1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 7200
(13) U
(46) 2011.04.30
(51) МПК (2009)
B 22D 7/00
B 22D 27/04
(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ
И БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК
(21) Номер заявки: u 20100647
(22) 2010.07.16
(71) Заявитель: Государственное научное
учреждение "Институт технологии
металлов Национальной академии
наук Беларуси" (BY)
(72) Авторы: Стеценко Владимир Юзефо-
вич; Ривкин Александр Игоревич; Ба-
ранов Константин Николаевич (BY)
(73) Патентообладатель: Государственное
научное учреждение "Институт техно-
логии металлов Национальной акаде-
мии наук Беларуси" (BY)
(57)
Устройство для получения полых и биметаллических отливок, включающее корпус с
подводящим патрубком, верхнее основание, соединенное с изложницей, на которую уста-
новлена прибыльная надставка, нижнее основание с отводящим патрубком, соединенное с
изложницей, цилиндр, соединенный с основаниями, в котором выполнены отверстия диа-
метром от 2 до 20 мм с шагом по высоте и периметру от 2 до 4 диаметров отверстия, ме-
таллический стержень, установленный на нижнем основании соосно изложнице,
отличающееся тем, что цилиндр отстоит от изложницы на расстоянии от 4 до 40 мм, а
стержень установлен незакрепленным и имеет температуру в пределах от температуры
окружающей среды до температуры плавления заливаемого металла или сплава.
BY7200U2011.04.30
2. BY 7200 U 2011.04.30
2
(56)
1. Скобло С.Я., Казачков Е.А. Слитки для крупных поковок. - М.: Металлургия, 1973. -
С. 187-188.
2. Патент BY 4550 U, МПК B 22D 27/04, 2008.
Полезная модель относится к литейному производству, в частности к устройствам для
получения полых и биметаллических отливок из черных и цветных металлов и сплавов.
Известно устройство для получения полых отливок, включающее изложницу и уста-
новленный в ней полый металлический стержень, который после затвердевания расплава
остается в отливке [1]. Главным недостатком данной конструкции является относительно
низкая охлаждающая способность изложницы, что снижает производительность процесса
литья и свойства отливок.
Наиболее близким по технической сущности является устройство для получения по-
лых отливок, включающее корпус с подводящим патрубком, верхнее основание, соеди-
ненное с изложницей, на которую установлена прибыльная надставка, нижнее основание с
отводящим патрубком, соединенное с изложницей, цилиндр, соединенный с основаниями,
в котором выполнены отверстия диаметром от 2 до 20 мм с шагом по высоте и периметру
от 2 до 4 диаметров отверстия, металлический стержень, установленный на нижнем осно-
вании соосно изложнице [2]. Главным недостатком такой конструкции является неизвле-
каемость закрепленного на нижнем основании стержня. Это снижает стабильность
получения полых отливок, особенно относительно высоких и тонкостенных, что умень-
шает выход годного литья. Кроме этого, данное устройство не позволяет получать биме-
таллические отливки, что снижает его возможности.
Технической задачей, на решение которой направлена заявляемая полезная модель,
является повышение стабильности процесса литья и ее возможностей.
Технический результат заключается в увеличении выхода годного литья и расшире-
нии номенклатуры получаемых отливок.
Поставленная задача достигается тем, что в заявляемом устройстве для получения по-
лых и биметаллических отливок, включающем корпус с подводящим патрубком, верхнее
основание, соединенное с изложницей, на которую установлена прибыльная надставка,
нижнее основание с отводящим патрубком, соединенное с изложницей, цилиндр, соеди-
ненный с основаниями, в котором выполнены отверстия диаметром от 2 до 20 мм с шагом
по высоте и периметру от 2 до 4 диаметров отверстия, металлический стержень, установ-
ленный на нижнем основании соосно изложнице, цилиндр отстоит от изложницы на рас-
стоянии от 4 до 40 мм, а стержень установлен незакрепленным и имеет температуру в
пределах от температуры окружающей среды до температуры плавления заливаемого ме-
талла или сплава.
При удалении цилиндра на расстояние от 4 до 40 мм от изложницы максимально ис-
пользуется ударно-струйное действие охладителя, что повышает охлаждающую способ-
ность изложницы. Это способствует упрочнению корки, что повышает стабильность
получения полой отливки. Незакрепленность стержня позволяет его извлекать вместе с
отливкой. При этом облегчается его удаление, что повышает стабильность получения по-
лых отливок и увеличивает выход годного литья. Незакрепленность стержня также позво-
ляет расширить возможности устройства и получать биметаллические отливки. При
установке стержня с относительно низкой температурой получаются полые отливки. В
этом случае стержень от нее легко отделим. Установка стержня при относительно высо-
кой температуре способствует получению биметаллических отливок. В этом случае стер-
жень будет зажиматься при усадке отливки и/или привариваться к корке основного
металла или сплава. Все это повышает стабильность процесса литья и возможности по-
3. BY 7200 U 2011.04.30
3
лезной модели, что способствует увеличению выхода годного литья и расширению но-
менклатуры получаемых отливок.
Если цилиндр удален от изложницы на расстояние менее 4 мм, то будет снижаться
площадь ударно-струйного действия охладителя. Это приведет к уменьшению охлаждаю-
щей способности изложницы. При установке цилиндра относительно изложницы на рас-
стоянии более 40 мм снижается средняя скорость затопленных струй охладителя. Это
также уменьшает охлаждающую способность изложницы. Если температура стержня бу-
дет меньше температуры окружающей среды, то на нем будет конденсироваться влага. В
этом случае при заливке в изложницу жидкого металла может произойти взрыв. Если
температура стержня будет больше температуры плавления заливаемого металла или
сплава, то это будет способствовать растворению стержня и загрязнению отливки нежела-
тельными примесями.
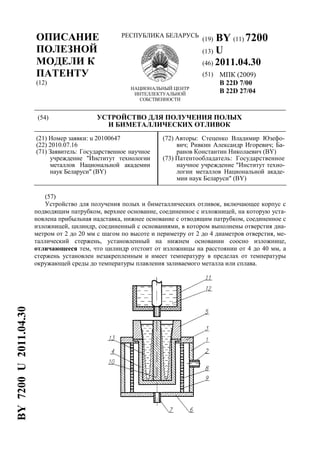
На фигуре представлен продольный разрез предлагаемого устройства для получения
полых и биметаллических отливок. Оно включает корпус 1 с подводящим патрубком 2,
верхнее основание 3, соединенное с изложницей 4, на которую установлена прибыльная
надставка 5, нижнее основание 6 с отводящим патрубком 7, цилиндр 8 с отверстиями 9,
металлический стержень 10.
Устройство для получения полых и биметаллических отливок работает следующим
образом. В изложницу и прибыльную надставку устанавливается металлический стер-
жень, нагретый до заданной температуры. При помощи заливочного устройства 11 рас-
плавом 12 заполняют изложницу и прибыльную надставку со стержнем до заданного
уровня, но ниже верхнего торца стержня. Охлаждение изложницы и отливки 13 осуществ-
ляется следующим образом. Охладитель из подводящего патрубка тангенциально посту-
пает в полость между корпусом, цилиндром и основаниями. Далее охладитель
продавливается в виде затопленных струй через отверстия в цилиндре и интенсивно
охлаждает изложницу и отливку. При этом увеличивается ее прочность, что повышает
стабильность процесса литья. После затвердевания отливки она вместе со стержнем сво-
бодно извлекается из изложницы, что также повышает стабильность процесса получения
полых и биметаллических отливок.
Пример
Было изготовлено устройство для получения полых и биметаллических отливок с
наружным диаметром 106 мм и высотой 160 мм, включающее стальную изложницу тол-
щиной 8 мм и стальной цилиндр, удаленный от изложницы на расстояние 10 мм. В ци-
линдре были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 2,5
диаметра отверстия. В изложницу и прибыльную надставку устанавливались стальные
стержни диаметром 50 мм, нагретые до 60 и 500 °С. В изложницу и прибыльную надстав-
ку заливали расплав силумина АК12. После его затвердевания отливку со стержнем уда-
ляли из изложницы. В первом случае получали полые отливки, а во втором -
биметаллические. По сравнению с литьем в устройство с закрепленным водоохлаждаемым
стержнем, при прочих равных условиях, устройство с незакрепленным и неохлаждаемым,
нагретым до заданной температуры стержнем позволило увеличить выход годного литья
на 14 % и получать биметаллические отливки.
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 7200 U 2011.04.30
2
(56)
1. Скобло С.Я., Казачков Е.А. Слитки для крупных поковок. - М.: Металлургия, 1973. -
С. 187-188.
2. Патент BY 4550 U, МПК B 22D 27/04, 2008.
Полезная модель относится к литейному производству, в частности к устройствам для
получения полых и биметаллических отливок из черных и цветных металлов и сплавов.
Известно устройство для получения полых отливок, включающее изложницу и уста-
новленный в ней полый металлический стержень, который после затвердевания расплава
остается в отливке [1]. Главным недостатком данной конструкции является относительно
низкая охлаждающая способность изложницы, что снижает производительность процесса
литья и свойства отливок.
Наиболее близким по технической сущности является устройство для получения по-
лых отливок, включающее корпус с подводящим патрубком, верхнее основание, соеди-
ненное с изложницей, на которую установлена прибыльная надставка, нижнее основание с
отводящим патрубком, соединенное с изложницей, цилиндр, соединенный с основаниями,
в котором выполнены отверстия диаметром от 2 до 20 мм с шагом по высоте и периметру
от 2 до 4 диаметров отверстия, металлический стержень, установленный на нижнем осно-
вании соосно изложнице [2]. Главным недостатком такой конструкции является неизвле-
каемость закрепленного на нижнем основании стержня. Это снижает стабильность
получения полых отливок, особенно относительно высоких и тонкостенных, что умень-
шает выход годного литья. Кроме этого, данное устройство не позволяет получать биме-
таллические отливки, что снижает его возможности.
Технической задачей, на решение которой направлена заявляемая полезная модель,
является повышение стабильности процесса литья и ее возможностей.
Технический результат заключается в увеличении выхода годного литья и расшире-
нии номенклатуры получаемых отливок.
Поставленная задача достигается тем, что в заявляемом устройстве для получения по-
лых и биметаллических отливок, включающем корпус с подводящим патрубком, верхнее
основание, соединенное с изложницей, на которую установлена прибыльная надставка,
нижнее основание с отводящим патрубком, соединенное с изложницей, цилиндр, соеди-
ненный с основаниями, в котором выполнены отверстия диаметром от 2 до 20 мм с шагом
по высоте и периметру от 2 до 4 диаметров отверстия, металлический стержень, установ-
ленный на нижнем основании соосно изложнице, цилиндр отстоит от изложницы на рас-
стоянии от 4 до 40 мм, а стержень установлен незакрепленным и имеет температуру в
пределах от температуры окружающей среды до температуры плавления заливаемого ме-
талла или сплава.
При удалении цилиндра на расстояние от 4 до 40 мм от изложницы максимально ис-
пользуется ударно-струйное действие охладителя, что повышает охлаждающую способ-
ность изложницы. Это способствует упрочнению корки, что повышает стабильность
получения полой отливки. Незакрепленность стержня позволяет его извлекать вместе с
отливкой. При этом облегчается его удаление, что повышает стабильность получения по-
лых отливок и увеличивает выход годного литья. Незакрепленность стержня также позво-
ляет расширить возможности устройства и получать биметаллические отливки. При
установке стержня с относительно низкой температурой получаются полые отливки. В
этом случае стержень от нее легко отделим. Установка стержня при относительно высо-
кой температуре способствует получению биметаллических отливок. В этом случае стер-
жень будет зажиматься при усадке отливки и/или привариваться к корке основного
металла или сплава. Все это повышает стабильность процесса литья и возможности по-](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)