Dokumen tersebut merangkum proses pengerjaan material AA-7075 Duralumin dengan ukuran diameter dan panjang tertentu menggunakan mesin bubut CNC KENNA dan SANDVIK. Terdapat 14 langkah proses yang mencakup aktivitas seperti pengukuran material, pemotongan, penataan permukaan, pembuatan lubang dan kerut, perubahan diameter dan sudut, serta pembuatan roda gigi.
Abortion Pills In Doha // QATAR (+966572737505 ) Get Cytotec
Prosman2 1
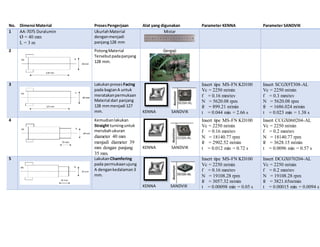
1. No. Dimensi Material ProsesPengerjaan Alat yang digunakan Parameter KENNA Parameter SANDVIK
1 AA-7075 Duralumin
Ø = 40 mm
L = 3 m
UkurlahMaterial
denganmenjadi
panjang128 mm
Mistar
2 PotongMaterial
Tersebutpadapanjang
128 mm.
Gergaji
3 Lakukanproses Facing
pada bagianA untuk
meratakanpermukaan
Material dari panjang
128 mmmenjadi 127
mm. KENNA SANDVIK
Insert tipe MS-FN KD100
Vc = 2250 m/min
f = 0.16 mm/rev
N = 5620.08 rpm
fr = 899.21 m/min
t = 0.044 min = 2.66 s
Insert SCGX9T308-AL
Vc = 2250 m/min
f = 0.3 mm/rev
N = 5620.08 rpm
fr = 1686.024 m/min
t = 0.023 min = 1.38 s
4 Kemudianlakukan
Straight turninguntuk
merubahukuran
diameter 40 mm
menjadi diameter 39
mm dengan panjang
35 mm.
KENNA SANDVIK
Insert tipe MS-FN KD100
Vc = 2250 m/min
f = 0.16 mm/rev
N = 18140.77 rpm
fr = 2902.52 m/min
t = 0.012 min = 0.72 s
Insert CCGX060204-AL
Vc = 2250 m/min
f = 0.2 mm/rev
N = 18140.77 rpm
fr = 3628.15 m/min
t = 0.0096 min = 0.57 s
5 LakukanChamfering
pada permukaanujung
A dengankedalaman3
mm.
KENNA SANDVIK
Insert tipe MS-FN KD100
Vc = 2250 m/min
f = 0.16 mm/rev
N = 19108.28 rpm
fr = 3057.32 m/min
t = 0.00098 min = 0.05 s
Insert DCGX070204-AL
Vc = 2250 m/min
f = 0.2 mm/rev
N = 19108.28 rpm
fr = 3821.65m/min
t = 0.00015 min = 0.0094 s
2. 6 Lakukanprosesstraight
turningkembali
sepanjang20 mm
dengandiameter36
mm pada bagianA.
7 Ubahlahposisi material
untukmelanjutkan
prosesselanjutnya
denganmemindahkan
bagianA ke posisi yang
dicekamolehspindle.
8 Sebelummelakukan
prosesselanjutnya,
bagianAA pada
material dapat
dilakukanprosesdrilling
centerdengan
kedalaman1.5 mm.
9 Selanjutnyaproses
facinguntukmeratakan
permukaanbagian AA
yang memiliki panjang
total 127 mm menjadi
126 mm.
10 Kemudianlakukan
Groovingpada bagian
AA sepanjang5 mm
dengandiameter21
mm.
3. 11 Lakukanproses
Taperingpadabagian
AA setelahGrooving
denganpanjang35 mm
dengansudut
kemiringan4derajat.
12 LakukanStraight
turningpada bagianAA
sepanjang30 mm
dengandiameter40
menjadi diameter28
mm.
13 pada bagianAA di
lakukanproses
chamferingdi ujung
material yangingindi
buat ulirdenganukuran
1.5 mm.
14 Kemudianlakukan
prosesThreading
denganukuran30 mm x
12 pitch.
4. PERHITUNGAN
1. Parameter dari Katalog KENNA
Facing
Do = 128 mm
Df = 127 mm
Davg =
128+127
2
= 127.5 𝑚𝑚
Depth of cut =
128−127
2
= 0.5 𝑚𝑚
Pada hal. 40 dapat ditentukan:
5.
6. f = 0.16 mm/rev
Vc = 2250 m/min (Tipe KD100)
N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 127.5
= 5620.08 rpm
fr = f x N = 0.16 x 5620.08 = 899.21 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
40
899.21
= 0.044 min = 2.66 s
Straight
Do = 40 mm
Df = 39 mm
Davg =
40+39
2
= 39.5 𝑚𝑚
Depth of cut =
40−39
2
= 0.5 𝑚𝑚
Pada hal. 40 dapat ditentukan:
f = 0.16 mm/rev
Vc = 2250 m/min (Tipe KD100)
N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 39.5
= 18140.77 rpm
fr = f x N = 0.16 x 18140.77 = 2902.52 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
35
2902.52
= 0.012 min = 0.72 s
Champering
Do = 39 mm
Df = 36 mm
Davg =
39+36
2
= 37.5 𝑚𝑚
Depth of cut =
39−36
2
= 1.5 𝑚𝑚
7. Pada hal. 40 dapat ditentukan:
f = 0.16 mm/rev
Vc = 2250 m/min (Tipe KD100)
N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 37.5
= 19108.28 rpm
fr = f x N = 0.16 x 19108.28 = 3057.32 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
3
3057.32
= 0.00098 min = 0.05 s
2. Parameter dari Katalog SANDVIK
Facing
Pada hal. 11 pilih insert CoroTurn 107 Finishing (Positive basic-shape)
Karena insert Square lebih baik untuk facing maka pilih insert SCGX9T308-AL pada hal. 53
8. Menetukan ap dengan f pada hal. 505
ap min = 0.5 mm
max = 5 mm
f min = 0.15 mm/r
max = 0.6 mm/r
Menetukan Vc pada hal. 518
Vc = 2250 mm/min
Maka N, fr, dan t dapat dicari:
Do = 128 mm
Df = 127 mm
Davg =
128+127
2
= 127.5 𝑚𝑚
Depth of cut(ap) =
128−127
2
= 0.5 𝑚𝑚 (hal 505)
9. f = 0.3 mm/rev (hal 505)
Vc = 2250 m/min (hal 518)
N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 127.5
= 5620.08 rpm
fr = f x N = 0.3 x 5620.08 = 1686.024 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
40
1686.024
= 0.023 min = 1.38 s
Straight
Pada hal. 48 CoroTurn 107 Finishing (Positive basic-shape)
pilih insert CCGX060204-AL karena bisa digunakan untuk non-ferros
ap min = 0.5 mm (hal 505)
max = 3 mm
f min = 0.1 mm/r (hal 505)
max = 0.3 mm/r
10. Vc = 2250 mm/min (hal 518)
Do = 40 mm
Df = 39 mm
Davg =
40+39
2
= 39.5 𝑚𝑚
Depth of cut(ap) =
40−39
2
= 0.5 𝑚𝑚
f = 0.2 mm/rev
Vc = 2250 m/min
N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 39.5
= 18140.77 rpm
fr = f x N = 0.2 x 18140.77 = 3628.15 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
35
3628.15
= 0.00964 min = 0.57 s
11. Chamfering
Pada hal. 50 CoroTurn 107 Finishing (Positive basic-shape)
pilih insert DCGX070204-AL karena bisa digunakan untuk non-ferros
ap min = 0.5 mm (hal 505)
max = 4 mm
f min = 0.1 mm/r (hal 505)
max = 0.3 mm/r
Vc = 2250 mm/min (hal 518)
Do = 39 mm
Df = 36 mm
Davg =
39+36
2
= 37.5 𝑚𝑚
Depth of cut =
39−36
2
= 1.5 𝑚𝑚
f = 0.2 mm/rev
Vc = 2250 m/min
12. N =
𝑉𝐶
𝜋 𝑥 𝐷𝑎𝑣𝑔
=
2250 𝑥 1000
𝜋 𝑥 37.5
= 19108.28 rpm
fr = f x N = 0.2 x 19108.28 = 3821.65 m/min
t =
𝐿
𝑓 𝑥 𝑁
=
3
3821.65
= 0.00015 min = 0.0094 s