Heart Disease Prediction using machine learning.pptx
QM.pptx
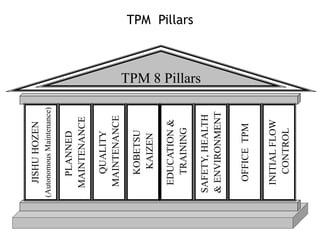
1. TPM Pillars
TPM 8 Pillars
JISHU
HOZEN
(Autonomous
Maintenance)
KOBETSU
KAIZEN
PLANNED
MAINTENANCE
QUALITY
MAINTENANCE
INITIAL
FLOW
CONTROL
EDUCATION
&
TRAINING
SAFETY,
HEALTH
&
ENVIRONMENT
OFFICE
TPM
2. Quality Maintenance -Aim
Achieve Zero Defect and Zero Rework.
Elimination of Process scrap.
Zero Customer Complaints (Internal as well as External)
3. NEED OF QM PILLAR
To Reduce Assembly Defect
NEED OF
QM PILLAR To Reduce Rejection
To Improve Customer
Satisfaction
To Reduce Rework
4. Quality Maintenance Pillar- Yearly Targets
Sr.
No.
Key Parameters Indices UOM Better
F 13-14
PLAN
F 13 - 14
Actual
F 14-
15
PLAN
F 15-
16
PLAN
1 Customer Complaint Nos. 25 30 15 5
2 In House Rework PPM 250 289 200 150
3 In House Rejection PPM 250 256 200 150
6. QM 8-Step Methodology
1.Data Stratification
2.QA Matrix
3.4M condition
4.Root cause
5.C’measure
& Kaizen
6.SOP for Zero
Defects
7.Cause side Insp..
8. Training & Stds.Rev.
E & T
Defect Data Collection & Stratification
Analysis & Classification - A, B & C Type
Process Related Operator Related
Wrong
Method
No Operating
procedure
POKA Knowledge
& Skill
Attitude
Modify wrong
method
Prepare operating
procedure
POKA
YOKE
OPL
Achieve ZERO Defect
Monitor through KAIZEN inspection
Sustain ZERO Defect
7. Quality Maintenance Pillar- Plan vs Actual
Sr.
No.
Key Parameters Indices UOM Better
F 13-14
PLAN
F 13 - 14
Actual
F 14-15
PLAN
ACTUAL
F 15-16
PLAN
1 Customer Complaint Nos. 25 30 15 8 5
2 In House Rework PPM 250 289 200 25 150
3 In House Rejection PPM 250 256 200 330 150
8. SEPTEMBER
SL.
NO.
PART NAME
DATE
QUANTITY REASON FOR
REMARK
TOTAL REJECTED/REWORK REJECTION
1 Triangular rib 17/09/2014 1470 1 Tool mark REJECTED
2 side channel 17/09/2014 4663 1 Incorrect hole punching REJECTED
4 Liver strip 18/09/2014 1256 2 Dim is not correct as per drawing REJECTED
OCTOBER
SL.
NO. PART NAME/PART
DATE
QUANTITY REASON FOR REMARK
NUMBER TOTAL REJECTED/REWORK REJECTION
1 Z-SECTION 17/10/2014 3800 1 SHORTEN IN LENGTH THAN ACTUAL DRAWING REJECTED
2 RECTANGULAR PIPE 11/10/2014 2000 2 OUT OF GAUGE REJECTED
NOVEMBER
SL.
NO.
PART NAME
DATE
QUANTITY REASON FOR
REMARK
TOTAL REJECTED/REWORK REJECTION
1 side channel 14-Nov-14 4663 1 Incorrect hole punching REJECTED
2 Triangular Rib 24-Nov-14 8000 2 Dim is not correct as per drawing REJECTED
JANUARY
SL.
NO.
PART NAME DATE QUANTITY REASON FOR
REMARK
TOTAL REJECTED/REWORK REJECTION
1 Triangle 1/5/2015 2000 1 Punching is not correct REJECTED
2 Rubber damper 1/8/2015 2400 2 dim is not correct REJECTED
3 Rear mounting brkt 1/9/2015 2500 5 Punching is not correct REJECTED
4 Footrest 1/12/2015 1600 1 Hole punching is not correct REJECTED
5 Ball pin 1/13/2015 2500 3 dim is not correct REJECTED
6 side channel 1/20/2015 2500 2 Hole punching is not correct REJECTED
IN HOUSE REJECTION/REWORK DETAIL – Press Shop
9. OCTOBER
SL. NO.
PART NAME
DATE
QUANTITY
%REJECTION
REASON FOR
REMARK
TOTAL
REJECTED/REWORK
REJECTION/REWORK
1 SEAT CUSHION 21/10/2014 150 2 1.33 CUT FOUND IN SEAT REJECTED
2 SEAT CUSHION 31/10/2014 150 2 1.33 HARDNESS IS MORE REJECTED
NOVEMBER
SL. NO.
PART NAME
DATE
QUANTITY
%REJECTION
REASON FOR
REMARK
TOTAL
REJECTED/REWORK
REJECTION
1 SEAT CUSHION 21-Nov-14 150 1 1.33 CUT FOUND IN SEAT REJECTED
2 SEAT CUSHION 26-Nov-14 150 1 1.33 HARDNESS IS MORE REJECTED
JANUARY
SL. NO.
PART NAME
DATE
QUANTITY
%REJECTION
REASON FOR
REMARK
TOTAL
REJECTED/REWORK
REJECTION
1 Seat cushion 1/5/2015 170 1 0.006 Hardness is more REJECTED
4 Back cushion 1/17/2015 170 1 0.006 Hardness is more REJECTED
5 Seat cushion 1/21/2015 170 1 0.006 Hardness is more REJECTED
6 Seat cushion 1/23/2015 170 2 0.012 Hardness is more REJECTED
IN HOUSE REJECTION/REWORK DETAIL – Foam Shop
10. SEPTEMBER
PART NAME/PART DATE QUANTITY %REJECTION/REWORK REASON FOR
ACTION TAKEN
NUMBER TOTAL REJECTED/REWORK REJECTION
CENTRE PIPE (CRE) 17/09/2014 80 2 2.50% PIN HOLE EMRY PAPER
BASE ASSY. 18/09/2014 70 2 2.85% MOISTURE REWORK
Z-SECTION 20/09/2014 146 2 4.10%
MOISTURE CONTENT &
RUSTING EMRY PAPER
OCTOBER
PART NAME/PART DATE QUANTITY %REJECTION/REWORK REASON FOR
NUMBER TOTAL REJECTED/REWORK REJECTION REWORK
Z-SECTION 18/10/2014 250 1 0.40% WELDED BEAD IS IMPROPER REWELDING
CENTRE PIPE 13/10/2014 250 1 0.40% RUSTING EMRY PAPER
BASE ASSY. 17/10/2014 225 1 0.39% BLASTER EMRY PAPER
NOVEMBER
PART NAME/PART DATE QUANTITY
%REJECTION/REWORK
REASON FOR
NUMBER TOTAL REJECTED/REWORK REJECTION REWORK
CENTER PIPE 4/11/2014 200 1 0.50% DUST PARTICLE,RUSTING EMRY PAPER
CLUTCH PEDAL 7/11/2014 150 1 0.60% PIN HOLE EMRY PAPER
CENTER PIPE 12/11/2014 230 1 0.40% MOISTURE REWORK
JANUARY
PART NAME/PART DATE QUANTITY
%REJECTION/REWORK
REASON FOR
NUMBER TOTAL REJECTED/REWORK REJECTION REWORK
Clutch pedal 05/01/2015 150 5 0.03 Blow hole Rewelded
Z-section 07/01/2015 150 2 0.01 Blow hole Rewelded
Centre pipe 08/01/2015 150 5 0.03 Blaster Found Resend for PT Process
Seat pan 10/01/2015 200 10 0.05 Rusting Emery paper
Back pan 12/01/2015 150 5 0.03 Rusting Emery paper
Centre pipe 14/01/2015 150 10 0.07 Blaster Found Resend for PT Process
Z-section 14/01/2015 150 5 0.03 Blow hole Rewelded
Clutch pedal 15/01/2015 150 5 0.03 Blow hole Rewelded
Seat pan 16/01/2015 150 2 0.01 Rusting Emery paper
Base assy 17/01/2015 150 1 0.01 Rusting Emery paper
Clutch pedal 19/01/2015 100 2 0.02 Blow hole Rewelded
Seat pan 21/01/2015 150 5 0.03 Rusting Emery paper
Z-section 22/01/2015 150 3 0.02 Blow hole Rewelded
Clutch pedal 22/01/2015 200 5 0.03 Blow hole Rewelded
Clutch pedal 24/01/2015 150 2 0.01 Blow hole Rewelded
IN HOUSE REJECTION/REWORK DETAIL – Paint Shop
11. SL. NO.
PART NAME
DATE
TOTAL REJECTED/REW
ORK %REJECTIO
N
REASON FOR
REWORK REMARK
QUANTITY
QUANTITY
REJECTION
1 BRAKE PEDAL 17-Oct-14 150 1O.6 BLOW HOLE REWELDED OK
2 BASE ASSEMBLY 13-COT-14 220 1 0.45 WELDING SPATTER CHIPPING IS DONE OK
NOVEMBER
SL. NO.
PART NAME
DATE
TOTAL REJECTED/REW
ORK %REJECTIO
N
REASON FOR
REWORK REMARK
QUANTITY
QUANTITY
REJECTION
1 CLUTCH PEDAL 18-Nov-14 150 1 0.6 BLOW HOLE RE WELDED OK
2 SCUTTLE SUPPORT 20-Nov-14 100 1 1 SPATTER IN NUT CHIPPING IS DONE OK
3
FLOATING FRAME
ASSY 26-Nov-14
230
1
0.4
WELDING SPATTER
FOUND CHIPPING IS DONE OK
JANUARY
SL. NO.
PART NAME
DATE
TOTAL
REJECTED/REW
ORK %REJECTI
ON
REASON FOR REWORK REMARK
QUANTITY QUANTITY REJECTION
`1 CENTRE PIPE 05/01/2015 220 1 0.00
Welding Penetration inside
pipe
Rejected Rejected
2 Slide Base 17/01/2015 220 2 0.01 Centre out Rejected Rejected
3 Clutch Pedal 21/01/2015 120 1 0.01 Spatter inside Lock Plate Reamer ok
IN HOUSE REJECTION/REWORK DETAIL – Weld Shop
12. S.NO. DATE
COSTUMER
NAME
COMPONENT NAME COMPLAINT ISSUES STATUS OF COMPLAINT
1 13/11/14 M&M Ltd Scuttle Support Bolt not Qualifying CLOSED
2 13/11/14 M&M Ltd Driver Seat Seat locking not proper CLOSED
3 15/11/14 M&M Ltd Brake Pedal Copper Bush missing CLOSED
4 04/12//14 M&M Ltd Driver Seat Sliding Movement hard CLOSED
5 5/12/2014 M&M Ltd Driver Seat Driver seat handle Knob loose CLOSED
6 13/12/2014 M&M Ltd Driver Seat Handle not getting locked CLOSED
7 27/12/2014 M&M Ltd Driver Seat Spring movement free CLOSED
8 27/12/2014 M&M Ltd Driver Seat
Split pin and washer not fitted
LH side
CLOSED
9 5/1/2015 M&M Ltd Driver Seat Sliding Movement hard CLOSED
10 5/1/2015 M&M Ltd Driver Seat Seat locking not proper CLOSED
11 7/1/2015 M&M Ltd Driver Seat Sliding Movement hard CLOSED
COSTUMER COMPLAINT DATA REPORT
14. 4M Analysis- To identity the non conformances
S.NO 4M
CONDITION
POSSIBLE CAUSE STANDARD
REQUIREME
NT
ACTUAL
CONDITIO
N
REMARK
1 Man Unskilled operator , Human
Error
As per skilled
matrix
Welding
spatter found
on Z-Section
Not ok
2 Machine Not as per standard
parameter requirement
Die setting as per
standards
requirement
Found as per
standard
requirement
ok
3 Material Not as per required
standard
Material as per
standard
requirement.
Found as per
standard
requirement
ok
4 Method Not as per SOP , Drawing , As per S.O.P. Found as per
S.O.P.
OK
15. 7 – Quality Maintenance Pillar
Problem
Non-
Conformances
Why? Why? How?
Sliding
Movement
Hard
Welding Spatter
found in rail
Assembly in
welding section
Chipping process
is not properly
done
A small size spatters
Found in sliding face of
Z-Section assembly
which are neglected
during chipping
process
These counter
measure points
included in SOP of
chipping section.
Why-why Analysis is carried out to find out the root causes.
18. 4M Analysis- To identity the non conformances
S.NO 4M
CONDITION
POSSIBLE CAUSE STANDARD
REQUIREM
ENT
ACTUAL
CONDITION
REMARK
1 Man Unskilled operator As per skilled
matrix
Found as per
skill matrix
ok
2 Machine 1-Improper gas flow rate.
2 -current & voltage not as
per standard.
1-8-13 Ltr./min
2-100-160
amp& 16-22V
Gas flow found
less than 8
ltr./min
As per standard
Not ok
Ok
Ok
3 Material Improper cleaning of
material surface.
Material
surface should
be clean.
Material surface
found rusty and
dirty
Not/ok
4 Method found ok As per S.O.P. Found as per
S.O.P.
OK
19. 7 – Quality Maintenance Pillar
Problem
Non-
Conformances
Why? Why? How?
Blowhole in
clutch pedal
1-Improper gas
flow rate
Control valve is
open to a lower
gas flow rate.
Gas flow meter is not
in front of operator
Gas flow meter is
shifted to front side
of operator.
2-Improper cleaning
of material surface Material kept
on ground.
No pilate is available
for material handling
.
Pilate are made for
material handling.
Why-why Analysis is carried out to find out the root causes.
20. 7 – Quality Maintenance Pillar
Actions Implemented :
Action 2-Gas flow meter is replaced.
BEFORE AFTER
Gas flow meter not in front of operator Gas flow meter is shifted to front of operator
& why-why analysis…After why-why analysis, we found improper seating of rubber gasket due to fouling with the threads of cap as shown in figure, which leads to coolant leakage.
& why-why analysis…After why-why analysis, we found improper seating of rubber gasket due to fouling with the threads of cap as shown in figure, which leads to coolant leakage.
As a action, we provided relief groove in the cap so as to rubber gasket seat properly. We also reduce the breather hole diameter from 4mm to 1.5 mm as a additional remedie.