Maoniuping ore
(Spooner 2005) ..................................................................................................40
Figure 20: Beneficiation process in Bayan Obo for one tonne of original rock ................47
Figure 21: Beneficiation process in Maoniuping for one tonne of original rock...............51
Figure 22: Separation factor of rare earths in the Ln(III)-HCl-EHEHPA system (Sato
1989) ..................................................................................................................83
Figure 23: Separation flowsheet for bastnasite (Yan et al. 2006) ......................................83
Figure 24: Relative proportion of light rare earth elements in Bayan Obo concentrate
(Spooner 2005) ..................................................................................................85
Figure 25: Relative proportion of light rare earth elements in Maoniuping concentrate...87
9
10. List of tables
Table 1: Categorisation of rare earth elements (Hedrick 2010) ........................................... 15
Table 2: Beneficiation process in Bayan Obo...................................................................... 33
Table 3: Processing of mixed rare earth concentrate in Bayan Obo .................................... 35
Table 4: Separation and refining processes in Bayan Obo .................................................. 36
Table 5: Beneficiation process in Maoniuping .................................................................... 39
Table 6: Processing of rare earth concentrate in Maoniuping ............................................. 41
Table 7: Summary of the mining and comminution processes modelling........................... 46
Table 8: Summary of the beneficiation modelling .............................................................. 46
Table 9: Summary of the stoichiometric coefficients in Bayan Obo ................................... 50
Table 10: Summary of the beneficiation modelling in Maoniuping .................................... 53
Table 11: Summary of the mining and comminution processes modelling in Maoniuping 53
Table 12: Summary of the stoichiometric coefficients in Maoniuping ............................... 56
Table 13: Required inputs for the different stages ............................................................... 58
Table 14: Emission to the air during processes in Bayan Obo ............................................ 59
Table 15: Outputs discharged .............................................................................................. 59
Table 16: Impact indicator for global warming ................................................................... 62
Table 17: Impact indicator for acidification ........................................................................ 63
Table 18: Impact indicator for eutrophication ..................................................................... 64
Table 19: Impact indicator for radioactive waste generation............................................... 64
Table 20: Impact indicator for land use ............................................................................... 65
Table 21: Impact indicator for toxicity in wastewater ......................................................... 66
Table 22: Assumptions analysis........................................................................................... 69
Table 23: Calculation of the chemical inputs for Bayan Obo .............................................. 88
Table 24: Calculation of the chemical outputs for Bayan Obo ............................................ 89
Table 25: Calculation of the chemical inputs for Maoniuping ............................................ 91
Table 26: Calculation of the chemical outputs for Maoniuping .......................................... 92
Table 27: CO2 emissions for mining operations ................................................................. 94
Table 28: CO2 emissions from electricity use ..................................................................... 94
Table 29: Calculation of the SO2 emissions ........................................................................ 95
Table 30: Acidification potential characterisation factors (Azapagic 2011) ....................... 95
Table 31: Acidification potential of different chemicals ..................................................... 95
Table 32: Eutrophication potential characterisation factors (Azapagic 2011)..................... 96
Table 33: Eutrophication potential of different chemicals .................................................. 96
10
11. Table 34: Activity in waste slag........................................................................................... 97
Table 35: Activity in wastewater ......................................................................................... 97
11
15. 1. Introduction
1.1. Background information
Rare earth elements (abbreviated as REE, also called rare earth metals) are a group
of 17 chemical elements. They are all part of the third column of the periodic table and
possess therefore similar chemical and physical features (Hedrick 2000).
They are divided into two groups: light REEs and heavy REEs.
Table 1 gives information on REEs and the group to which they belong.
Table 1: Categorisation of rare earth elements (Hedrick 2010)
Chemical
element
Abbreviation
Atomic
Number
Category
Scandium
Sc 21 None 1
Lanthanum
La 57
Cerium
Ce 58
Praseodymium
Pr 59
Neodymium
Nd 60
Light REEs
Promethium
Pm 61
Samarium
Sm 62
Europium
Eu 63
Gadolinium
Gd 64
Yttrium
Y 39
Terbium
Tb 65
Dysprosium
Dy 66
Holmium
Ho 67
Heavy REEs
Erbium
Er 68
Thulium
Tm 69
Ytterbium
Yb 70
Lutetium
Lu 71
1
Scandium has physical properties that make it impossible to classify as either light
15
16. REEs have become topical because they are found in many technological
applications of daily life and notably many green technologies such as wind turbines,
recyclable batteries, electric vehicles or compact fluorescent lamps (see 2.5).
Since these elements are common in modern life, this report considers the impacts
of extracting and producing REEs.
REEs exist in several forms (rare earth chlorides, metals, carbonates, oxides, etc.).
However, only rare earth oxides (and rare earth metal to a lesser extent) are of interest for
industrial applications (Kingsnorth 2010).
1.2. Aim of the study
The aim of this study is to assess some of the environmental impacts related to the
production of rare earth oxides (REOs).
1.3. Objectives
The objectives of this study are as follows:
- describe precisely the rare earth market (e.g. production, applications)
- select the most representative mines
- refine the scope of the study
- develop a model representing the processes taking place in these mines
- determine a suitable method for measuring the impacts
- assess both quantitatively and qualitatively the environmental impacts
1.4. Approach
In order to complete the objectives, the study was decomposed into several parts.
Firstly, an extensive literature review was carried out with the aim of collecting
information on REEs, their minerals, the REE market and their applications. Based on this
literature review, it was possible to define the scope of the study and single out two mines
for the next step.
Secondly a further literature review was conducted to describe and understand the
processes to produce REO. This second literature review was used to help build models
representing these processes.
Thirdly, life cycle assessment was applied to the models developed in the previous
section using data extracted from the literature.
Finally, the results were discussed.
16
17. 2. Information on rare earth elements
2.1. How rare are rare earths?
Although they are called rare earths, some of these elements are quite abundant in
the Earth’s crust (Ce is the 25th most abundant elements in the Earth’s crust) and the
scarcest of them (Tm and Lu) are even 200 times more abundant than gold (Hedrick 2000;
Haxel 2002).
One REE, promethium, is a radioactive element with a half-life of 17.7 years for its
main isotope. As a result, it does not exist naturally.
Figure 1 and Figure 2 illustrate the abundance of REEs both relatively to other
elements and quantitatively.
Figure 1: Relative abundance of chemical elements in the Earth's crust (Haxel 2002)
17
18. 70
Concentration
in
the
Earth's
crust
(ppm)
60
50
40
30
20
10
0
Figure 2: Concentrations of rare earth elements in the Earth’s crust (Tyler 2004)
2.2. Description of the main rare earth minerals
According to Kanazawa and Kamitani, around 200 different types of rare earth
minerals have been reported (Kanazawa and Kamitani 2006). However, in practice, the
extraction of REEs relies primarily on four different minerals:
• Bastnaesite
• Monazite
• Xenotime
• Ion adsorption clays
This is notably due to their high contents of REO. These four minerals account for
90% of economic production of REEs (Roskill 2007).
2.2.1. Bastnaesite
Bastnaesite is a fluorocarbonate with the following formula: ReFCO32. The grade of
REES in bastnaesite is up to 75%3.
Bastnaesite is the primary source of light REO (primarily lanthanum, cerium,
praseodymium and neodymium oxides) and accounts for more than 80% of the overall
amount of REO in the world (Kanazawa and Kamitani 2006; Roskill 2007; Naumov
2008).
Figure 3 illustrates the abundance of the main REEs in bastnaesite.
2
From this point on, the symbol Re represents a rare earth atom.
3
The grade of a mineral is defined as the mass fraction of the REEs in the ore.
18
19. %
among
rare
earth
elementss
in
60
USA,
Moutain
Pass
China,
Baiyun
Obo
50
40
bastnaesite
30
20
10
0
Lanthanum
Cerium
Praseodymium
Neodymium
Figure 3: Contents of the main rare earth elements in bastnaesite for two mines (Kingsnorth 2010)
2.2.2. Monazite
Monazite is a rare earth phosphate that contains up to 70% REEs (formula: RePO4).
With bastnaesite, it represents the most important source of light REEs. Until 1965,
monazite was the main source of REEs.
It was historically produced as a by-product of sand exploitation. However,
nowadays, the production of REEs from monazite has been considerably reduced because
of radioactivity caused by thorium and radium impurities (ThO2 has a concentration of
6-7% in monazite produced from mineral sand operations) (Roskill 2007; Naumov 2008;
Kingsnorth 2010).
Figure 4 illustrates the abundance of the main REEs in monazite.
19
20. 50
%
among
rare
earth
elements
in
monazite
45
Mt
Weld,
Australia
India
40
Guandong,
China
35
30
25
20
15
10
5
0
Lanthanum
Cerium
Praseodymium
Neodymium
Samarium
Figure 4: Contents of the main rare earth elements in monazite for three deposits (Kingsnorth 2010)
2.2.3. Xenotime
Xenotime is a phosphate which is composed primarily of yttrium (YPO4). This
mineral contains generally around 55% of REO. Moreover, it contains a particularly high
rate of heavy REEs which makes it valuable.
This mineral occurs usually in rocks that also contain uranium and thorium.
Historically, it was produced as a by-product of tin mining in Malaysia, Indonesia and
Thailand (Alex et al. 1998; Roskill 2007)
Figure 5 illustrates the abundance of the main REEs in xenotime.
70
%
among
rare
earths
in
xenotime
Lahat
Perak,
Malaysia
60
Guangdong,
China
50
40
30
20
10
0
Figure 5: Contents of the main rare earth elements in xenotime (Kingsnorth 2010)
20
21. 2.2.4. Ion Adsorption Clays
These minerals are peculiar to the Jiangxi province of southern China. They are the
result of the weathering of two minerals: xenotime and apatite.
Although they have a very small content of REEs (0.05% to 0.2%) (Kanazawa and
Kamitani 2006), these clays are particularly interesting because they contain relatively
high contents of heavy REEs compared to other rare earth minerals. (Roskill 2007;
Kingsnorth 2010).
Another advantage of these minerals is that they can be easily mined and
processed4. Besides, they contain very few radioactive elements (Kanazawa and Kamitani
2006).
However, as illustrated in the following figure, even though they come from the
same geographical area, their contents of REEs vary significantly.
Figure 6 illustrates the abundance of the main REEs in ionic clays.
70
Xunwu,
Jiangxi,
China
%
among
rare
earths
in
ionic
clays
60
Lognan,
Jiangxi,
China
50
40
30
20
10
0
Figure 6: Contents of the main rare earth elements in Chinese ionic clays (Kingsnorth 2010)
4
The processing of ion adsorption clays does not require any milling and REOs are
produced by a simple method (Kanazawa and Kamitani 2006).
21
22. 2.3. Description of the rare earth reserves
In 2011, it was estimated that the total recoverable resource amounts approximately
140 Mt (USGS 2011).
The economically viable reserves of REEs are summarised in Figure 7.
Australia
Brazil
1.6
Mt
48,000
t
1%
0%
United
States
Other
countries
13
Mt
22
Mt
12%
19%
Malaysia
30,000
t
China
0%
55
Mt
48%
India
3.1
Mt
3%
Commonwealth
of
Independent
States
19
Mt
17%
Figure 7: Breakdown of the economically viable rare earth resource (USGS 2011)
2.4. Historical production of rare earth oxide
REOs were first produced in the 1880s with the mining of monazite in Sweden and
Norway. Their first industrial application was in the Welsbach incandescent lamp mantle
in 1884. The production of REOs in the USA began in 1903 with the mining of monazite
in South Carolina.
Over the first half of the last century, the production remained quite low. It then
increased due to the discovery of new applications such as catalysts to crack crude oil into
petroleum.
Until the 1960s, the production of REEs from placer monazite took mainly place in
the southeast of the USA. It was then abandoned due to its high content of thorium
(Hedrick 2000).
Then, the production moved to a major deposit located at Mountain Pass,
California. This mine was in operation from 1965 until the mid 1990s and over this period
only bastnaesite was processed in Mountain Pass. At Mountain Pass, the reserves of REEs
are still over 20 million tonnes with an average grade of rare earth minerals of 8.9%
(Castor and Hedrick 2006).
Through the 1990s, China’s exports grew importantly causing American production
to be undercut. Most of the Chinese production comes from Bayan Obo deposit (Inner
Mongolia, China) which represents the largest known REE resource in the world. In this
22
23. mine, both bastnaesite and monazite are processed (Castor and Hedrick 2006; Hurst
2010).
Figure 8 illustrates the growth in the production of REOs over the 20th century.
160,000
140,000
120,000
Production
(tonne)
100,000
80,000
60,000
40,000
20,000
0
1900
1910
1920
1930
1940
1950
1960
1970
1980
1990
2000
Figure 8: Global production of rare earth oxide (USGS 2010)
Figure 9 illustrates the great periods of REE exploitation from 1950.
Figure 9: World production of rare earth oxides from 1950 to 2000 (Haxel 2002)
23
24. 2.5. Description of the main applications of the rare earth elements
This section is entirely based on the two following works:
- Roskill 2007
- Schüler et al. 2011
Figure 10 describes the world demand of REEs in 2006.
Other
8%
Phosphors
9%
Catalyst
21%
Magnets
20%
Glass,
Polishing,
Ceramics
25%
Metal
Alloys
17%
Figure 10: Global rare earth consumption in 2006 (Roskill 2007)
2.5.1. Magnets
There are two main kinds of rare earth magnets: neodymium-iron-boron magnets
and samarium-cobalt magnets. Neodymium-iron-boron (Nd2Fe14B) magnets are the
strongest available magnets. In addition to neodymium, they comprise other REEs:
praseodymium (30% the amount of neodymium) and dysprosium (3% the amount of
neodymium).
This market is growing very quickly since its average annual growth was 25%
between 1986 and 2006. This growth is driven by three main applications: electric motors
for hybrid and electric vehicles, generators in wind turbines and computer hard disks.
Moreover, several other applications requires neodymium magnets such as:
- loudspeakers, earphones and microphones
- MRIs scanners
- electric bicycles
24
25. 2.5.2. Catalyst
REEs are used as catalysts in the automobile industry, petroleum refinery and
chemical processing. REEs are use for the following applications:
- automotive catalysts and diesel additives (cerium)
- fluid cracking catalyst for the petroleum industry (cerium, lanthanum)
In the automobile industry, cerium is used to:
- reduce nitrogen oxide into nitrogen and water
- oxide CO to CO2
2.5.3. Glass, polishing, ceramics
2.5.3.1. Glass polishing
Thanks to its specific properties of physical and chemical abrasion cerium is
massively used to produce high-quality glass for the following markets:
- mirrors
- televisions and monitors
- panel displays
- glass platters in hard disks
This sector represents 13% of the global REE consumption. Its growth rate follows
that of plasma displays, LCDs and computer monitors.
2.5.3.2. Glass additives
REEs are used as glass additives for the following applications:
- colouring of glass (cerium for yellow and brown, neodymium for red,
erbium for pink)
- decolouring of glass (cerium)
- UV-resistant glass (e.g. for glass bottles, sunglasses, solar cells) (cerium)
- optical lenses, filters or coating (lanthanum, gadolinium, praseodymium)
This sector represents 12% of the global REE consumption. The growth of this
market is mainly driven by the growth in optical applications (e.g. digital cameras,
security cameras, mobile phones).
2.5.3.3. Ceramics
REEs are used in ceramics for the following applications:
- ceramic capacitors and semiconductors (lanthanum, cerium, praseodymium,
neodymium)
- superconductors (yttrium)
- dental ceramics (cerium)
- refractory materials (cerium, yttrium)
- laser (yttrium)
This sector represents 5% of the global REE consumption.
The growth of electronics results in an increase of the demand of REEs for ceramic
uses.
25
26. 2.5.4. Metal alloys
REEs are used in metal alloys for different applications. They bring new properties
to the metal they are mixed with. They can be used in:
- pyrophoric alloys (cerium, lanthanum)
- high-performance alloys to improve their performances (lanthanum, cerium,
yttrium)
- solid state storage of hydrogen in metallic matrixes
- scandium-aluminium alloys used in military aviation
- lanthanum-nickel alloys in Ni-MH batteries
2.5.5. Phosphors and luminescence
REEs are inserted into crystals of various natures in order to give them
luminescence properties. Depending on the wavelength expected, it is possible to choose
between cerium, samarium, europium, gadolinium, terbium, dysprosium, erbium, thulium
or lutetium.
As a result, these REEs are used in mainly two fields: energy saving lighting and
display technologies. They are found in the following applications
- compact fluorescent lamps (energy saving lamps)
- fluorescent tubes
- LEDs and OLEDs
- electroluminescent foils
- plasma displays
- LCDs
The growth in this sector is driven by:
- the general growth in the lighting demand (7% per year from 2004 to 2011)
- the replacement of incandescent bulbs in many countries by among other
compact fluorescent lamps and halogen lamps
- the growth of the LED market
- the replacement of cathode-ray tubes by plasma displays and LCDs
2.5.6. Other
Many other applications require REEs:
- agricultural use of REEs in phosphate fertiliser (cerium, lanthanum)
- Ni-MH batteries (lanthanum, cerium, neodymium, praseodymium)
- solid oxide fuel cell electrolytes (yttrium)
- neutron absorbers in nuclear reactors (europium, gadolinium)
- waste water treatment (cerium)
26
27. 3. Production of rare earth elements
3.1. World production of rare earth elements
Since the end of the 1990s, China has been the main producer of REEs in the world.
In 2010, its official production amounted to 130,000 tonnes of REOs while the second
and third largest producers (respectively India and Brazil) produced, respectively, 2,700
tonnes and 550 tonnes of REOs (USGS 2011).
As a result, the main REE mines and processing plants are to be found in China.
Figure 11 summarises the global production of REEs:
Brazil
550
t
1%
Malaysia
350
t
China
India
0%
130,000
t
2,700
t
97%
2%
Figure 11: Global production of rare earth oxides in 2010 (USGS 2011)
3.2. Chinese production of rare earths
The Chinese production of REEs takes place in three different areas: Inner
Mongolia, Sichuan province, and seven southern provinces.
3.2.1. Inner Mongolia
Inner Mongolia houses the largest deposit of REEs in the world, namely Bayan Obo
deposit. It accounts for 80% of the Chinese reserve of REEs (Crédit Suisse 2011; Schüler
et al. 2011).
However, it appears that the precise amount of the REO resources contained in this
deposit varies according to the measurement method: the reserve ranges from 28 million
tonnes of REO (USGS classification) to 44 million tonnes (Chinese classification) (Crédit
Suisse 2011). The definitions of the different classifications are given in Appendix 1.
In Bayan Obo, REOs are produced as a by-product of iron ore whose reserve
amounts to 1.46 billion tonnes (Spooner 2005; Roskill 2007).
The REOs mined in Bayan Obo are composed primarily of light REEs that
represent 97% of the whole rare earth minerals. The rare earth minerals are concentrated
in two different minerals: bastnaesite and monazite (there is about 2.5 as much bastnaesite
as monazite) (Huang et al. 2005; Crédit Suisse 2011).
27
28. Figure 12 illustrates the composition of rare earth mineral in Bayan Obo’s ore.
Figure 12: Breakdown of rare earth oxide-content at Bayan Obo (Crédit Suisse 2011)
This deposit is owned by one state-owned company called Baotou Steel Rare Earth
Group Hi-Tech Co, Ltd (Baotou Rare Earth). It is a fully integrated company (from
mining operations to the production of REOs).
Besides, the Chinese Ministry of Land and Resources has decided to restructure the
industry of REE production in Inner Mongolia. As a result, Baotou Rare Earth will soon
become the only company extracting and producing REEs from the Bayan Obo deposit
(Crédit Suisse 2011; Global Times 2011).
In 2010, Baotou Rare Earth produced 62,400 t of REO (Crédit Suisse 2011).
3.2.2. Sichuan province
The second largest deposit of bastnaesite mineral in China is located in the county
of Mianning (Sichuan Province). This deposit is called Maoniuping after the name of a
surrounding city.
It is estimated to contain 3% of Chinese reserves of REO. This represents 1.56 Mt
of REOs according to the Chinese classification (Crédit Suisse 2011; Schüler et al. 2011).
In this deposit, rare earth minerals are contained almost exclusively in bastnaesite
(Tse 2011).
Since Bayan Obo’s ore is composed of approximately 70% bastnaesite, the content
of REEs in the Maoniuping’s ore is quite similar to Bayan Obo’s.
28
29. Figure 13 illustrates the composition in REEs of the bastnaesite in Maoniuping:
Figure 13: Bastnaesite content of rare earth elements at Maoniuping (Spooner 2005)
The REO production in Maoniuping accounts for 24% of China’s total production,
i.e., approximately 31,200 tonnes, in 2010 (Crédit Suisse 2011; Tse 2011; Wong and Li
2011).
As in Bayan Obo, the mining operations are controlled by a single company named
Jiangxi Copper (JXC Group) (Crédit Suisse 2011).
3.2.3. Southern Provinces
The seven southern provinces that contribute to the production of Chinese REEs
are: Jiangxi, Guangdong, Fujian, Guangxi, Hunan, Yunnan and Zhejiang. They represent
the majority of China’s production of heavy REEs (Crédit Suisse 2011).
In these provinces, REEs are found in ionic clays which are composed at 90% of
heavy REEs. Figure 14 illustrates the content of ionic clay.
Figure 14: Ionic clay content of rare earth elements at Longnan (Crédit Suisse 2011)
29
30. The production of REEs from Chinese ionic clays was approximately 36,000 tonnes
in 2010 representing 28% of the China’s REE production (Crédit Suisse 2011; Tse 2011).
3.2.4. Summary of Chinese rare earth production
Figure 15 was drawn to summarise the information in the previous sections. It
shows the distribution of the REE production between the different Chinese regions.
Maoniuping
24%
Bayan
Obo
48%
Southern
Provinces
28%
Figure 15: Distribution of the Chinese production of rare earths in 2010
Light REEs account for 72% of Chinese REE production. Since Chinese production
amounted to 97% of the global production, light REEs represented at least 70% of the
REEs produced globally in 2010.
As a result, since the production of light REEs from bastnaesite takes place only in
Bayan Obo and in Sichuan province, these two regions will be subsequently analysed.
3.3. Prospective other productions
In response to the introduction of quotas by the Chinese government and the
increase in REE prices, western companies have launched important projects that aim at
supplementing the Chinese production. Among these projects, two are particularly
significant because:
• they are both very large (production > 20,000 tonnes of REOs per year)
• they are in the final stages of development and, are planned to open in the
next two years
3.3.1. Mount Weld, Australia
Mount Weld is located in southwestern Australia. This deposit is own by Lynas
Corporation Ltd which is an Australian REE mining company. Mount Weld is estimated
to include 1.4 Mt of REO contained mainly in monazite (i.e. composed primarily of light
REEs) (Crédit Suisse 2011).
30
31. purification of REEs) will be carried out in Malaysia by a subsidiary of Lynas (Lynas
Malaysia).
The production will start at 11,000 t of REO p.a. and increase up to 22,000 t of REO
p.a (British Geological Survey 2011; Schüler et al. 2011).
3.3.2. Mountain Pass, USA
Mountain Pass is the deposit from which the REEs were historically produced for
several years. It was undercut by the Chinese production in the 1990s and was not
operating since then. Mountain Pass contains 4.3 Mt of REO in bastnaesite minerals.
It is now own by a company named Molycorp which plans to reopen the mines in
2012. Like Lynas in Australia, Molycorp will produce 20,000 t p.a. when operating at full
capacity. Thanks to the existing facilities, the mining and the processing will be carried
out on the same site (Hurst 2010; British Geological Survey 2011; Crédit Suisse 2011;
Schüler et al. 2011).
31
32. 4. Scope refining
To limit the scope of this project, it was decided to focus only on the production of
light REEs since they account for the majority of world REE production.
Since Chinese production represented 97% of 2010 global production, it was
decided that concentrating on this production would give an accurate perspective of the
present environmental impacts of producing light REOs.
Finally, as explained in section 3.2.4, China’s light REEs come only from two
deposits: Bayan Obo and Maoniuping. As a result, the scope of the study was defined to
the assessment of environmental impacts of producing light REO in both Bayan Obo and
Maoniuping deposits.
5. Bayan Obo deposit
5.1. Description of the deposit
The Bayan Obo deposit (Inner Mongolia, China) is located 80 km south of the
Mongolian border.
The principal ore minerals are bastnaesite and monazite (rare earth minerals),
pyrochlore (Nb), magnetite and hematite (Fe) (Campbell and Henderson 1997).
In Bayan Obo, REEs were produced from more than twenty sites since the
beginning of the mining in 1957. The two largest deposits are the Main and East ore
bodies with a REE grade of 5.14% and 5.18% respectively5. The Bayan Obo ore is hosted
in dolomite (Castor and Hedrick 2006).
The mining operations are carried out using electric shovels and rail haulage at a
rate of 15,000 tonnes of rock per day from the two large open pits (Castor and Hedrick
2006).
5.2. Composition of the original ore
Baotou’s rock is complex and its composition varies significantly from one place to
another. Therefore it is not possible to give the composition of this ore in general.
However, it is possible to look at some specific elements (Drew et al. 1990; Castor and
Hedrick 2006):
- iron: average grade of 35%
- REOs: average grade of 6%
- niobium: average grade of 0.13%
- fluorite (CaF2): average grade of 9%
- barium oxide (BaO): average grade of 2.4%
5.3. Description of the beneficiation process
The beneficiation process is described in Table 2. For each stage of this process, a
description is given as well as the sources of the information.
5
These grades are surprisingly lower than the average rare earth grade (6%), this
may be because in Bayan Obo, REO are produced as a by-product of iron.
32
33. Table 2: Beneficiation process in Bayan Obo
Stage
Purpose
Process
description
Reference
o Schüler et al. 2011
o Cheng et al. 2007
Crushing
• Crushing of 90% of the • The ore is crushed and ground in a mill o Guy et al. 2000
resulting particles to < 74 µm o Ren et al. 1997
o Drew et al. 1990
• Recovery of silicates and iron minerals (magnetite
Fe3O4 and hematite Fe2O3) from the bottom of the
flotation cell for ion beneficiation and niobium recovery
Bulk
• Separation of rare earth minerals
• pH regulation by Na2CO3 o Gupta and Krishnamurthy 2005
flotation6
and the gangue from the other
valuable minerals • Depressant action by Na2SiO3
• Collection of rare earth minerals and gangue by
sodium salt of oxidised petroleum (paraffin soap)
• Removal of the surplus paraffin - o Hout, et al. 1991
Thickening
soap and desliming at 5 µm o Gupta and Krishnamurthy 2005
• pH regulation by Na2CO3
Selective
• Separation of rare earth minerals o Gupta and Krishnamurthy 2005
• Depressant action by Na2SiF6 and Na2SiO3
rare
earth
from calcite (CaCO3), fluorite o Ren, et al. 2003
(CaF2) and barite (BaSO4) • Collection of rare earth minerals by hydroxamic acid
flotation6
(paraffin soap) o Ferron, et al. 1991
minerals
o Gupta and Krishnamurthy 2005
Cleaning
• Concentration of rare earth • Thickening, filtering and drying of the resulting slurry o British Geological Survey 2010
minerals o Wang, et al. 2010
6
The flotation process is described further in Appendix 2
33
34. 5.4. Composition of the mixed rare earth concentrate
Figure 16 illustrates the composition of the mixed rare earth concentrate obtained
after the beneficiation process.
MnO
0.48%
CaO
5.11%
CO2
SiO2
11.91%
1.28%
P2O5
8.22%
F
REO
6.96%
60.94%
Fe2O3
4.82%
ThO2
0.18%
Figure 16: Composition by weight of the mixed bastnaesite-monazite concentrate (Wang et al. 2002)
5.5. Processing of the mixed rare earth concentrate
5.5.1. Hydrometallurgy: acidic method
An acidic method is used to process 90% of the product of Bayan Obo. It consists in
the roasting and leaching of the concentrate with sulphuric acid (Schüler et al. 2011).
Table 3 summarises the hydrometallurgy processes at Bayan Obo.
5.5.1. Separation and refining
Table 4 describes the processes of separation and refining leading to the production
of REOs.
5.6. Obtaining of rare earth oxides
A tonne of REOs produced in Bayan Obo is composed as described in Figure 17.
34
35. Table 3: Processing of mixed rare earth concentrate in Bayan Obo
Stage
Purpose
Process
description
Reference
• Mixing of rare earth concentrate and 98% sulphuric
acid (H2SO4) in a rotary kiln at 500°C for 4 hours. o Schüler, et al. 2011
• Removal of CO2,
• Reactions for bastnaesite: o Huang, et al. 2005
Sulphatising
phosphate and fluoride ReFCO3 ReFO + CO2
• Conversion of rare o Gupta and Krishnamurthy 2005
roasting
2 ReFO + 3 H2SO4Re2(SO4)3 +2 HF +2 H2O
earth minerals into rare o Nguyen, et al. 2002
earth sulphates • Reactions for monazite: o Wang, et al. 2010
2 RePO4 + 3 H2SO4 Re2(SO4)3 + 2 H3PO4
o Todorovsky, et al. 1993
• Decantation of the mixture to remove the solid o Roskill 2007
Removal
of
• Filtration and leaching with water o Schüler, et al. 2011
impurities
• Removal of impurities • Obtaining of a pure rare earth sulphate solution o Kul, et al. 2008
o Nguyen, et al. 2002
o Gupta and Krishnamurthy 2005
• Rinsing of rare earth sulphates with bicarbonates o Nguyen, et al. 2002
• Selective precipitation
Carbonate
and recovery of the rare NH4HCO3 in an acid solution: o Schüler, et al. 2011
precipitation
earth sulphates into Re2(SO4)3+ 6 NH4HCO3 Re2(CO3)3 + 3 (NH4)2SO4 o Kul, et al. 2008
+ 3 CO2 + 3 H2O o Abreu and Morais 2010
carbonate precipitate
• Transformation of rare • Rinsing with hydrochloric acid (HCl)
Acid
earth carbonate • Transformation to rare earth chlorides: o Schüler, et al. 2011
leaching
precipitate into rare earth Re2(CO3)3 + 6 HCl 2 ReCl3 + 3 H2CO3 o Huang, et al. 2005
chlorides
35
36. Table 4: Separation and refining processes in Bayan Obo
Step
Purpose
Process
description
Reference
• The liquid-liquid extraction is carried out using 2-
ethylhexylphosphonic acid mono-2-ethylhexyl ester (also
named HEH(EHP), EHEHPA or P 507) in a HCl medium. o Schüler, et al. 2011
Solvent
• Separation of REEs
• Complexation reaction: o Fontana and Pietrelli 2009
Extraction7
from each other
Re3+ + 3 (HX)2 ReX6H3 + 3 H+ o Sato 1989
HX referring to P507
• The separated rare earth solution is precipitated by
• Separation of rare ammonium bicarbonate (NH4)HCO3 or oxalic acid C2H2O4 o Qiu, et al. 2010
Precipitation
earth complexes from • Chemical reactions: o Schüler, et al. 2011
the solvent 2 ReCl3 + 3 C2H2O4 Re2(C2O4)3 + 6 HCl
• The precipitates are heated in order to oxidise them into
Production
of
• Oxidation of the REO
• Oxidation reaction: o Schüler, et al. 2011
REO
precipitate
Re2(C2O4)3 + 3/2 O2 Re2O3 + 6 CO2 8
7
The solvent extraction process is described further in Appendix 3
8
The oxidation reactions depend on the rare earth concerned:
- for La, Nd and Sm: Re2(C2O4)3 + 3/2 O2 Re2O3 + 6 CO2
- for Ce: Ce2(C2O4)3 + 2 O2 2 CeO2 + 6 CO2
- for Pr: 3 Pr2C2O4 + 11/2 O2 Pr6O11 + 6 CO2
36
37. La2O3
235.4
kg
Pr6O11
51.2
kg
Nd2O3
CeO2
184.2
kg
512.8
kg
Sm2O3
16.4
kg
Figure 17: Composition of a tonne of rare earth oxides produced from Bayan Obo ore
(Spooner 2005)
6. Maoniuping deposit
6.1. Description of the deposit
Maoniuping deposit is located at 22 km southwest of the Mianning county town
(Sichuan Province, China). The soil is composed mainly of granite (K-feldspar granite
and alkali feldspar granite).
Among rare earth minerals, bastnaesite is the most important in this deposit
(Wu et al. 1997). The average grade of REEs in this deposit is about 4%. This deposit
contains also manganese (Mn) (2-10%), lead (Pb) and aluminium (Al) among other
minerals (Zhu et al. 2000).
Maoniuping is the second largest deposit of light REEs in China after Bayan Obo
(Xu et al. 2003).
37
38. 6.2. Composition of the original ore
Figure 18 illustrates the composition of the ore in Maoniuping deposit.
TiO2
SO3
0.28
3.9
BaO
Al2O3
1.89
16.3
CaO
1.3
CO2
SiO2
3.77
36
F
Fe2O3
1.29
11
Rare
earths
H2O
4.34
6.22
Pb
K2O
1.97
MnO
3.89
3.78
P2O5
Na2O
MgO
0.64
0.4
3.03
Figure 18: Composition of the ore in Maoniuping’s mineral (Zhu et al. 2000)
6.3. Description of the beneficiation process
The process of beneficiation in Maoniuping is described in Table 5.
38
39. Table 5: Beneficiation process in Maoniuping
Step
Purpose
Process
description
Reference
• Reduction of the
size of the particles so • The ore is crushed and ground in a mill o Schüler, et al. 2011
Crushing
as to increase the o Zhu, et al. 2000
surface of reaction
Gravity
• Separation and o Schüler, et al. 2011
-
separation
recovery of certain o Yang and Woolley 2006
valuable minerals
Selective
rare
• Separation of rare - o Schüler, et al. 2011
earth
flotation
earth minerals from
the gangue
• The resulting slurry is thickened, filtered and dried o Gupta and Krishnamurthy 2005
• Recovery of rare • The overall recovery of REEs lies between 80 and o British Geological Survey 2010
Cleaning
earth concentrate 85% and the concentrate contains up to 70% REEs o Wang, et al. 2010
o Li and Zeng 2003
39
40. 6.4. Processing of the mixed rare earth concentrate
6.4.1. Hydrometallurgy: acidic method
Table 6 summarises the hydrometallurgy processes at Maoniuping.
6.4.2. Separation and refining operations
The separation and refining operations in Maoniuping are the same as those in
Bayan Obo (see 5.5.1) (Schüler et al. 2011).
6.5. Obtaining of rare earth oxides
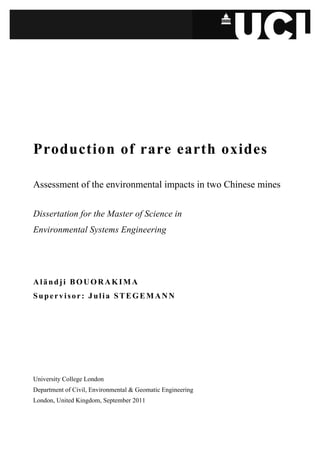
A tonne of REOs produced in Maoniuping is composed as described in Figure 19.
La2O3
296.1
kg
Pr6O11
CeO2
46.7
kg
510.1
kg
Nd2O3
131.8
kg
Sm2O3
15.2
kg
Figure 19: Composition of a tonne of rare earth oxides produced from Maoniuping ore
(Spooner 2005)
40
41. Table 6: Processing of rare earth concentrate in Maoniuping
Step
Purpose
Process
description
Reference
• The concentrate is mixed with 98% sulphuric acid o Schüler, et al. 2011
• Removal of CO2
(H2SO4) in a rotary kiln at 500°C for 4 hours o Huang, et al. 2005
Sulphatising
and fluoride
• Reactions: o Nguyen, et al. 2002
roasting
• Conversion of rare
ReFCO3 ReFO + CO2 o Wang, et al. 2010
earth minerals into
ReFO + H2SO4Re2(SO4)3 +2 HF +2 H2O o Gupta and Krishnamurthy 2005
rare earth sulphates
• The mixture is decanted to remove the solid o Todorovsky, et al. 1993
• The solution is filtered and leached with water o Roskill 2007
Removal
of
• Removal of • A pure rare earth sulphate solution is obtained (this o Schüler, et al. 2011
impurities
impurities solution contains around 40g/L of rare earth o Kul, et al. 2008
sulphates) o Nguyen, et al. 2002
o Gupta and Krishnamurthy 2005
• Selective • REEs are leached with sodium sulphates (at o Nguyen, et al. 2002
Sulphate
precipitation and pH 1.5) o Schüler, et al. 2011
precipitation
recovery of the rare • Precipitation reaction: o Kul, et al. 2008
earth sulphates into Re3+ +Na+ + 2 SO42- NaRe(SO4)2 o Abreu and Morais 2010
sulphate precipitate
• Rare earth carbonates are leached with
hydrochloric acid (HCl)
• Transformation of
• The carbonates are transformed to rare earth o Schüler, et al. 2011
Acid
Leaching
rare earth carbonate chlorides
precipitate into rare o Huang, et al. 2005
earth chlorides • Chlorination reaction
NaRe(SO4)2 + HCl ReCl3 + Na+ + 3 H+ + 2 SO42-
41
42. Life Cycle assessment (LCA)
7. Life cycle assessment methodology
A cradle-to-gate methodology rather than full cradle-to-grave life cycle assessment
(LCA) was used since it allowed restriction of the scope of this study. The cradle to gate
approach defines the boundaries as “from raw material to factory gate”. In this case, it
was indeed from raw material to REO output, without consideration of the fate of the
numerous products made with REEs.
In conformity with LCA methodology, this LCA is composed of the following
sections:
- Goal and Scope definition
- Life Cycle Inventory
- Life Cycle Impact Assessment
- Life Cycle Interpretation
Firstly, the goal and scope section exposes the reasons why the LCA is carried out
as well as defines the boundaries of the LCA.
Secondly, the life cycle inventory aims at determining the inputs and outputs of
material or energy that are required by the different processes. This phase is based on a
meticulous modelling of these processes.
Thirdly, the life cycle impact assessment classifies and characterises the results of
the life cycle inventory to come up with a quantitative estimate of environmental impacts.
Finally, the life cycle interpretation draws conclusion on the LCA based on the three
first steps. It helps analysing the results as well as the gaps in the study.
8. Goal definition and scope
8.1. Goal of the life cycle assessment
The goal of the LCA is to establish baseline information for the processes taking
place in the two biggest deposits of light REEs and resulting in the production of REO.
This baseline consists of energy and chemical requirements, waste generation and
pollution.
This study should be looked at as starting points for people aiming at:
- carrying out the full life cycle assessment of lanthanum, cerium,
praseodymium or neodymium products
- studying the environmental impacts of a product containing these REEs
- studying the two deposits that are scrutinised here
- carrying out a similar study for a different mineral
- gaining knowledge about REEs
The intended audience is whoever is interested in the requirements and impacts of
producing REOs.
42
43. 8.2. Level of specificity
Although this study focuses precisely on two mines, it uses specific data when
available and average data otherwise. Due to the lack of available information, a high
level of accuracy is not to be expected. The results should rather be considered as giving
realistic orders of magnitude of the energy and chemical consumption, waste generation
and pollution emissions.
8.3. Display of results
Throughout the LCA, the results are expressed “per tonne of REOs” (except where
otherwise stated). This means that the amounts are estimated for a final production of one
tonne of REO.
8.4. Scope of the life cycle assessment
The study is not a full life cycle assessment, it is composed of two stages: raw
material acquisition and materials manufacture. It focuses on the mining, beneficiation
and refining operations to obtain REOs. These boundaries are in accordance with the
scope defined in section 4.
Besides, the study takes into consideration only primary activities that contribute to
extracting and transforming the mineral. It does not considerate activities that contribute
to making the primary activities possible.
8.5. Guideline to life cycle assessment methodology
In order to carry out this study according to international standards, a main
guideline was followed as meticulously as possible:
- Life cycle assessment: principles and practice by the U.S. Environmental
Protection Agency (Curran 2006)
9. Process Modelling:
The processes described in the previous sections were modelled in order to calculate
the amount of inputs and outputs required by the production of REOs.
In order to simplify the understanding, the processes of Bayan Obo were firstly
modelled and then the processes of Maoniuping were modelled.
9.1. Bayan Obo deposit
The calculations are explained in Appendix 4.
9.1.1. Mining
On the one hand, there are two different kinds of inputs: energy to fuel the
machinery and explosives. On the other hand, there are two different types of outputs:
valuable minerals and waste rocks.
Before modelling the mining operation, consideration is given to the mining rate.
The results and assumptions are summarised in Table 7.
43
44. 9.1.1.1. Mining rate
The mining rate is the rate of rock extraction, it is expressed in tonnes per day (tpd).
Assuming that mining rate in the Bayan Obo deposit increased proportionally to the
REO production, the mining rate of 15,000 tonnes per day (tpd) in 2006 (Castor and
Hedrick 2006) can be used to estimate the mining rate in 2010.
As a result, it is estimated that the Bayan Obo mining rate was about 16,200 tpd
in 2010.
9.1.1.2. Energy requirement
Due to a lack of public data, it was not possible to estimate the energy consumption
of the mining operations directly.
However, the order of magnitude of the energy consumption is provided in the
Mining Engineering Handbook, which estimates that surface mining operations require 5
to 10 kWh per tonne of rock handled (Nilsson 1992).
Thus, considering 7.5 kWh per tonne of rock handled (middle figure between 5 and
10 kWh), it is estimated that the annual quantity of energy consumed in the mining
operations amounts to 44.3 GWh.
Assuming that the mining operations are carried out with machinery (trucks,
shovel…), this amount of energy is provided with fuel.
9.1.1.3. Explosives input
In the same document, Nilsson estimates that surface mining operations requires
0.14 to 0.23 kg of ammonium nitrate/fuel oil (ANFO) 9 per tonne of blasted rock
(Nilsson 1992).
Assuming that the mining operations requires 0.2 kg of ANFO per tonne of blasted
rock, the annual quantity of ANFO for the mining operations is about 1,180 tonnes.
9.1.2. Comminution
This stage of the operations does not require any input but energy to grind and crush
and the rock to be ground and crushed. The only output is the crushed rock.
The energy requirements are estimated based on a similar rare earth mining project.
This project takes place in Thor Lake (Northwest territories of Canada), it is supposed to
start the production not before 2014. The company Avalon Rare Metals is carrying out
this project (Eriksson and Olsson 2011).
Avalon Rare Metals has estimated that 6 MW are necessary in average for the 2,000
tpd milling operations (comminution, beneficiation and hydrometallurgy)
(Cox et al. 2011).
As a result, it is estimated that the comminution, beneficiation and hydrometallurgy
operations in Bayan Obo require 426 GWh per year.
The results and assumptions of the mining and comminution sections are
summarised in Table 7.
9
ANFO is an explosive composed of ammonium nitrates (NH4NO3) and oil.
44
45. 9.1.3. Beneficiation
During the production of concentrated bastnaesite, several different chemicals are
used to obtain the right froth flotation. Unfortunately, it was not possible to identify the
different chemicals nor to determine how long these solutions can be used before being
discarded.
However, two main other inputs have been identified for this stage: energy for the
chemical reactions and mined minerals. The outputs are of three different types:
- rare earth concentrate
- other valuable minerals (such as those containing Fe or Nb)
- tailings
Assuming a full recovery and high selectivity of the magnetic minerals (Fe and Nb)
thanks to the magnetic separation roll, the beneficiation process is described in Figure 20.
45
46. 46
Table 7: Summary of the mining and comminution processes modelling
Stage
Type
Quantity
Assumptions
o proportionality to REO output
o Bayan Obo represented 48% of
Mining
Mining rate 16,200 tpd
the production in 2006 (as in
2010)
Energy requirement 44.3 GWh per year o mining rate assumption
Explosives 1,180 tonnes per year o mining rate assumption
Comminution,
Beneficiation
and
o proportionality to Thor Lake
Energy requirement 426 GWh per year
Hydrometallurgy
project
Table 8: Summary of the beneficiation modelling
Stage
Type
Quantity
Assumptions
o 75% efficiency of the
Beneficiation
Rare earth concentrate produced 139,000 tonnes per year subsequent stages
o 60% recovery of REEs
o Full recovery and perfect
9.8 tonnes per tonne of rare earth
Waste rock generated selectivity of Fe and Nb
concentrate produced
minerals
47. Nb
1.3
kg
0%
35.1 %
Fe
350
kg
Magnetic minerals 100%
Fe
6% Rare
350
kg
Earth
35%
36
kg
Gangue
60%
24
kg
Rare earth 40%
Gangue
concentrate
588.7
kg
59%
Rare
Rare
Earth
Gangue
Earth
60
kg
564.7
kg
24
kg
6%
96%
4%
Nb
58.9 %
1.3
kg
0%
Tailings
Figure 20: Beneficiation process in Bayan Obo for one tonne of original rock
As a consequence, the processing of one tonne of original ore results in the
production of:
- 351 kg of iron and niobium (recovered to be later refined)
- 60 kg of mixed rare earth concentrate
- 589 kg of tailings
Considering the production of REO in 2010 (62,400 t) and assuming a 75%
efficiency of the overall subsequent stages (Schüler et al. 2011), it is estimated that
139,000 tonnes of mixed-rare earth concentrate were produced that year.
The results and assumptions of the beneficiation process are summarised in Table 8.
9.1.4. Hydrometallurgy and separation of rare earths
This stage was described in section 5.5. It is composed of several successive
chemical reactions.
47
48. For both deposits, the overall recovery rate of the separation and refining processes
is considered to be 75% (Schüler et al. 2011). It is considered that the five different
chemical reactions each have the same recovery rate rR:
!
!! = !. 75 = 94.4%
Considering that the bastnaesite/monazite ratio was 5:2 (71.4% of bastnaesite and
28.6% of monazite in Bayan Obo’s rare earth mineral) (Huang et al. 2005), each chemical
reaction was scrutinised to estimate how much of every chemical is required per rare earth
atom. This is described in the following section:
Chemical reactions
ReFCO3 RePO4
0.71 CO2 For bastnaesite:
3/2 H2SO4 0.71 HF ReFCO3 ReFO + CO2
Acidic roasting
Heat 0.71 H2O
2 ReFO + 3 H2SO4 Re2(SO4)3
0.29 H3PO4 + 2HF+2 H2O
For monazite:
Re2(SO4)3
2 RePO4 + 3 H2SO4 Re2(SO4)3
+ 2 H3PO4
3/2 (NH4)2SO4
Carbonate
3 (NH4)HCO3 3/2 CO2 Re2(SO4)3+ 6 (NH4)HCO3
precipitation 3/2 H2O Re2(CO3)3 +3 (NH4)2SO4
+ 3 CO2 + 3 H2O
Re2(CO3)3
3 HCl Acid leaching 3/2 H2CO3 Re2(CO3)3 + 6 HCl 2 ReCl3
+ 3 H2CO3
ReCl3
Heat
Solvent extraction 3 (HX)2 ReCl3 + 3(HX)2 ReX6H3 + 3 HCl
3 (HX)2 ReX6H3 + 3 HCl ReCl3 + 3(HX)2
48
49. The stoichiometric coefficients for the hydrometallurgy process are summarised in
Table 9.
9.1.5. Refining
Likewise, the estimation of the amounts of necessary chemicals for the refining
process was carried out based on the different chemical reactions.
ReCl3 Chemical reactions
2 ReCl3 + 3 C2H2O4 Re2(C2O4)3 +
3/2 C2H2O4 Precipitation 3 HCl 6 HCl
Re2(C2O4)3
Re2(C2O4)3+ 3/2O2 Re2O3+ 6 CO2 for
Heat
Oxidation 3 CO2 La, Nd & Sm
0.93 O2 Re2(C2O4)3+ 2 O2 2 ReO2 +6 CO2 for
Ce
3 Re2(C2O4)3+11/2O2Re6O11+18CO2
Rare earth oxide for Pr
The stoichiometric coefficients for the refining process are summarised in Table 9.
9.1.6. Stripping ratio
The stripping ratio is the ratio between the mass of waste rock that is generated and
the mass of mineral that goes for further processing.
The calculation of the stripping ratio is composed of three steps.
Firstly, the yearly mass (mY) recovered in Bayan Obo deposit in 2010 is calculated
from the mining rate of the mine:
!! = 16,250 ∗ 365 = 5.93 10! !"##$%
Then, the mass of mineral (mM) that is processed is calculated from the rare earth
grade of the mineral rate (6%), the production of REO in 2010 (62,400 t), the
beneficiation recovery (60%) and the recovery during subsequent processes (75%):
!"# !"#$%&'(#)!"#!
!! = = 2.31 10! !"##$%
!"#"$%&%'(%)#!"#$%"!& ∗ !"#$%$%&!"#$%"!& ∗ !"#$ !"#$ℎ!"#$%
Finally, the mass of waste recovered (mWaste) is calculated:
!!"#$% = !! − !! = 3.62 10! !"##!"
As a result, the stripping ratio in Bayan Obo is estimated:
!!"#$%
!"#$%%$&' !"#$% = = 1.57
!!
For each tonne of mineral that is processed in the early stages, 1.57 tonne of waste
are recovered.
49
50. Table 9: Summary of the stoichiometric coefficients in Bayan Obo
Stage
Chemical
Type:
Input/Output
Stoichiometric
(I/O)
coefficient
Hydrometallurgy
H2SO4 I 1.5
Hydrometallurgy
(NH4)HCO3 I 3
Hydrometallurgy
HCl I 3
Hydrometallurgy
CO2 O 2.21
Hydrometallurgy
H2 O O 2.21
Hydrometallurgy
H2CO3 O 1.5
Hydrometallurgy
H3PO4 O 0.29
Hydrometallurgy
(NH4)2SO4 O 1.5
Hydrometallurgy
HF O 0.71
Refining
C2H2O4 I 1.5
Refining
O2 I 0.93
Refining
HCl O 3
Refining
CO2 O 3.75
50