
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Synthetic Fiber Basics
Ähnlich wie Synthetic Fiber Basics (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Synthetic Fiber Basics
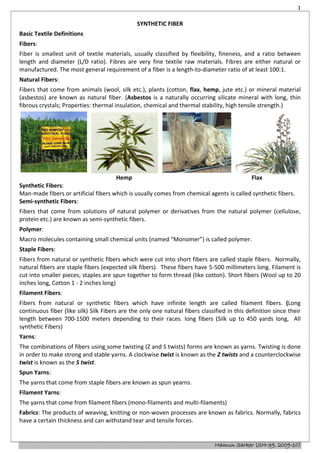
- 1. 1 SYNTHETIC FIBER Basic Textile Definitions Fibers: Fiber is smallest unit of textile materials, usually classified by flexibility, fineness, and a ratio between length and diameter (L/D ratio). Fibres are very fine textile raw materials. Fibres are either natural or manufactured. The most general requirement of a fiber is a length-to-diameter ratio of at least 100:1. Natural Fibers: Fibers that come from animals (wool, silk etc.), plants (cotton, flax, hemp, jute etc.) or mineral material (asbestos) are known as natural fiber. (Asbestos is a naturally occurring silicate mineral with long, thin fibrous crystals; Properties: thermal insulation, chemical and thermal stability, high tensile strength.) Hemp Flax Synthetic Fibers: Man-made fibers or artificial fibers which is usually comes from chemical agents is called synthetic fibers. Semi-synthetic Fibers: Fibers that come from solutions of natural polymer or derivatives from the natural polymer (cellulose, protein etc.) are known as semi-synthetic fibers. Polymer: Macro molecules containing small chemical units (named “Monomer”) is called polymer. Staple Fibers: Fibers from natural or synthetic fibers which were cut into short fibers are called staple fibers. Normally, natural fibers are staple fibers (expected silk fibers). These fibers have 5-500 millimeters long. Filament is cut into smaller pieces; staples are spun together to form thread (like cotton). Short fibers (Wool up to 20 inches long, Cotton 1 - 2 inches long) Filament Fibers: Fibers from natural or synthetic fibers which have infinite length are called filament fibers. (Long continuous fiber (like silk) Silk Fibers are the only one natural fibers classified in this definition since their length between 700-1500 meters depending to their races. long fibers (Silk up to 450 yards long, All synthetic Fibers) Yarns: The combinations of fibers using some twisting (Z and S twists) forms are known as yarns. Twisting is done in order to make strong and stable yarns. A clockwise twist is known as the Z twists and a counterclockwise twist is known as the S twist. Spun Yarns: The yarns that come from staple fibers are known as spun yearns. Filament Yarns: The yarns that come from filament fibers (mono-filaments and multi-filaments) Fabrics: The products of weaving, knitting or non-woven processes are known as fabrics. Normally, fabrics have a certain thickness and can withstand tear and tensile forces. Mamun Sarker (SH-39, 2009-10)
- 2. 2 Fig: Classification of fibers by starting materials Yarn and its construction: - The basic unit of a fabric is fiber. - Fibers are either staple or filament. The fiber, specially staple, is too weak to make a fabric. - Yarn is an assemblage of fibers twisted together. - Staple fibers make spun yarn and filament fibers make filament yarns. - Both, staple and filament fibers are used to make yarn. We must have seen when mother knitting a sweater or we must have knitted one ourselves. For this we use a long thread of wool. Untwist the thread and observe the waves. We will find that it is made of a bundle of small fibers. This thread made of fibers is called a yarn. Twisting the fibers gives the yarn length and strength. A yarn can either be a spun yarn (from staple fibers) or a filament yarn (from filament fibers). Yarn making: Process of making yarn from fibers is called spinning. (1) For making yarn from staple fibers: A bundle of fibers is taken, cleaned and straightened. After this they are pulled out and drawn and a twist is given to hold them together. This type of spinning is called mechanical spinning and is done for natural fibers like cotton and wool. The resultant yarn is a spun yarn. Fig: Spinning by hand We can try and make a yarn ourselves. Take a ball of cotton and start pulling a few fibers, while pulling also twist the fibers. You will see that a yarn emerges because a number of small fibers are getting twisted with each other. This process of pulling the fibers and twisting them together is called spinning. You can spin using a charkha (spinning wheel) or a spinning machine. (2) For making yarn from filament fibers: - The filament yarns are spun by the chemical spinning process. - A spinning solution of the raw materials is made and passed through the holes of a spinneret (looks like a bathroom shower). - The solution solidifies into thread like form called the filament fiber. These filament fibers are twisted together to form a strong and fine yarn. Mamun Sarker (SH-39, 2009-10)
- 3. 3 Yarn properties: 1. Properties of yarn have an effect on the behavior of the fabric. 2. The two important properties of a yarn are its 3. fineness and 4. amount of twist These two properties of the yarn are related to each other. More the twist in a yarn, the finer, smoother and stronger it is. However, if a yarn is highly twisted it gives the fabric a crinkled effect. Such high twist yarns are called crepe yarns and are mainly used to make fabrics for dupattas (orna, shalwar kameez). Types of yarns: On the basis of their structure, yarns are broadly classified into three types: Simple Yarns: A yarn which is smooth and uniform and evenly twisted is called a simple yarn. It is commonly used for making fabric like poplin and cambric. Simple yarns are further classified into three types: 1. A simple single yarn is an assemblage of fibers evenly twisted together. 2. A Simple Ply yarn is made of two or more singles evenly twisted together. If the ply has two singles it is called a 2-ply and so on. Similarly, 3 ply yarns or 4 ply yearns are also available. Fig: Simple single yarn 3. A simple cord yarn is made of two or more ply yarns twisted together. Two Ply yarn Three Ply yarn Four Ply yarn Cord yarn Textured Yarns: When we unravel a sweater, we find that the yarn which was straight when we knitted has now become curly. This yarn can now be called a textured yarn. What is texturizing? - Texturizing is a treatment usually given to a manmade filament, after which it becomes curly or acquires some forms of loops, coils or crimp. Fabrics made from simple filament yarns are uncomfortable to wear. When such filament yarns are textured they look denser, become bulky, and more stretchable. Due to their changed texture, spaces are created between yarns. This makes the fabric breath better and become more absorbent and therefore comfortable to wear. Coiled Peaked Crimped Rounded Crimped Curled What is the difference between yarn and thread? - Filaments (nylon) or staples (cotton) are twisted together to form yarns, and two or more yarns are twisted together to form a thread or ply yarns. - A thread is usually a ply yarn, it is finer, more even and stronger. When we see the clothes we wear or fabric we use for curtains or bed sheet, have we noticed something different in them? Some fabrics are thick, others are thin, some are plain, others have self-design and some are stiff and others limp. If we examine our clothes, we will find that our inner clothes or underwear are very different from outer clothes. These differences in fabrics are because of their construction. Mamun Sarker (SH-39, 2009-10)
- 4. 4 The fibers and yarns affect the properties, appearance, and wear ability of the fabric. Similarly, fabric construction methods also influence the appearance, properties and performance of the fabric. How is fabric constructed? Fabrics can be made or constructed by using a number of techniques as given below: 1) Weaving 2) Knitting 3) Non-woven 4) Braided 5) Nets 6) Laces Weaving common terms in textiles 1) Weaving: Weaving is the most commonly used method of fabric construction. In weaving two sets of yarns are interlaced at right angle to one another in an established sequence. The weaving operation can be compared to ‘chatai’ making. When a chatai is made, some ropes are held parallel to one another on a frame. The chatai maker lifts some strands with his fingers and passes another rope perpendicular to it and pushes it down with a blunt knife to make a compact chatai. In weaving also, a similar process is carried out on a loom. Warp yarns are laid parallel and very close to each other. Then, with hands or some other device some warps are lifted and others remain as such and the weft on a shuttle is then passed through them to complete the interlacement. For example alternate warps could be lifted to get a plain weave fabric. To make the weave compact, the wefts are beaten with a comb like device called reed. Selvedge: When we examine a fabric, we see two long finished edges, one on each side along the length of the fabric. These edges are called selvedge and give strength to the edges which is important in further processing of the fabric. An edge that is made on a piece of cloth, which stops the threads from coming apart (= stops it fraying). Warp: They are the yarns along the length of the fabrics or parallel to the selvedge. They are also called ends. Weft: When we see a woven fabric, besides warps, another set of yarns move perpendicular to warps. They are called wefts. They are interlaced with warps in a crosswise direction to make a fabric. They are also called picks or fillings. Thread Count: We must have noticed that some woven fabrics look dense and compact whereas others open. This difference is due to the thread count which refers to the total number of warps and wefts per square inch of a woven fabric. Thread count tells us about the fabric quality and durability. Fabric with a higher thread count is better than fabric with lower thread count. Also, for good quality fabric, warps and wefts should be more or less equal in number. 2) Knitting: - Knitting is making of cloth with the help of needles to create a series of interlocking loops with a single yarn. - We already know that there is only one ball of knitting yarn and with the help of two needles, loops are made and when one row of loops are made, the next row is formed by interloping with the previous loops. - This fabric making method gives us a very comfortable and stretchable fabric which does not wrinkle. Knitting - Due to its elasticity, it can fit various sizes. Knitted fabrics are used not only for sweaters but also for hosiery articles like vests, socks, underwears, etc. - It is specially suited for winter wear. Knitted wool keeps as warm since it has many air spaces which trap the body heat and provide warmth. Mamun Sarker (SH-39, 2009-10)
- 5. 5 In a knitted garment we will see the following: Courses: These are the series of successive loops lying in crosswise direction. Wales: These are the lengthwise or vertical columns of loops. Wales Courses Table: The difference between Weaving & Knitting. 3) Non-woven: These fabrics are made directly from fibers without weaving or knitting. Fibers are held together by mechanical forces, gum or heat. Namada is a traditional Kashmiri piece of a non-woven type of fabric. 4) Braided Fabrics: Braided fabrics are created in a fashion similar to braiding of hair. These fabrics are mainly used to make trimmings and shoe laces. Braided fabrics Mamun Sarker (SH-39, 2009-10)
- 6. 6 5) Nets: They are open-mesh fabrics with geometrical shapes. These yarns may be knotted at the point of intersection. It is used very commonly for mosquito nets. 6) Laces: Net Yarns are criss-crossed to create intricate designs. Yarns may be interlooped, interlaced or knotted to give open-mesh structure. Beautiful decorative designs can be created through lace making. Laces are very important trimmings that are used to decorate a garment. Lace Fiber-Forming Polymers: Cellulosics Wood pulp and cotton remnants are processed to yield cellulose-based fibres, rayon and cellulose acetate. Cotton is a vegetable fiber and is essentially made of cellulose, which is a linear polymer of β- glucose. Composed of about 90 percent cellulose and about 6 percent moisture and the remainder consists of natural impurities. Cellulose has a sheet like structure and is the principal structural component of plants. The strong intermolecular hydrogen bonding between hydroxyl groups gives cellulose a high degree of crystallinity and thus strength of cotton. For the same reason, cellulose despite containing a large number of hydroxyl groups is insoluble in water. Water uptake is high enough and therefore cotton clothes take long time to dry up. Fibers derived from cellulose are called rayons. The viscose rayon, cuprammonium rayon and acetate rayon are the derivatized celluloses which are used as fibers. These useful fibrous materials are called cellulosic (semi- synthetic) fibers. The structure has primary and secondary alcohol groups uniformly interspersed throughout the length of the polymer chain. These hydroxy units impart high water absorption characteristics to the fiber and can act as reactive sites. Cellulose acetate is a well-known derivative of cellulose and has found many uses as a fiber. Acetate, diacetate, and triacetate are similar in chemical structure with acetate having about 83% of the hydroxyl groups acetylated in diacetate, and not less than 92% hydroxyl groups are acetylated in triacetate. Triacetate and diacetate fibers are manufactured by the acetylation of refined wood pulp or purified cotton linters. The acetylation reaction is quite simple chemically and may be visualized in the following manner: The conversion of the hydroxyl group causes these fibers to be hydrophobic and changes their dyeing characteristics drastically from those of cotton and rayon. The higher the degree of acetylation the more hydrophobic the acetate becomes. The triacetate is the most hydrophobic. Fiber-Forming Polymers: Proteins Amino acids: - Are the building blocks of proteins. - Contain carboxylic acid and amino groups. Mamun Sarker (SH-39, 2009-10)
- 7. 7 - Are ionized in solution. - Contain a different side group (R) for each. - Are called α amino acids. amino group on the alpha () carbon. Nonpolar Amino Acids Amino acids are classified as nonpolar when the R groups are H, alkyl, or aromatic. Polar Neutral Amino Acids Amino acids are classified as polar neutral when the R groups are alcohols, thiols, or amides. Acidic and Basic Amino Acids - Amino acids are classified as acidic when the R group is a carboxylic acid - Amino acids are classified as basic when the R group is an amine The Peptide Bond A peptide bond is an amide bond between the carboxyl group of one amino acid and the amino group of the next amino acid. Peptide: Dipeptide: A molecule containing two amino acids joined by a peptide bond. Tripeptide: A molecule containing three amino acids joined by peptide bonds. Polypeptide: A macromolecule containing many amino acids joined by peptide bonds. Protein: A biological macromolecule containing at least 30 to 50 amino acids joined by peptide C-terminal bonds. + O C6 H5 H O amino acid Naming of peptides: H 3N N N O- N-terminal C-terminal amino acid: the amino acid at the end of the chain amino acid OH H O COO- having the free -COO group. - S er-Phe-Asp N-terminal amino acid: the amino acid at the end of the chain having the free -NH3+ group. Begin from the N terminal. Drop “-ine” and it is replaced by “-yl”. Give the full name of amino acid at the C terminal. Alanylglycylserine (Ala-Gly-Ser) Mamun Sarker (SH-39, 2009-10)
- 8. 8 Structure of protein: 1. Primary structure 2. Secondary Structure 3. Tertiary structure 4. Quaternary Structure Ala─Leu─Cys─Met (Primary Structure) Primary Structure of proteins: The order of amino acids held together by peptide bonds. Each protein in our body has a unique sequence of amino acids. The backbone of a protein. The primary structure of insulin: - Is a hormone that regulates the glucose level in the blood. - Was the first amino acid order determined. - Contains of two polypeptide chains linked by disulfide bonds (formed by side chains (R)). - Chain A has 21 amino acids and - chain B has 30 amino acids. - Genetic engineers can produce it for treatment of diabetes. The Secondary Structure of Protein: The secondary structure describes the way the amino acids next to or near to each other along the polypeptide are arranged in space. It is of three types: 1) Alpha helix (α helix 2) Beta-pleated sheet (-pleated sheet) 3) Triple helix (found in Collagen) 1) Alpha Helix (α-helix): - A section of polypeptide chain coils into a rigid spiral. - Held by H bonds between the H of N-H group and the O of C=O of the fourth amino acid down the chain (next turn). - Looks like a coiled “telephone cord.” - All R- groups point outward from the helix. 2) Beta-Pleated Sheet (-pleated sheet): - Consists of polypeptide chains arranged side by side. Holds proteins in a parallel arrangement with hydrogen bonds - Has hydrogen bond between the peptide chains. - Has R group above and below the sheet (vertical). - Is typical of fibrous proteins such as silk. 3) Triple Helix (Collagen): Beta-Pleated Sheet - Collagen is the most abundant protein. - Three polypeptide chains (three α-helix) woven together. - Typical of collagen, connective tissue, skin, blood vessels, tendons, and cartilage. - Consists of glycine (33%), proline (22%), alanine (12%), and smaller amount of hydroxyproline and hydroxylysine. Triple Helix (Collagen) Tertiary Structure: - Gives a specific overall shape to a protein - The tertiary structure is determined by attractions and repulsions between the side chains (R) of the amino acids in a polypeptide chain. - Involves interactions and cross links between R groups in different areas of the peptide chain - Is stabilized by: - Hydrophobic and hydrophilic interactions -Hydrogen bonds - Salt bridges (electrostatic interactions) -Disulfide bonds Mamun Sarker (SH-39, 2009-10)
- 9. 9 (electrostatic interactions) The interactions of the R groups give a protein its specific three-dimensional tertiary structure (Interactions between side chains of the amino acids fold a protein into a specific three-dimensional shape: Fig*). Fig: Disulphite Bonds Fig*: 3-dimentional tertiary structure Fibrous Proteins: - Important structural proteins - Long, fiber-like shapes - Typically structural Example: a) α- keratins: - Hair, wool, skin, and nails - 3 a-helices held together by disulfide bonds b) - keratins: - feathers of birds - large amounts of beta-pleated sheet structure c) Collagen: - Connective tissue, skin, tendons, and cartilage - A triple helix consisting of three alpha helix chains Collagen structure - Contains large amounts glycine, proline, hydroxyproline and hydroxylysine that contain –OH groups for hydrogen bonding Mamun Sarker (SH-39, 2009-10)
- 10. 10 Keratin Protofibril microfibril (9+2 assembly) Collagen Fig: Keratin in hair Wool is an animal hair from the body of sheep. Silk is a lustrous tough elastic fiber produced by silkworms. Both wool and silk fibers are protein substances with both acidic and basic properties. The building blocks for these fibers are amino acids. The amino acids (about 20) in wool are arranged in a polypeptide chain in the following manner: Silk, like wool, is a protein fiber, but of much simpler structure. Silk is a polypeptide made up of only four amino acids, glycine, alanine, serine and tyrosine. Glycine and alanine are present in 2:l ratio and cover more than 75% mole percent of the silk and is the only continuous filament fiber (300-700 metre long). Due to the presence of many amine, carboxylic acid, amide, and other polar groups, wool and silk are hydrophilic in nature, wetted by water and are dyed with either acid or basic dyes through the formation of ionic bonds (salt linkages). In its natural state, raw wool from sheep contains a number of constituents other than the fibre. The main ones are wool grease, water-soluble material derived from perspiration (called suint) and contaminants such as dirt and vegetable matter. These contaminants are removed during processing. (suint is removed from the wool by dissolution, grease by emulsification and dirt by suspension.) Clean wool belongs to a group of proteins known as keratins. The proteins in wool are composed of amino acids. The general structure of an amino acid is shown in Fig-1. Fig-1: G. S. of amino acid Individual amino acids differ from each other in the nature of the side group, shown as R in Fig-1. Wool macromolecule is formed from 18 amino acids, distributed in a particular order and the polyamide thus formed is a protein called keratin. Silk is an excellent insulator of heat, hence it is warm in winter and cool in summer. Depending upon the atmospheric conditions, silk can absorb about 20-25% moisture which makes it comfortable to wear. Silk and wool may also be dyed with reactive dyes that form covalent bonds with available amino groups. In proteins, including wool, the amino acids are joined together to form a long polymer chain, as shown in Fig-2. The polymer can be regarded as polyamide because each structural unit is joined by an amide group. One of the amino acids that make up the protein of wool is cysteine. When the polymer chain is a protein however, the amide repeat unit (-NHCHRCO-) is called a peptide group. Fig-2 shows the formation of a simple polypeptide produced from three amino acids. α- Keratin the protein of wool has the individual polymer chains coiled into a right handed helix or α-helix, held together by hydrogen bonds. The helical chains of wool are then coiled about one another, held together by further hydrogen bonds to form a superhelix which accounts for the thread-like nature of these proteins. Mamun Sarker (SH-39, 2009-10)
- 11. 11 Fig-2: Formation of a polypeptide by reaction of amino acids. (R1, R2 and R3 may be the same or different side groups). When keratin is in a relaxed state it has a helical, or spiral structure called α-keratin, which is responsible for wool’s high elongation property. When the fibre is stretched it tends to unfold its polymers and this unfolded configuration is known as β-keratin. In wool, individual polypeptide chains are joined together to form proteins by a variety of covalent (chemical bonds), called crosslinks (cystine or sulphur linkages), ion-to-ion bonds called salt bridges, hydrophobic interactions and hydrogen bonds (Fig-3). Fig-3: Bonds in Wool. The major chemical features of the polypeptide polymer are amide links, which occur between the amino acids along the polymer chains, and the cystine cross-links, which occur in a random spacing between the polymer chains. Amino acids are glycine, alanine, valine, leucine, isoleucine, phenylalanine, proline, serine, threonine, tyrosine, aspartic, glutamic, arginine, lysine, histidine, tryptophan, cystine and methionine. The polymer contains many amine, carboxylic acid, and amide groups, which contribute in part to the water-absorbent nature of the fiber. The most important crosslinks are the sulphur containing disulphide bonds, which are formed during fibre growth by a process called “keratinisation”. These make keratin fibres insoluble in water (The insolubility of keratins is caused by the presence of transverse disulfide bonds between the polypeptide chains. ) and more stable to chemical and physical attack than other types of proteins. The cross-linkages in the chains permit the ends to move up and down, which provides the resiliency of the fibre. Another type of crosslink is the isopeptide bond formed between amino acids containing acidic or basic groups. (An isopeptide bond is an amide bond that is not present on the main chain of a protein. The bond forms between a side-chain carboxyl group and amino group) In addition to the chemical crosslinks, some other types of interactions also help to stabilize the fibre under both wet and dry conditions. These arise from interactions between the side groups of Mamun Sarker (SH-39, 2009-10)
- 12. 12 the amino acids that constitute wool proteins. Thus, hydrophobic interactions occur between hydrocarbon side groups; and ionic interactions occur between groups that can exchange protons. These ionic interactions or 'salt linkages' between acidic (carboxyl) and basic (amino) side chains are the most important of the non-covalent interactions. The most important of the non-covalent interactions are the ionic, or ‘salt bridges ' between acidic (carboxyl) and basic (amino) side groups. Physical Structure: A cross-section of the wool fiber under magnification shows three distinct parts of wool’s physical structure: Epidermis or cuticle – the outer layer composed of scales – absorbs water Cortex – the main part of the fiber composes 90% of the fiber mass Medulla – the center honeycomb-like core contains air spaces Cotton and linen are both natural cellulose polymers based on glucose as the repeating unit. They both form strong fibres but Polyethene does not form strong fibres. This difference in behaviour can be explained by the different nature of the forces of intermolecular attraction between the polymer chains. Cotton has a glass transition temperature of 225° C so cotton fabrics keep their shape because the cotton molecules cannot move at room temperature. Cotton is a carbohydrate polymer of glucose which contains lots of hydroxy groups, -OH, and these can hydrogen bond to -OH groups in another polymer chain. The inter-chain hydrogen bonding is much stronger than van der Waals attractions in polyethene so cotton is a much tougher material than polyethene and can form strong fibres which can be formed into threads, which cannot be done for polyethene. Hydrogen bonds are about five times stronger than van der Waals attractions but only about one tenth of the strength of a covalent bond. van der waals attraction 5-10 kJ mol-1 hydrogen bond 25-50 kJ mol-1 covalent bond 250-500 kJ mol-1 Fibre-Forming Polymers: Polyesters (Dacron Polyesters are the polymers, in the form of fibers Polyesters have hydrocarbon backbones which contain ester linkages. The structure in the picture is called poly (ethylene terephthalate), or PET for short, because it is made up of ethylene groups and terephthalate groups. Mamun Sarker (SH-39, 2009-10)
- 13. 13 There are two more polyesters on the market that are related to PET. There is poly (butylene terephthalate) (PBT) and poly (trimethylene terephthalate). They are usually used for the same type of things as PET, but in some cases these perform better. The first polyester fibers were produced by reacting ethylene glycol and either terephthalic acid or one of its esters to give poly(ethylene terephthalate). This polymer is still used to make thin films (Mylar) and textile fibers (Dacron and Fortrel). Fibre Properties: 1. Strong Resistant to stretching and shrinking 2. Resistant to most chemicals 3. Quick-drying 4. Crisp and resilient when wet or dry 5. Wrinkle-and abrasion-resistant 6. Easy to wash 7. Retains heat-set pleats and creases Fiber applications: Tire cords, rope, thread, cord, belts, and filter cloths. Pleated Skirt Monofilaments- brushes, clothing, carpet, bristles Mamun Sarker (SH-39, 2009-10)
- 14. 14 Fiber -Forming Polymers: Polyamides& Aramid Aliphatic polyamides are nylons, while polyamides with high amomatic content are commonly reffered to as aramids Among the large number of polyamides (nylons) only two, i.e. nylon 6 and nylon 6,6 could get commercial importance. Nylon 6,6 is synthesised by the condensation of hexamethylene diadipate salt (HD Salt). The salt is produced by the condensation of equimolar amount of hexamethylene diamine and adipic acid. H2N (CH2)6 NH2 + HOCO (CH2)4 COOH - (HN (CH2)6 NHCO (CH2)4 CO) n - + n H2O Hexamethylene Adipic Acid Nylon 66 Diamine Aramid fiber: A manufactured fiber in which the fiber-forming substance is a long-chain synthetic polyamide in which at least 85% of the amide (-CO-NH-) linkages are attached directly between two aromatic rings. O O C + H H2N R * Ar N C Ar * Amide Aromatic Aromatic polyamide n The aramids are nonburning, solvent resistant, and very heat resistant. *p46 (aramid) Cl O C C + H2N NH2 [N N C C ]n O Cl Et3N / CH2Cl2 H H O O + n H Cl terephthaloyl chloride p-phenylenediamine poly(p-phenylene terephthalamide) Kevlar PET 550 PET 260 400 PET 80‐120 O O O O C C H2N NH2 [ N N C C ] Cl Cl n + H H DMAC / Ca(OH)2 + n H Cl isophthaloyl chloride m-phenylenediamine poly(m-phenylene isophthalamide) O Nomex C CH3 H3C N 410 265 PET CH3 dimethylacetamide (DMAC) 46 Mamun Sarker (SH-39, 2009-10)
- 15. 15 Properties of Aramid yarns: - High tensile strength -Poor compressive strength - High stiffness -Moderate abrasion resistance - High specific strength -Good chemical resistance - Low density -Resistance to high temperature - Low creep -Relatively good thermal stability - Fine life when subject to high stress -Electrical non conductivity - Excellent longtitudinal performance Aramid (Kevlar & Nomex) advantages: 1. Exceptional strength 2. Exceptional heat and flame resistance 3. Resistant to stretch and abrasion Uses: a. Kevlar b. Nomex -Bullet Proof Vests -Fireman Uniforms -Cut/Heat and Chemical resistant Gloves -Racing Apparel Fibre-Forming Polymers: Acrylics and Polyolefins Acrylic acid is the common name for 2-propenoic acid: CH2=CHCO2H. Acrylic fibers such as Orlon are made by polymerizing a derivative of acrylic acid known as acrylonitrile. nCH2=CHCOOCH3 [….. (CH2 CH (COOCH3)n….] (Poly methyl acrylate) nCH2=CHCN [..... (CH2 CH (CN)n....] (Polyacrylonitrile) Other acrylic polymers are formed by polymerizing an ester of this acid, such as methyl acrylate. Propylene Isotactic- CH3 on one side of polymer chain (isolated). Commercial PP is 90% to 95% Isotactic Polyolefin Advantages: Soft, Warm, Wool-like, Light weight, Wrinkle resistant, Resistant to moths and sunlight Disadvantages: Pills, Static electricity, Heat sensitive Mamun Sarker (SH-39, 2009-10)
- 16. 16 Uses: - Sweaters -Pants - Knit garments -Skirts - Faux Fur -Shoe soles - Coats Molecular Configurations: Polymers that have more than one type of side atom or group can have a variety of configurations: Sterioisomerism (Head to Tail) - Isotactic: all on the same side - Syndiotactic: alternating sides Isotactic Syndiotactic Atactic - Atactic: random Spinning Methods Spinning is the process through which bulk polymers are processed into a thread and/or yarn. Three options are used, depending on material properties. Fibers are formed by forcing a viscous fluid or solution of the polymer through the small orifices of a spinneret plate and immediately solidifying or precipitating the resulting filaments. Spinnereta: The spinnerets used in the production of most manufactured fibers are similar, in principle, to a bathroom shower head. Fig: Spinneret The tiny openings are very sensitive to impurities and corrosion. The liquid feeding them must be carefully filtered and, in some cases, the spinneret must be made from very expensive, corrosion-resistant metals. As the filaments emerge from the holes in the spinneret, the liquid polymer is converted first to a rubbery state (semi solid) and then solidified. This process of extrusion and solidification of endless filaments is called spinning, not to be confused with the textile operation of the same name, where short pieces of staple fiber are twisted into yarn. Such a plate may contain 1,000 holes (0.12 mm diameter) or more. Synthetic fibers are produced typically by 2 easily distinguishable methods, melt spinning and solvent spinning. Melt spinning processes use heat to melt the fiber polymer to a viscosity suitable for extrusion through the spinneret. Solvent spinning processes use large amounts of organic solvents, which usually are recovered for economic reasons, to dissolve the fiber polymer into a fluid polymer solution suitable for extrusion through a spinneret. The major solvent spinning operations are dry spinning and wet spinning. Extrusionb: Forcing a thick, viscous liquid (about the consistency of cold honey) through the tiny holes of a device called a spinneret to form continuous filaments of semi-solid polymer. Fig: Basic components for spinning. Mamun Sarker (SH-39, 2009-10)
- 17. 17 Table: Types of Spinning Methods and Fiber Types Produced. Spinning Method Fiber Type Spinning Method Fiber Type Melt Spinning Polyester Solvent Spinning Nylon 6 Wet Solvent Spinning Acrylic Nylon 66 Modacrylic Polyolefin Solvent Spinning Reaction Spinning Spandax Dry Solvent Spinning Cellulose Acetate Rayon (viscose) Cellulose triacetate Acrylic Modacrylic Vinyon Spandex Melt Spinning: Melt spinning uses heat to melt the polymer to a viscosity suitable for extrusion. This type of spinning is used for polymers that are not decomposed or degraded by the temperatures necessary for extrusion. Polymer chips may be melted by a number of methods. Melting and immediate extrusion of the polymer chips in an electrically heated screw extruder. The molten polymer is extruded at high pressure and constant rate through a spinneret into a relatively cooler air stream that solidifies the filaments. Lubricants and finishing oils are applied to the fibers in the spin cell. Lubricants are used to reduce fibers friction against themselves and against elements of the processing machinery. Vegetable or mineral oils are used. (water soluble-poly(alkylene) glycols) At the base of the spin cell, a thread guide converges the individual filaments to produce a continuous filament yarn, or a spun yarn, that typically is composed of between 15 and 100 filaments. Once formed, the filament yarn either is immediately wound onto bobbins or is further treated for certain desired characteristics or end use. Dry Spinning: The dry spinning process begins by dissolving the polymer in an organic solvent. This solution is blended with additives and is filtered to produce a viscous polymer solution, referred to as "dope", for spinning. The polymer solution is then extruded through a spinneret as filaments into a zone of heated gas or vapor. Fig: Dry Spinning The solvent evaporates into the gas stream and leaves solidified filaments, which are further treated using one or more methods. This type of spinning is used for easily dissolved polymers such as cellulose acetate, acrylics, and modacrylics. Dry spinning is the fiber formation process potentially emitting the largest amounts of VOCs. per pound of fiber produced. Air pollutant emissions include volatilized residual monomer, organic solvents, additives, and other organic compounds used in fiber processing. The largest amounts of un-recovered solvent are emitted from the fiber spinning step and drying the fiber. Mamun Sarker (SH-39, 2009-10)
- 18. 18 Other emission sources include dope preparation (dissolving the polymer, blending the spinning solution, and filtering the dope), Fiber processing (drawingc, washing, and crimping) Solvent recovery. DrawingC: While extruded fibers are solidifying, or in some cases even after they have hardened, the filaments may be drawn to impart strength. The macromolecules are oriented mostly in random directions. To increase the fiber tenacity, they have to be parallelized. Therefore chemical fibers are drawn. The fiber diameter decreases, while the macromolecules become oriented in the fiber direction. Between the chain molecules, semi-valence bonds such as hydrogen bridges and other interactive bonds, for example, van der walls forces, develop which lead to a higher fiber tenacity. In other words, DrawingC of fibers is stretching process which increases the strength of the fiber by increasing the orientation of polymer molecules to the parallel axis of the fiber. (The fibers are hot stretched until they are about 5-times their original length in order to decrease their width) Wet Spinning: Wet spinning is required when polymer’s solvents are not sufficiently volatile to permit rapid evaporation. Wet spinning also uses solvent to dissolve the polymer to prepare the spinning dope. The process begins by dissolving polymer chips in a suitable organic solvent, such as dimethylformamide (DMF), dimethylacetamide (DMAc) or acetone. Fig: Wet spinning In wet spinning as shown in the figure , the spinning solution is extruded through spinnerets (The spinnerets are immersed in tanks containing the coagulation into which the filaments are extruded. The extrusion direction is variable from vertically upwards to horizontal. The spinnerets used in wet-spinning can have up to 2,000 holes for commercial applications) into a precipitation bath that contains a coagulant (or precipitant) such as aqueous DMAc or water. The polymer is not soluble in coagulant but the coagulant is miscible with spinning dope solvent. (The first solvent is miscible with the spin bath, but the polymer is not.) The essential feature in wet spinning is the transfer of the mass of the solvent from the polymer to the coagulating bath. When the solvent is solubilized out, the polymer structure precipitates or coagulates into solid form. Wet spun filaments also undergo one or more of the additional treatment processes. Air pollution emissions in the wet spinning organic solvent are similar to those of dry spinning. Wet spinning processes that use solutions of acids or salts to dissolve the polymer chips emit no solvent VOC, only unreacted monomer, and are therefore, relatively clean from an air pollution standpoint. For those that require solvent, emissions occur as solvent evaporates from the spinning bath and from the fiber in post-spinning operations. Mamun Sarker (SH-39, 2009-10)
- 19. 19 Fig: General process for melt, wet, and dry spun synthetic fibers Crimping: When the fiber is drawn out, it is long and smooth. Crimping can give the fiber more texture and bulk and can increase its insulation properties as well as its elasticity. The wet-spinning process is like the one used for making viscose rayon. The spinneret is held below the surface of a water bath, which usually contains acids for solidifying the spinning dope as it comes through the holes in the spinneret. The solidified filaments are gathered together as a wet tow, which is processed on reels and in baths before being dried. Fiber Properties: General properties of fibers are length, crimp, and denier. Length: Concerning the length, there are essentially two types of fibers, continuous-filament and staple. Continuous filaments are individual fibers whose length is almost infinite. Silk, rayon, nylon, and most other true synthetics are manufactured in this manner. Cotton and wool are examples of natural fibers in the staple form, i.e., of short and more-or-less uniform length. Synthetic fibers cut into short lengths (staple fibers) have many spinning advantages. They do not contain impurities such as dust and leaves like cotton and grease like wool. Crimp: Crimp is the waviness of a fiber. The crimp provides the necessary interfilament cohesion for conversion of the staple into the yarn. It is a measure of the difference between the length of the unstretched and that of the stretched fiber. Crimp is expressed as a percentage of the unstretched length. Some naturally occurring fibers, notably certain wools, have a natural crimp. Crimp can be artificially produced in fibers by suitable heat treatment or by rolling them between heated, fluted rolls. Mamun Sarker (SH-39, 2009-10)
- 20. 20 Denier: Denier is expressed as the weight in grams of 9,000 meters of yarn. It is frequently used as measure of the thickness of the thread. The filaments that emerge from the spinneret may be 2 or 3 deniers, and the size of the thread that is made by bringing together such filaments may vary from 15 to 500 deniers. The smaller the denier, the finer the yarn. The higher the denier, the heavier (coarser) the yarn and the more resilience it will offer. It is thus proportional to the density of the fiber and to its cross-sectional area. The denier (D), being the weight in grams of 9000 meters of filament of yarn. If the denier of the individual filaments is known, the denier of a yarn composed of these filaments may be calculated by multiplying the filament denier by the number of filaments in the yarn. For the filament which has non-circular, cross-section are calculated in the following way. About ten images of cross sections are drawn on graph paper. The graph squares are calibrated with the stage micrometers, and the value of the squares in square microns is computed. By counting the number of squares covered by the area of the fiber, the cross-sectional area of the fibre is obtained. The average surface area of ten fibers is defined and the average value is used to calculate the denier size of filament. Denier = gm/9000 meter = weight [Density = Weight/Volume = Volume × Density = W/V- gm/cc = (Length × Area) × Specific gravity Weight = Volume ×Density 2 = (9000 m × a in μ ) × 1.52 gm/cc Density = Specific gravity = Density of rayon] = (9000 × 100) cm × a in μ2 × 1.52 gm/cc = (9000 × 100 cm) × (a × 10-8) cm2 × 1.52 gm/cc Where, a = cross-sectional area in sq-cm Much heavier yarns from 600-denier to 2200-denier are mostly used for industrial purposes such as cords and fabric in automobile tyres. Is 1200 denier polyester better than 600 denier polyester? The thickness of the yarn in 1200 denier is twice that of 600 denier, which also implies the fabric will be rougher and of course stronger. If you are looking for strength, 1200 is better. If you want a smoother finish fabric, choose the 600 denier. Yarn Count: Yarn count is defined as the number of hanks (each hank contains 840 yards of the yarn) to a pound. If 40 hanks, each containing 840 yards of the yarn, weigh 1 pound then the yarn count is 40 and is expressed as “40s count”. In this case, 840 × 40 = 33,600 yards of the yarn weigh 1 Ib. The standard for the yarn count in cotton is 1 pound of fiber is drawn out to make 840 yards of yarn, the resultant thickness or size is known as count number 1, or Ne 1. If the yarn is drawn out farther, so that 1 pound makes twice 840 yards, it defined as Ne 2 or 2s. Thus Ne 2 yarn will be finer than Ne 1. The higher the number of the yarn count, the finer the yarn in size. Yarn counts up to Ne 20 are called coarse yarns; 20 to 60 are medium yarns; about 60 are fine yarns. Cotton sewing thread used for general purpose is Ne 50 or 60. The very finest cotton yarns spun have been as high as Ne 400, the product of 1 pound of cotton drawn out to a strand 336,000 yards long (almost 200 miles or about 300 Km) Tex (T): The fineness of a yarn is also expressed in terms of tex. In this system the mass in g of 1000 m (1 Km) of yarn denotes tex. For example, if 1 km length of a yarn weighs 10 g, then the yarn fineness is 10 tex. “millitex” is used to express the fineness of fibers and is the mass in mg of 1 km of the yarn. “Kilotex” is used which is the mass in Kg of 1 km of the yarn. T = D × 0.1111 D = m = π × r2 × L × d Mamun Sarker (SH-39, 2009-10)
- 21. 21 Tenacity: The tensile strength or breaking load is commonly described as the force required to reach break. In case, of a fiber the strength is described as tenacity. Commonly Tenacity is a force which is used for breaking fiber, yarn of fabric. (gram per denier) When a load of 250 g breaks a 100 denier yarn, its tenacity is 250/100 = 2.5 gpd. Since 100 g of this yarn measures 9000 meters (according to the definition of denier), 250 g (breaking load) of the yarn measures (9000×250)/100 = 22500 m. Therefore 22,500 m is the breaking length of the yarn. Moisture Regain: Water absorption changes the properties of fibers, of which in particular, are hydrophilic in nature. Water is used in the dyeing and finishing of yarns and fabrics. It is important to know the amount of swelling that occurs in the material is immersed in water. Swelling causes changes in size, shape and stiffness. The mechanical properties and frictional properties change also. Water on the fiber surface performs a wet feeling corresponding to wet fibers. The moisture content of the material is one of the most important issues in determining a fiber’s electrical properties including the static electrical phenomenon. Moisture penetrates the fibers through their pores and capillaries and is bound by polar functional groups of the fiber. Absorption depends on (1) RH, (2) Temperature of environment and (3) Length of the sorption period. The amount of water gained after the dry fibers being exposed to a wet-environment is called regain. There are two parameters which are essential: Regain (R), which represents the weight percentage of absorbed water in fibers relative to the weight of the dry fibers (bone-dry); Absorbency or moisture regain is the percentage of moisture a bone-dry fiber will absorb from the air at standard temperature and relative humidity (65% RH and 210C). Regain is the quantity usually used in textile industry. and Moisture content (M), which is the weight percentage of absorbed water in fibers relative to the weight of the non-dried fiber weight. Attention should be paid to identify the difference between regain and moisture content. If the absorbed water weight is W and the dry fiber weight is F, we have R = 100W/F M = 100W / (F + W) = (100W/F) / (1 + W/F) = R/(1+ R/100) The higher the moisture regain value, the more absorbent the fiber. On alteration of the relative humidity either up or down, the fiber will absorb or give up moisture until equilibrium is reached once more. Moisture regain is a measure of the amount of moisture a fiber will hold without feeling wet and is used to understand the comfort level of a fiber. The more moisture a fiber will hold, the more comfortable it is to wear. Moisture regain: Cotton (8.5%), Jute (13.75%), Silk (6.0%), Wool (11.0%), Nylon (3.5-5.0%), Polyester (0.4-0.8%), viscose rayon (10.7-16.0%), and Acrylic (1.0-2.5%). Texturizing: Texturing is a treatment given usually to a manmade fiber, after which curl, or acquires some forms of loops, coils or crimp. Fig: Textured fibers. Mamun Sarker (SH-39, 2009-10)
- 22. 22 When we unravel a sweater, we find that the yarn which was straight when we knitted has now become curly. This yarn can now be called textured yarn. Fabrics made from simple filament yarns are uncomfortable to wear. When such filament yarns are textured they look denser, become bulky, and more stretchable. Because of their changed texture, these yarns can no longer pack closely, but spaces are created between them. This makes the fabrics breathe better, more absorbent and therefore comfortable to wear. Yarn and Thread: From knitting a sweater, we use a long thread of wool. If we open out this thread, we will find that it is made of a bundle of fibers. This thread made of fibers is called a yarn. Twisting the fibers gives yarn length and strength. A yarn either be spun yarn (from staple fibers) or a filament yarn from (filament fibers) Yarn is an assemblage of fibers twisted together. We use the terms thread and yarn inter changeably many times. Actually a thread and yarn are similar but not the same. A yarn is processed further to make a thread. A thread is usually a ply yarn; it is finer, more even and stronger. What are polyamides? - Polyamides are polymers where the repeating units are held together by amide links. - An amide group has the formula - CONH2. An amide link has this structure: In an amide itself, of course, the bond on the right is attached to a hydrogen atom Polyamide is simply the chemical name for nylon - Nylon is an alternating copolymer of a diamine and dicarboxylic acid. The numbers refer to the number of carbon atoms in each component - the first number referring to the diamine and the second to the diacid component. There are a lot of names like "nylon 6-6", "polyamide 6", and "polyamide 5-10". What do all these names and numbers mean? It's really not that complicated. "Polyamide" is simply the chemical name for nylon. Some nylon is made from two different monomers, a diacid and a diamine. For example, adipic acid and hexamethylene diamine are used to make the most common nylon in the world. Since hexamethylene diamine has six carbon atoms, and adipic acid also has six carbon atoms, the nylon they form is called nylon 6-6, or polyamide 6-6. Before the name "nylon" was used, nylon 6-6 was called by a codename, "fiber 66". Mamun Sarker (SH-39, 2009-10)
- 23. 23 When these two compounds polymerise, the amine and acid groups combine, each time with the loss of a molecule of water. This is known as condensation polymerisation. Condensation polymerisation is the formation of a polymer involving the loss of a small molecule. In this case, the molecule is water, but in other cases different small molecules might be lost. The diagram shows the loss of water between two of the monomers: Nylon 6 or polyamide 6: Some nylons are made from one kind of monomer, such as a cyclic amide called a lactam. For example, caprolactam is a lactam with six carbon atoms. So nylon made from caprolactam is called nylon 6, or polyamide 6. One can also make nylon 6 from an amino acid which contains six carbons, aminocaproic acid: Nylon 5, 10, or polyamide 5, 10: An earlier nylon was made from pentamethylene diamine and sebacic acid. Pentamethylene diamine has five carbon atoms, and sebacic acid has ten carbon atoms. So the nylon they make is called nylon 5,10, or polyamide 5,10. Nylon 4: Prepared from pyrrolidone. Nylon 7: Prepared from 7-aminoheptanoic acid. Nylon 8: Prepared from caprylactam (only laboratory product). Nylon 9: Prepared from 9-aminopelargonic acid (only laboratory product). Nylon 6, 10: In order to make a polyamide, such as Nylon 6,10, the amine molecule must have a –NH2 group at each end, and the acid chloride must have a –COCl group at each end. The diamine and the diacid chloride bond together, end-on-end, to form very long chains. Mamun Sarker (SH-39, 2009-10)
- 24. 24 Nylon 6, 10 is made from hexamethylene diamine (the diamine) and sebacoyl chloride (the diacid chloride). Synthesis of Nylon 6, 10: H2N-(CH2)6- NH2 + ClOC-(CH2)8-COCl -NH-(CH2)6-NH-CO-(CH2)8-CO-NH-(CH2)6-NH- + HC Nylon 6, 10 = -[-NH-(CH2)6-NH-]n-[-CO-(CH2)8-CO-]n- Nylon 6 6: Nylon 66 is commonly produced by reacting hexamethylenediamine and adipic acid to form “nylon salt”, or hexamethylene diammonium adipate. This compound by polymerization with the removal of a molecule of water, becomes polyhexamethylene adipamide, a linear polyamide. The two intermediates which form the nylon salt are currently produced from petrochemical raw materials as shown in the reaction schemesa. For large scale production the salt is in water solution to facilitate handling. It is run into tank cars, shipped to the nylon spinning plants and there piped to evaporators on the top floor to be concentrated to a certain salt percentage. At this point 0.5 to 1 per cent acetic acid is added to the bath to act as a viscosity stabilizer for the reaction system. Molecular weight of Nylons ranging from 6000 to 10000. Reaction schemesa: Cyclohexane is oxidized with air at 150-1600C to a mixture of cyclohexanol and cyclohexanone (ratio 1:1 to 3.5:1). Soluble cobalt (II) naphthenate is commonly used as a catalyst. Since they are more easily oxidized than cyclohexane itself, only a limited conversion of the latter can be obtained (never higher than 6-10% conversion) In the second step of the process, cyclohexanol/ cyclohexanone mixture is further oxidized to adipic acid by nitric acid (45-55% concetrated) at 75-800C. Metal salts mainly of vanadium (V) and copper (II) are used as catalysts. The reaction starts with the oxidation of cyclohexanol to cyclohexanone by nitric acid. Several reaction paths are available for cyclohexanone transformation into adipic acid. The main one involves cyclohexanone nitrosation 2-nitrosocyclohexanone which further reacts with nitric acid to afford 2-nitro-2-nitrosocyclohexanone. The latter gives upon hydrolysis, 6-nitro-6-hydroximinohexanoic acid which eventually breaks down to adipic acid and nitrous oxide (N2O) (Reaction path-1) The second path which also contributes significantly to the adipic acid production, involves the formation of 1,2-cyclohexanedione, perhaps by hydrolysis of the ketoxime tautomer of 2- nitrosocyclohexanone. Conversion of the ketoxime and of the diketone to adipic acid requires a vanadium (V) catalyst as shown in reaction path-2. [vanadium (III) species, VO+] found to be weak and brittle and they are not so good for fiber formation. 1,2- cyclohexanedione (diketone) Cyclohexanol Cyclohexanone 2-nitrosocyclohexanone Adipic acid 6-nitro-6-hydroximi- 2-nitro-2-nitroso 2-nitroso- Ketoxime Adipic acid -nohexanoic acid -cyclohexanone -cyclohexanone Reaction path-1 Reaction path-2 Fig: Reaction scheme for Adipic Acid (di-carboxylic acid) synthesis. Mamun Sarker (SH-39, 2009-10)
- 25. 25 Commercial Process Butadiene is low cost CH2= CH-CH = CH2 + Cl2 Cl-CH2-CH = CH-CH2Cl Butadiene (from dehydrogenation of Benzene) 1, 4-dichlorobutene 2NaCN or 2HCN (aq) Cl-CH2-CH = CH-CH2Cl NC-CH2-CH = CH-CH2-CN + 2NaCl o 1, 4-dichlorobutene CUCl2, 80-95 C 1, 4-dicyanobutene (Yield 95%) H2 H2 NC-CH2-CH = CH-CH2-CN NC-(CH2)4–CN H2N-(CH2)6–NH2 o 1, 4-dicyanobutene Pd on C, 250 C Adiponitrile High Pressure Hexamethylene- Yield 95-97% NH3 -diamine Fig: Reaction scheme for Hexamethylenediamine synthesis. xHOOC-(CH2)4-COOH + xH2N-(CH2)6-NH2 x(H3N-(CH2)6NH3OOC(CH2)4COO-) Adipic acid Hexamethylenediamine Hexamethylene diammonium adipate, or nylon salt - (2x - 1) H2O (-HN-(CH2)6-NH-OC-(CH2)4-CO-)x + (2x -1) H2O Polyhexamethylene adipamide, or nylon 66 Fig: Reaction scheme for nylon 66 synthesis. Fig-1: Flowchart for nylon 66. Process Description: Nylons of molecular weight greater than 20000 are difficult to melt-process. Hence by stabilization, the molecular weights are controlled to be within 12000 to 15000. The concentrated salt solution is put into a cylindrical autoclave and heated by “Dowtherm” circulating through a jacket and coils (Dowtherm is a fluid which has a very high boiling point, vapors of which can therefore be circulated at high temperature and low pressures). It is in the autoclave that the polymerization or linking together of small molecules into giant ones takes place. The nylon salt in solution is ionized and the diamine and dibasic acid parts are dissociated. Each of these parts may be considered as a short chain with a hook at either end. Under the influence of heat the hooks unite with each other. First a diamine unit hooks up with a dibasic unit. This leaves a diamine type hook at one end and an acid hook at the other end of the new molecule. Mamun Sarker (SH-39, 2009-10)
- 26. 26 Again a diamine and an acid hook unite, with the formation of a longer molecule. This linking up continues until extremely long molecular chains or polymers are formed. Theoretically this polymerization might continue until chains of infinite length were formed. However, the desired consistency can be obtained by carefully controlling the temperature and the duration of the process and by the introduction at the proper moment of a chemical, “stabilizer (acetic acid)” which closes “hooks” at the ends of the molecules and prevents further linkages. When polymerization has been completed a slot in the bottom of the autoclave is opened and the viscous material is allowed to flow out on the surface of a board, slow-revolving wheel, termed a casting wheel by specially purified nitrogen at 40 to 50 psi. A shower of water causes the polymer to harden into a translucent, milky-white ribbon. Two rows of air jets dry the ribbon as it leaves the casting wheel en route to the rotary cutter, which chips it into flakes. The flake is subsequently dried to a specified moisture content. The next step is to blend the flake from several autoclave batches, to insure uniformity, and then pour the blended flake into the spinning hoppers. Each charge of flake in the hopper is purged of oxygen by passing into it a blast of pre-purified nitrogen. The nitrogen is then removed by vacuum and this “washing” is repeated. The valve at the lower end of the spinning hopper is now opened and the flake falls onto a melting grid, which looks much like the coiled heating unit of an electric cooking stove. Circulating “Dowtherm” supplies the heat. The molten polymer passes through the grid into a funnel-shaped melt chamber from which it is squeezed by a special gear pump into and through the spinneret assembly. Before the polymer reaches the spinneret plate, it is filtered through a layer of sand (sand is chosen because it will withstand high heat and because it is cheap and easy to handle), to insure smoothness and purity. As the thick syrupy polymer is squeezed through the holes of the spinneret the filaments are formed, at the rate of about 1000 to 3000 feet per minute, and are air cooled. The filaments then converge and pass into a conditioner which moistens them sufficiently to make them stick together as single strand. During the windup process the yarn passes over a lubricating roll, which puts a finish (lubricant) on the surface. This also helps the filaments stick together and prevents the accumulation of static electricity. After lubrication the yarn is now drawn or stretched by traveling between the rolls revolving at different speeds, so that it becomes several times its original length. This cold-drawing makes the long-chain crystalline molecules of nylon snap out of their helter- skelter arrangement and line up parallel with each other and close together. This increases the opportunity for powerful intermolecular forces to come into play and the result is an exceedingly strong fiber. The bobbin or the spool is operated at a speed of over 2500 fpm. The nylon filament is then shipped to various manufacturers for processing. Continuous process is more economical for large scale production. The pressure and temperature of the autoclave cycles are reproduced in a series of pipes and vessels. The continuous process favors uniformity of large-scale product, whereas the batch process favors flexibility among several products. Nylon in both the filament and staple form must have certain properties that are superior to natural fibers. It is stronger than any natural fiber and has a wet strength of 80 to 90% of its dry strength. Its good flexing qualities make it very desirable for woman’s hosiery, and it has good stretch recovery. Mamun Sarker (SH-39, 2009-10)
- 27. 27 Nylon-6: Caprolactam is a key raw material in nylon-6 manufacture. The conventional synthetic route to caprolactam is shown in reaction scheme. Reacting cyclohexanone with hydroxylamine (produced as a sulphate salt by the air oxidation of ammonia to nitric acid, followed by catalytic hydrogenation in the presence of sulphuric acid) and ammonia yields an intermediate, cyclohexanone oxime. Cyclohexanone oxime undergoes a Beckmann rearrangement to caprolactam in the presence of sulphuric acid. Large quantities of salt are produced in both reactions (about 4.5kg of ammonium sulphate salt is generated per kilogram of caprolactam produced). Conventional synthesis: Enichem Process: Sumitomo/ Union Carbide Process: Fig: Synthesizing Caprolactum. An alternative route to cyclohexanone oxime developed by Enichem in Italy is shown in reaction scheme. The oxime is made by the ammoxidation of cyclohexanone with ammonia and aqueous hydrogen peroxide in the presence of a solid, recyclable catalyst, titanium silicalite (TS-1). This route eliminates about a third of the total salt formation. However, the oxime is still converted to caprolactam using the Beckmann rearrangement, producing ammonium sulphate salt. Thus, the process is still not as environmentally friendly as it could be. A more suitable catalyst for converting cyclohexanone oxime to caprolactam is needed, in order to eliminate the salt formation. Sumitomo in Japan recently reported the use of a solid high-silica zeolite catalyst (ZSM-5) for the gas-phase rearrangement of cyclohexanone oxime at 350C. Caprolactam is produced with 95% selectivity at 100% oxime conversion. Union Carbide has also described the use of a proprietary catalyst, SAPO-11, for the same reaction. It is clear that application of these catalytic technologies can reduce unwanted salt generation, and replace sulphuric acid in these processes (as shown in the reaction scheme ). The caprolactum is a monomer with 6 carbon atoms that are polymerized to form chains of caprolactum. Polymerization is done by gently heating it in a steam – jacked stainless steel vessel. The solution is stabilized as a super polymer under constant steam and pressure. Nylon may be delustered by adding the delustering agents like titanium di oxide, barium sulphate, zinc oxide, and zinc sulphate. The molten nylon 6 polymer is allowed to flow onto a slowly revolving casting wheel. These are sprayed with cold water, which hardens it into milky white ribbons. Mamun Sarker (SH-39, 2009-10)
- 28. 28 The ribbons are transformed into flakes that are sent for spinning and are then drawn into the fibre form. The spinning of the nylon fibres is carried out with melt spinning. There are two methods of melt spinning: grid spinning extruder spinning Grid spinning is employed for the production of finer filaments. The nylon flakes are made to fall on a hot grid that melts the nylon flakes. The molten nylon is pumped through a sand filter to the spinneret. The type of filament produced depends upon the number of holes on the spinneret, the size and the shape of the holes. The molten nylon as extruded from the spinneret solidifies and forms filaments as exposed to the air. Extruder spinning is generally used for heavier yarns. The nylon chips flow by gravity into a device that forces them by screw action through the heated zones. The combined action of the heat and screw pressure melts the chips. The molten polymer is then extruded through the spinneret, which solidifies when the polymer comes in contact with the air. Drawing: The filaments obtained from spinning are stretched by drawing process. The drawing process is accomplished in two stages: unwinding the yarn from one godet, or wheel winding it onto another godet that is rotating much faster. The speed of the second wheel determines the amount of cold-drawing or stretching. The yarn from the second godet is wrapped on a cylindrical tube called a pirn. The filaments can be stretched from 2 to 7 times their original length. The molecules in the filament structure straighten out, become parallelized, and are brought very close together. Polyester: Organic compound, any of a class of polymers formed by ester linkages between monomers. They are usually prepared from equivalent amounts of glycols and dibasic carboxylic acids, which undergo condensation polymerization to produce the polyester and water. Polyesters are strong, colorfast, and resistant to corrosion and chemical attack but tend to build up a static electric charge. In addition to the familiar fibers and films (e.g., Dacron, Mylar), polyesters are used to make reinforced plastics, automotive parts, boat hulls, foams, laminates, tapes, piping, bottles, disposable filters, encapsulations, and coatings. In 1926, United States-based E.I. du Pont de Nemours and Co. began research into very large molecules and synthetic fibers. This early research, headed by W.H. Carothers, centered on what became nylon, the first synthetic fiber. Soon after, in the years 1939-41, British research chemists took interest in the du Pont studies and conducted their own research in the laboratories of Calico Printers Association, Ltd. This work resulted in the creation of the polyester fiber known in England as Terylene. In 1946, du Pont purchased the right to produce this polyester fiber in the United States. The company conducted some further developmental work, and in 1951, began to market the fiber under the name Dacron. Today, there are two primary types of polyester, PET (polyethylene terephthalate) and PCDT (poly- 1, 4-cyclohexylene-dimethylene terephthalate). PET, the more popular type, is applicable to a wider variety of uses. It is stronger than PCDT, though PCDT is more elastic and resilient. Mamun Sarker (SH-39, 2009-10)
- 29. 29 PCDT is suited to the heavier consumer uses, such as draperies and furniture coverings. PET can be used alone or blended with other fabrics to make clothing that is wrinkle and stain resistant and retains its shape. Integrated Polyester Production Processes: Is a continuous process for producing fiber-forming linear polyester from dimelhyl terephthalate and ethylene glycol. Ester interchange to produce monomer and polymerization of the monomer are carried out continuously in a series of reaction vessels. The addition of a small amount of finely divided terephthalic acid at an intermediate point is shown to increase the degree of polymerization and improve the color under the same conditions, in comparison with operation of the process without addition of the terephthalic acid. The manufacturing process starts with the dimethyl ester of terephthalic acid, first carrying out an ester-exchange reaction with ethylene glycol at atmospheric pressure to produce the bis-(2- hydroxyethyl)terephthalate and methanol (transesterification*), and then heating the bis-(2- hydroxyethyl)terephthalate under reduced pressure to split out excess ethylene glycol and form the highly polymeric terephthalate polyester. Transesterification*: Transesterification is the process of exchanging the organic group R" of an ester with the organic group R' of an alcohol (alcohol + ester → different alcohol + different ester). dimethyl terepthalate bis -(2-hydroxyethyl) terepthalate bis -(2-hydroxyethyl) terepthalate Poly (ethylene terepthalate) Fig: Reactions scheme for the preparation of PET (poly ethylene terepthalate). The reactions are usually carried out continuously in several successive stages in a series of interconnected vessels. The vessels usually include: an "exchanger" in which the initial exchange reaction is carried out, a "prepolymerizer" in which low molecular weight polymer is formed at an intermediate temperature and pressure, and a "finisher" where the final stages of polymerization are carried out at high temperature and low pressure. The presence of one or more catalysts is required to provide reaction rates high enough for commercial operation. Attempts to increase the polymerization rate by raising the catalyst concentration have not been entirely successful. For example, increasing the concentration of antimony oxide, a preferred polymerization catalyst, does not produce a corresponding increase in reaction rate. Furthermore, higher concentration of antimony oxide result in a "graying" of the polymer, presumably from the formulation of metallic antimony in divided form. In accordance with this process, it has been found that, in the production of glycol terephthalate polyesters by a poly- esterification reaction carried out at elevated temperatures under reduced pressure, the degree of polymerization obtained is increased by injecting into the low molecular weight prepolymer, undergoing polymerization, a glycol slurry of finely divided terephthalic acid in amounts sufficient to provide from 0.01 to 4 percent by weight of terephthalic acid based upon the weight of polymer produced. Mamun Sarker (SH-39, 2009-10)
- 30. 30 Amounts of terephthalic acid smaller than about 0.1 percent by weight do not give an appreciable effect, while amounts greater than about 4 percent limit the degree of polymerization in conventional commercial procedures. By the term "low molecular weight prepolymer" is meant a polymerizing mixture which has passed the monomeric stage but has not yet reached the desired final molecular weight. Preferably the glycol slurry of terephthalic acid is added to the prepolymer having an intrinsic viscosity in the range 0.1 to 0.5, which corresponds approximately to a 2 to 20 relative viscosity range. Fig-1: is a schematic illustration of the continuous polymerization system used in this process. Referring now to the drawing, dimethyl terephthalate, ethylene glycol, and catalyst are supplied to ester interchange column 1 where the exchange reaction is carried out and methanol removed from the top of the column as vapor. Liquid product comprising primarily bis-β-hydroxyethylterephthalate containing a small amount of low polymer and glycol is continuously removed from column 1 through transfer line 2 and injected into the second stage vessel 3 which operates under moderately reduced pressure and elevated temperature to remove excess glycol. Liquid product from vessel 3 is transferred through conduit 4 to prepolymerizer 5 where the pressure is reduced further and the temperature raised sufficiently to give a low molecular weight product having an intrinsic viscosity of about 0.2 to 0.3. This "prepolymer" product is transferred continuously through transfer line 6 to the finish polymerizer vessel 7 where the polymerization is completed and the final product transferred to the spinning machine through conduit 8 for melt-spinning into yarn. Polyester filament yarn and staple are manufactured either by direct melt spinning of molten PET from the polymerization equipment or by spinning reheated polymer chips. Polyester fiber spinning is done almost exclusively with extruders, which feed the molten polymer under pressure through the spinnerettes. Mamun Sarker (SH-39, 2009-10)
- 31. 31 Filament solidification is induced by blowing the filaments with cold air at the top of the spin cell. The filaments are then led down the spin cell through a fiber finishing application, from which they are gathered into tow, hauled off, and coiled into spinning cans. Depending on the desired product, post-spinning operations vary but may include lubrication, drawing, crimping, heat setting, and stapling. When operated in accordance with this process, terephthalic acid powder and glycol are supplied to mixer 9 for the preparation of a slurry. This slurry is then metered by means of valve 10 either through conduit 11 to prepolymerizer vessel 5 or through conduit 12 to prepolymer transfer line 6, the latter being preferred. It has been found that best results are obtained if the amount of terephthalic acid added to the polymerization system is adjusted to suit the degree of polymerization of the prepolymer at the point of addition. Preferably the slurry is a mixture of terephthalic acid and glycol in a mol ratio within the range 1:1 to 6:1. A continuous polymerization system is used for the production of polyethylene terephthalate of fiber-forming molecular weight. Dimethyl terephthalate and ethylene glycol are supplied continuously to an ester exchanger. Sufficient dimethyl terephthalate is supplied to produce approximately 95 lbs. (43.1 kg.) of polymer per hour. Catalysts introduced along with the glycol include 125 parts per million of manganese added as manganous acetate, 50 parts per million of sodium added as sodium acetate, and 510 parts per million of antimony added as antimony oxide. The product of the exchanger is primarily "monomer," i.e., bis-(2-hydroxyethyl)terephthalate with a minor amount of low polymer. The molten monomer is transferred continuously to a second vessel kept at 240°C. and a pressure of 70 mm. of mercury. A large amount of excess glycol is vaporised and removed in this vessel. The molten material is then transferred to a pre-polymerizing vessel operated at a temperature of about 272°C. and 30 mm. mercury pressure, where low molecular weight polymer is produced. The product of the prepolymerizer, which has a relative viscosity of about 4.5 (a degree of polymerization of about 10), is passed on to a finisher where the temperature is raised to 277°C. and the pressure is reduced to 1.85 mm. of mercury. The final polymerization reaction is carried out in the finisher and the product removed is ready for spinning into yarn. When the continuous polymerization system described above is operated with a glycol slurry of terephthalic acid (4 to 1 mole ratio), continuously added to the prepolymerizer product at the rate of 2.84 lbs. (1 .29 kg.) per hour (about 1 .20% based on polymer), the final polymer produced has a relative viscosity of 35.2. When no terephthalic acid slurry is added to the prepolymer, the final polymer viscosity is 27 RV. Thus, the addition of terephthalic acid slurry is found to provide a 30% increase in polymer viscosity under the conditions described. SOHIO Acrylonitrile Process ( now BP-International): Acrylonitrile (AN) is one of the leading chemicals with a worldwide production of about 6 million tones in 2003. The most important applications are acrylic fibers, resins, rubbers, adiponitrile [(CH2)4(CN)2 : The dinitrile, a viscous, colourless liquid, is an important precursor to the polymer nylon 66], as well as specialty polymers. The most important commercial alkene ammoxidation [Interaction of ammonia with a reducible organic material (alkene, alkane or aromatic) in the presence of oxygen and catalyst. The catalysts are solids, mostly commonly mixed metal oxides containing variable-valence elements: Bi9PMo12O52 supported on 50% SiO2 (salt of phosphomolybdic acid: H3PMo12O40)] is that of propylene to acrylonitrile: Catalyst CH2=CHCH3 + NH3 + O2 CH2=CHCN + 3 H2O Mamun Sarker (SH-39, 2009-10)
- 32. 32 In the early 1960s it displaced the I. G. Farben Industries processes based on the more expensive acetylene HCN route and on the relatively expensive starting materials, ethylene oxide and HCN. Cat. (CuCl+NH4Cl) HC CH + HCN CH2CHCN Base Cat. C2H4O + HCN HOCH2CH2CN CH2=CHCN + H2 Prior to the invention of the SOHIO ammoxidation process, the acetylene/HCN process was practiced by Du Pont, American Cyanamid(e) and Monsanto; the ethylene oxide/HCN based process was practiced by Union Carbide, American Cyanamid and BASF (formerly part of I. G. Farben Industries). Because of the expensive starting materials and relatively complex process conditions, these processes were readily displaced by the much more efficient and cost-effective SOHIO ammoxidation process. The SOHIO ammoxidation process has been licensed worldwide, and currently about 50 plants account for essentially all of the acrylonitrile produced in the world. Other obsolete routes to acrylonitrile were variously based on acetaldehyde/HCN , propionitrile , and propylene/NO. dehydration CH3CHO + HCN CH3CH(OH)CN CH2=CHCN + H2O dehydrogenation CH3CH2CN CH2=CHCN + H2 Cat.(Ag2/SiO2) 4 CH2=CHCH3 + 6 NO 4 CH2=CHCN + N2 + 6 H2O None of these achieved large- scale commercial application, the higher raw material costs and difficult process conditions made these processes no match for the SOHIO ammoxidation process. The impact of the SOHIO ammoxidation process was an immediate drastic reduction in acrylonitrile price, coupled with greatly increased production world-wide, which led to the discovery of many new applications of this highly versatile petrochemical intermediate in the areas of fibers, resins, rubbers and specialty products. Process Conditions and Purification: The commercial SOHIO ammoxidation process (as shown in the figure) uses a fluid-bed reactor wherein propylene, ammonia and air are contacted with a solid, fluid-bed catalyst. The reactor is a large – diameter (10 meters) cylindrical vessel provided- With a gas - distribution grid for supporting the fluid bed (to induce a uniform and stable fluidization across the entire bed cross section). With injection devices for feeding the gaseous reactants. The optimal catalyst particles size is in the range 40 to 100 μ m. The gas velocity: between 0.4 to 0.5 m/s. The fluid-bed reactor contains many steam coils whose purpose is to conduct the exothermic heat of the reaction out of the reactor, and thus maintain a uniform temperature throughout the reactor. In addition to maintaining a constant reaction temperature, the steam pipes create convenient baffles in the reactor interior, thereby improving the fluidization of the catalyst, minimizing back mixing. The feed gases enter the reactor through two separate inlets, separated in space so that the air enters at the bottom of the reactor through an air grid. The catalyst plays an important role in preserving the safety as scavenger for oxygen radicals. The operating pressure should be as low as possible to prevent the formation of byproducts. The operating pressure is essentially atmospheric ranging between 1.5 bar and 3 bar. Mamun Sarker (SH-39, 2009-10)
- 33. 33 It is desirable to keep the pressure as low as practical. However a certain amount of positive pressure is necessary in order to lift the slumped catalyst bed to a fluidizing condition by means of the incoming reacting gases. The ammoxidation process is a single-pass. 98% conversion of propylene, produces 1 kg of acrylonitrile per 1.1 kg propylene feed. Useful byproducts are HCN (about 0.1 kg per kg of acrylonitrile produced), which is primarily used as a starting material in the manufacture of methyl methacrylate, and acetonitrile (about 0.03 kg per kg acrylonitrile produced), which is a common industrial solvent used primarily in the rubber industry. In the commercial operation (as shown in the figure), the hot reactor effluent taken overhead is quenched with water in a countercurrent absorber and any unreacted ammonia is neutralized with sulfuric acid. The resulting ammonium sulfate can be recovered and used as fertilizer. The absorber off-gas, composed primarily of N2, CO, CO2, and unreacted hydrocarbons, is either vented or passed through an incinerator to combust the CO and hydrocarbons to CO 2 and water. Fig: Flow diagram of acrylonitrile synthesis. The acrylonitrile-containing solution from the absorber bottom is passed to a recovery column which yields a crude acrylonitrile stream overhead that also contains the HCN originally produced in the ammoxidation reaction. The column bottoms are passed to a second recovery column to remove water and produce crude acetonitrile. The crude acetonitrile is either incinerated or it is further refined in the acetonitrile recovery column to produce solvent-quality acetonitrile. Crude acrylonitrile is taken overhead from the acetonitrile recovery column, combined with the main crude acrylonitrile stream, and led to the lights column to remove HCN and light ends. The bottoms containing the main amount of acrylonitrile are led to the product column where acrylic fiber quality (99.4% minimum) acrylonitrile product is taken over head. The high boiling impurity bottoms are deep-welled or (environmentally preferred) incinerated. Polyacrylonitrile (PAN): Mamun Sarker (SH-39, 2009-10)
- 34. 34 Polyacrylonitrile (PAN) is produced by two methods: 1. Suspension polymerization 2. Solution polymerization Acrylonitrile suspension polymerization means a polymerization process where small drops of acrylonitrile and comonomers are suspended in water in the presence of a catalyst where they polymerize under agitation. Solid beads of polymer are formed in this suspension reaction which are subsequently filtered, washed, refiltered, and dried. The beads must be subsequently redissolved in a solvent to create a spin dope prior to introduction to the fiber spinning process. Acrylonitrile solution polymerization means a process where acrylonitrile and comonomers are dissolved in a solvent to form a polymer solution (typically polyacrylonitrile). The polyacrylonitrile is soluble in the solvent. In contrast to suspension polymerization, the resulting reactor polymer solution (spin dope) is filtered and pumped directly to the fiber spinning process. Wet Spinning ( Orlon fiber): Polyacrylonitrile (PAN) is fed to a polymer purification system where it is washed to remove any remaining free monomers or catalyst residuals. The purified polymer is subsequently dissolved in a solution of NaSCN (Sodium thiocyanate+water+PAN). The resulting solution is blended and stored. It is then put through primary filtration operation to remove any suspended solids. Various additives are incorporated into the mixture to give the fiber product certain desired qualities. In spinning process, the dope is extruded into a coagulation bath containing a NaSCN (dilute aqueous solution)/water solution. After coagulation, the fiber is drawn out from the coagulant bath by means of a set of rollers rotating at 5-10 m/min. Fig: Acrylic fiber wet spinning. The fibers are then washed thoroughly with water in a counter-current bath to remove NaSCN and other residuals. Mamun Sarker (SH-39, 2009-10)