
Recommended
More Related Content
What's hot
What's hot (20)
Prilog-rezimi obrade.pdf
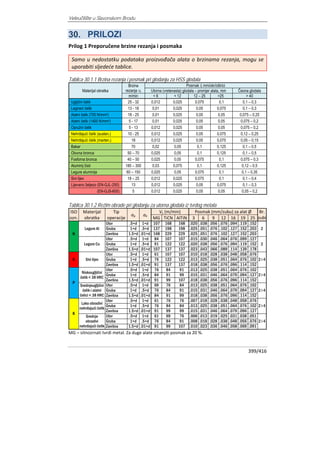
- 1. Veleučilište u Slavonskom Brodu 399/416 PRILOZI Prilog 1 Preporučene brzine rezanja i posmaka Samo u nedostatku podataka proizvođača alata o brzinama rezanja, mogu se uporabiti sljedeće tablice. Tablica 30.1.1 Brzina rezanja i posmak pri glodanju za HSS glodala Materijal obratka Brzina rezanja vc Posmak fz mm/okr/oštrici Utorna (vretenasta) glodala – promjer alata, mm Čeona glodala m/min < 6 < 12 12 – 25 >25 > 40 Ugljični čelik 25 - 32 0,012 0,025 0,075 0,1 0,1 – 0,3 Legirani čelik 13 - 18 0,01 0,025 0,05 0,075 0,1 – 0,3 Alatni čelik (700 N/mm2) 18 - 25 0,01 0,025 0,05 0,05 0,075 – 0,25 Alatni čelik (1400 N/mm2) 5 - 17 0,01 0,025 0,05 0,05 0,075 – 0,2 Opružni čelik 5 - 13 0,012 0,025 0,05 0,05 0,075 – 0,2 Nehrđajući čelik (austen.) 10 - 25 0,012 0,025 0,05 0,075 0,12 – 0,25 Nehrđajući čelik (marten.) 18 0,012 0,025 0,05 0,075 0,05 – 0,15 Bakar 70 0,02 0,05 0,1 0,125 0,1 – 0,5 Olovna bronca 50 – 70 0,025 0,05 0,1 0,125 0,1 – 0,5 Fosforna bronca 40 – 50 0,025 0,05 0,075 0,1 0,075 – 0,3 Aluminij čisti 180 – 300 0,03 0,075 0,1 0,125 0,12 – 0,5 Legure aluminija 60 – 150 0,025 0,05 0,075 0,1 0,1 – 0,35 Sivi lijev 18 – 25 0,012 0,025 0,075 0,1 0,1 – 0,4 Lijevano željezo (EN-GJL-250) 13 0,012 0,025 0,05 0,075 0,1 – 0,3 (EN-GJS-600) 5 0,012 0,025 0,05 0,05 0,05 – 0,2 Tablica 30.1.2 Režim obrade pri glodanju za utorna glodala iz tvrdog metala ISO ozn. Materijal obratka Tip operacije ap ae Vc (m/min) Posmak (mm/zubu) za alat Ø Br. zubi MG TiCN AlTiN 3 6 9 12 16 19 25 N Legure Al Utor .5×d 1×d 107 168 168 .020 .038 .056 .076 .094 .119 .152 2 Gruba 1×d .5×d 137 198 198 .025 .051 .076 .102 .127 .152 .203 Završna 1.5×d .01×d 168 229 229 .025 .051 .076 .102 .127 .152 .203 Legure Cu Utor .5×d 1×d 84 107 107 .015 .030 .046 .064 .076 .099 .127 2 Gruba 1×d .5×d 91 122 122 .020 .038 .056 .076 .094 .119 .152 Završna 1.5×d .01×d 107 137 137 .023 .043 .066 .089 .114 .139 .178 K Sivi lijev Utor .5×d 1×d 61 107 107 .010 .018 .028 .038 .048 .058 .076 2 i 4 Gruba 1×d .5×d 76 122 122 .013 .025 .038 .051 .064 .076 .102 Završna 1.5×d .01×d 91 137 137 .018 .038 .056 .076 .096 .114 .152 P Niskougljični čelik < 38 HRC Utor .5×d 1×d 76 84 91 .013 .025 .038 .051 .064 .076 .102 2 i 4 Gruba 1×d .5×d 84 91 99 .015 .031 .046 .064 .079 .094 .127 Završna 1.5×d .01×d 91 99 107 .018 .038 .056 .076 .096 .114 .152 Srednjeugljični čelik i alatni čelici < 38 HRC Utor .5×d 1×d 69 76 84 .013 .025 .038 .051 .064 .076 .102 2 i 4 Gruba 1×d .5×d 76 84 91 .015 .031 .046 .064 .079 .094 .127 Završna 1.5×d .01×d 84 91 99 .018 .038 .056 .076 .096 .114 .152 K Lako obradivi nehrđajući čelik Utor .5×d 1×d 61 76 76 .007 .018 .028 .038 .048 .058 .076 2 i 4 Gruba 1×d .5×d 76 84 84 .013 .025 .038 .051 .064 .076 .102 Završna 1.5×d .01×d 91 99 99 .015 .031 .046 .064 .079 .096 .127 Srednje obradivi nehrđajući čelik Utor .5×d 1×d 61 69 76 .006 .013 .019 .025 .031 .038 .051 2 i 4 Gruba 1×d .5×d 76 84 91 .008 .018 .028 .038 .048 .056 .076 Završna 1.5×d .01×d 91 99 107 .010 .023 .036 .046 .058 .069 .091 MG – sitnozrnati tvrdi metal. Za duge alate smanjiti posmak za 20 %.
- 2. Programiranje CNC strojeva Mladen Bošnjaković, Antun Stoić 400/416 Tablica 30.1.3 Brzina rezanja pri tokarenju uz uporabu pločica iz presvučenog tvrdog metala Materijal obratka Operacija ap, mm vc, m/min f, mm/okr Mat. alata Ugljični čelik Gruba obrada 3 – 5 2 – 3 180 – 200 200 – 250 0.3 – 0.4 0.3 – 0.4 P10 – P20 Završna obrada 0.2 – 0.5 250 – 280 0.1 – 0.2 P01 – P10 Tokarenje navoja 124 – 125 korak navoja Izrada žljebova 90 – 110 0.08 – 0.2 Legirani čelik Gruba obrada 3 – 4 150 – 180 0.3 – 0.4 P10 – P20 Završna obrada 0.2 – 0.5 200 – 250 0.1 – 0.2 Izrada žljebova 70 – 100 0.08 – 0.2 Lijevano željezo 150 HB Gruba obrada 3 – 4 200 – 250 0.3 – 0.5 K10 – K20 Završna obrada 0.2 – 0.5 250 – 280 0.1 – 0.2 Izrada žljebova 100 – 125 0.08 – 0.2 Aluminij Gruba obrada 2 – 4 400 – 1000 0.3 – 0.5 K10 Završna obrada 0.2 – 0.5 700 – 1600 0.1 – 0.2 Izrada žljebova 350 – 1000 0.1 – 0.2 Bronca Gruba obrada 3 – 5 150 – 300 0.2 – 0.4 K10 Završna obrada 0.2 – 0.5 200 – 500 0.1 – 0.2 Izrada žljebova 150 – 200 0.1 –0.2 Nehrđajući čelik Gruba obrada 2 – 3 150 – 180 0.2 – 0.35 P10 – P20 Završna obrada 0.2 – 0.5 180 – 200 0.1 – 0.2 P01 – P10 Izrada žljebova – 90 – 0.15 P10 – P20 Napomena: Parametre režima obrade treba prilagoditi obliku i radijusu vrha pločice te stvarnim uvjetima rezanja. Tablica 30.1.4 Režim izrade središnjeg gnijezda uz primjenu HSS alata Tablica 30.1.5 Režim izrade središnjeg gnijezda uz primjenu HSS alata s presvlakom od TiCN
- 3. Veleučilište u Slavonskom Brodu 401/416 Tablica 30.1.6 Režim izrade središnjeg gnijezda uz primjenu alata od tvrdog metala s presvlakom od TiAlN Tablica 30.1.7 Režim obrade pri bušenju za svrdla iz HSS materijala, hlađenje izvana Tablica 30.1.8 Režim obrade pri bušenju za svrdla iz HSS materijala, hlađenje kroz svrdlo
- 4. Programiranje CNC strojeva Mladen Bošnjaković, Antun Stoić 402/416 Tablica 30.1.9 Režim obrade pri bušenju za tvrdometalna puna svrdla (3xd, 5xd, 8xd, 12xd) Tablica 30.1.10 Režim obrade pri bušenju za svrdla sa izmjenjivim pločicama iz tvrdog metala
- 5. Veleučilište u Slavonskom Brodu 403/416 Tablica 30.1.11 Brzina vrtnje i posmak pri zabušivanju HSS zabušivačima Napomena: Pri primjeni HSS zabušivača s presvlakama brzine rezanja su nešto veće. Tablica 30.1.12 Brzina vrtnje i posmak pri zabušivanju tvrdometalnim zabušivačima Napomena: Pri primjeni tvrdometalnih zabušivača s presvlakama brzine rezanja su nešto veće. Tablica 30.1.13 Brzina rezanja i posmak pri upuštanju za upuštala iz HSS materijala
- 6. Programiranje CNC strojeva Mladen Bošnjaković, Antun Stoić 404/416 Tablica 30.1.14 Brzina rezanja i posmak pri razvrtanju za razvrtala iz HSS materijala Tablica 30.1.15 Brzina rezanja i posmak pri razvrtanju za razvrtala iz tvrdog metala
- 7. Veleučilište u Slavonskom Brodu 405/416 Tablica 30.1.16 Brzina rezanja pri urezivanju navoja Izvor: Commet [13]
- 8. Programiranje CNC strojeva Mladen Bošnjaković, Antun Stoić 406/416 Prilog 2 Standardni metrički navoj ISO 68‐1:1998, ISO 262:1998 ISO 724:1993 Nazivna veličina ISO M Promjer d=D Korak p Radijus (R1) korijena Promjer d2=D2 Promjer korijena Dubina navoja Promjer provrta za navoj vijka d3 matice D1 vijka h3 matice H1 1,00 1,00 0,25 0,036 0,838 0,693 0,729 0,153 0,135 0,75 1,40 1,40 0,30 0,043 1,205 1,032 1,075 0,184 0,162 1,10 2,00 2,00 0,40 0,058 1,740 1,509 1,567 0,245 0,217 1,60 2,20 2,20 0,45 0,065 1,908 1,648 1,713 0,276 0,244 1,75 2,50 2,50 0,45 0,065 2,208 1,948 2,013 0,276 0,244 2,05 3,00 3,00 0,50 0,072 2,675 2,387 2,459 0,307 0,271 2,50 3,50 3,50 0,60 0,087 3,110 2,764 2,850 0,368 0,325 2,90 4,00 4,00 0,70 0,101 3,545 3,141 3,242 0,429 0,379 3,30 4,50 4,50 0,75 0,108 4,013 3,580 3,688 0,460 0,406 3,80 5 5 0,80 0,115 4,480 4,019 4,134 0,491 0,433 4,20 6 6 1,00 0,144 5,350 4,773 4,917 0,613 0,541 5,00 7 7 1,00 0,144 6,350 5,773 5,917 0,613 0,541 6,00 8 8 1,25 0,180 7,188 6,466 6,647 0,767 0,677 6,80 9 9 1,25 0,180 8,188 7,466 7,647 0,767 0,677 7,80 10 10 1,50 0,217 9,026 8,160 8,376 0,920 0,812 8,50 11 11 1,50 0,217 10,026 9,160 9,376 0,920 0,812 9,50 12 12 1,75 0,253 10,863 9,853 10,106 1,074 0,947 10,20 14 14 2,00 0,289 12,701 11,546 11,835 1,227 1,083 12,00 16 16 2,00 0,289 14,701 13,546 13,835 1,227 1,083 14,00 18 18 2,50 0,361 16,376 14,933 15,394 1,534 1,353 15,50 20 20 2,50 0,361 18,376 16,933 17,294 1,534 1,353 17,50 22 22 2,50 0,361 20,376 18,933 19,294 1,534 1,353 19,50 24 24 3,00 0,433 22,051 20,319 20,752 1,840 1,624 21,00 27 27 3,00 0,433 25,051 23,319 23,752 1,840 1,624 24,00 30 30 3,50 0,505 27,727 25,706 26,211 2,147 1,894 26,50 33 33 3,50 0,505 30,727 28,706 29,211 2,147 1,894 29,50 36 36 4,00 0,577 33,402 31,093 31,670 2,454 2,165 32,00 39 39 4,00 0,577 36,402 34,093 34,670 2,454 2,165 35,00 42 42 4,50 0,650 39,077 36,479 37,129 2,760 2,436 37,50 45 45 4,50 0,650 42,077 39,479 40,129 2,760 2,436 40,50 48 48 5,00 0,722 44,752 41,866 42,857 3,067 2,706 43,00 52 52 5,00 0,722 48,752 45,866 46,587 3,067 2,706 47,00 56 56 5,50 0,794 52,428 49,252 50,046 3,374 2,977 50,50 60 60 5,50 0,794 56,428 53,252 54,046 3,374 2,977 54,50 64 64 6,00 0,866 60,103 56,639 57,505 3,681 3,248 58,00 68 68 6,00 0,866 64,103 60,639 61,505 3,681 3,248 62,00 * Promjer provrta za navoj odnosi se na postupak urezivanja i glodanja navoja r=0,1443ˑp d2=d‐0,6495ˑp d3=d‐1,2269ˑp D1=d‐1,0825ˑp H=0,86603ˑp h3=0,61343ˑp
- 9. Veleučilište u Slavonskom Brodu 407/416 Promjer provrta pri izradi navoja s finim korakom postupkom urezivanja i glodanja Promjer provrta pri izradi standardnog navoja postupkom uvaljivanja Tolerancije provrta pri izradi navoja uvaljivanjem Nazivna veličina Nazivna veličina Promjer provrta (mm) Promjer provrta (mm) Promjer jezgre matice (mm) 6H min 6H max Promjer jezgre matice (mm) 6H min 7H max Korak navoja Tolerancija promjera provrta