Dispositivos de sujecion
•
1 gefällt mir•7,103 views

Este documento describe diferentes tipos de prensas, incluidas prensas de columna e hidráulicas, y sus usos comunes como instalar bujes, baleros y ejes. Explica que los bujes deben lubricarse antes de instalarse a presión y que tanto el buje como el agujero deben tener bisel para evitar daños. También cubre el uso correcto de herramientas auxiliares para guiar la instalación.

Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Andere mochten auch
Andere mochten auch (20)
Ähnlich wie Dispositivos de sujecion
Ähnlich wie Dispositivos de sujecion (20)
Mehr von MateoLeonidez
Mehr von MateoLeonidez (20)
Dispositivos de sujecion
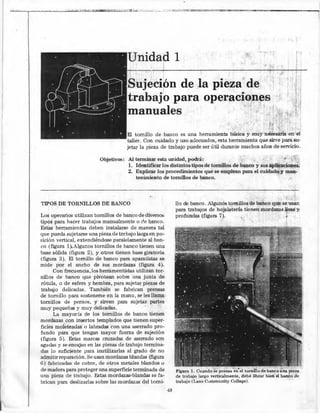
- 1. Unidad 1 Sujeción de la pieza de trabajo para operaciones manuales #IP El tomillo de banco es una herramienta básica y muy neícesaria en el taller. Con cuidado y uso adecuados, esta herramienta que sirve para su jetar la pieza de trabajo puede ser útil durante muchos años de servicio. Objetivos: Al terminar esta unidad, podrá: ^ 1. Identificar los distintos tipos de tomillos de banco y sus aplicaciones. 2. Explicar los procedimientos que se emplean para el cuidado y man tenimiento de tomillos de banco. TIPOS DE TORNILLOS DE BANCO llo de banco. Algunos tomillos de banco que se usan para trabajos de hojalatería tienen mordazas lisas y Los operarios utilizan tornillos de banco de diversos profundas (figura 7). , 4 tipos para hacer trabajos manualmente o de banco. Estas herramientas deben instalarse de manera tal que pueda sujetarse una pieza de trabajo larga en po sición vertical, extendiéndose paralelamente al ban co (figura 1). Algunos tornillos de banco tienen una base sólida (figura 2 ), y otros tienen base giratoria (figura 3). El tomillo de banco para aparatistas se mide por el ancho de sus mordazas (figura 4). Con frecuencia, los herramentistas utilizan to r nillos de banco que pivotean sobre una junta de rótula, o de esfera y hembra, para sujetar piezas de trabajo delicadas. También se fabrican prensas de tom illo para sostenerse en la mano, se les llama tornillos de pernos, y sirven para sujetar partes muy pequeñas y muy delicadas. La mayoría de los tornillos de banco tienen mordazas con insertos templados que tienen super ficies moleteadas o labradas con una aserrado pro fundo para que tengan mayor fuerza de sujeción (figura 5). Estas marcas cruzadas de aserrado son agudas y se encajan en las piezas de trabajo term ina das lo suficiente para inutilizarlas al grado de no admitir reparación. Se usan mordazas blandas (figura 6 ) fabricadas de cobre, de otros metales blandos o de madera para proteger una superficie terminada de Figura 1. Cuando se prensa en el tornillo de banco una pieza una pieza de trabajo. Estas mordazas-blandas se fa de trabajo largo verticalmente, debé librar bien el banco de brican para deslizarías sobre las mordazas del to m i trabajo (Lañe Community College). 49
- 2. 50 Sección b. Herramientas de mano Figura 5. Vista de insertos de mordazas templados y con Figura 2. Tom illo de banco de base sólida (Lane Community corte de sierra para los tornillos de banco (Lañe Com m unity College). College). Figura 6. Vista de las mordazas blandas que se colocan en los tornillos de banco (Lañe Community College), Figura 7. Tornillo de banco de m ordazas lisas para trabajar con lám ina m etálica (Lañe C om m unity College). APLICACIONES DE LOS TORNILLOS DE BANCO Figura 4. Como medir un tornillo de banco (Lane Communi Los tomillos de banco se utilizan para sostener la ty College). pieza de trabajo para limar, co rtara segueta, cince-
- 3. .,„Trüw Unidad 1. Sujeción de la pieza de trabajo para operaciones manuales 51 lar y doblar piezas delgadas de metal. También se usan para sujetar piezas de trabajo al ensamblar y desensamblar partes. Los tomillos de banco deben instalarse sobre el banco de trabajo a la altura de trabajo correcta para el operario. La parte superior de las mordazas de be quedar a la altura del codo. No se hace buen trabajo cuando se instala el tom illo de banco dema siado alto o demasiado bajo. En un taller se debe tener una variedad de alturas de los tornillos de banco, o bien, se deben tener tarimas para pararse y lograr diferentes alturas. Figura 8. Nunca debe martillarse sobre la barra deslizante de la mordaza móvil de un tornillo de banco. El hacerlo • CUIDADO DE LOS TORNILLOS DE BANCO puede agrietarla y deformarla (Lañe Community College). Como cualquier otra herramienta, los tornillos de pequeñas estando sujetas en las mordazas, si se u ti banco tienen limitaciones. No se deben usar barras o liza un martillo ligero. Nunca se debe martillar sobre tubos 4 engañadores” en la manija que sirve para 6 la barra deslizante de la mordaza móvil (figura 8), apretar el tom illo. No debe aplicarse calor con so ya que normalmente es de hierro fundido delgado plete a una pieza de trabajo sujetada en las morda y puede quebrarse muy fácilmente. Los tomillos de zas, ya que al hacerlo se ablandarán los insertos de banco a menudo llevan un pequeño yunque atrás las mismas. Por lo general, hay en cada taller un de la mordaza sólida que puede usarse para ligero. tornillo de banco reservado para calentar y doblar, Ocasionalmente deben desarmarse los tornñlos No se debe martillar fuertemente sobre un to r de banco para limpiar o lubricar el tornillo, la tuer nillo de banco. La fuerza necesaria para el doblez o ca y los collarines de empuje. El tom illo y la tuerca ¡el golpeo debe aplicarse contra la mordaza fija más deben lavarse con algún disolvente. El tornillo y los que sobre la móvil del tom illo de banco. Se permite collarines de empuje deben engrasarse perfectamen doblar piezas planas delgadas o varillas redondas te con grasa gruesa antes de volver a armar. ; Autoevaluación [ ------------------ -------------— —— —— -------- — ---- --------- ----- --—»---------- — —.........— ---- — —-------—-— _ —■ I I AUTOEXAMEN 1. ^¿Qué posición de sujeción debe considerarse al instalar un tom illo de banco en un banco de trabajo? 2. Nombre dos tipos de tornillos de banco. 3. ¿Cómo se miden en cuanto a tamaño los tornillos de banco para aparatistas? | 4. Las piezas de trabajo pequeñas y delicadas pueden sujetarse ! en una prensa_____________ __________ o en un tornillo de banco . __________________ ., ; _ 5. Explique dos características délos insertos para las mordazas de tomillos de banco. 6. ¿Cómo puede protegerse una superficie terminada? 7. ¿En qué difieren los tomillos de banco que se usan para tra bajo de hojalatería de un tornillo de banco para aparatista? 8. ¿Para qué se usan por lo general los tornillos de banco? 9. Nombre tres cosas que no deben hacerse nunca a un tornillo de banco. 10* ¿Cómo debe lubricarse un tornillo de banco? Esta unidad no tiene postprueba
- 4. nidad 2 Prensas de árbol o poste y prensas de taller Las prensas de árbol o prensas de poste y las pequeñas prensas de taller son muy comunes en la mayoría de los talleres de máquinas. Sería di fícil, por cierto, trabajar sin contar con estas máquinas. Descubrirá que estas herramientas son sumamente útiles cuando ya sabe usarlas, pero si no se le capacita para aprovecharlas, pueden resultar peligrosas para el que las usa y destructivas para la pieza de trabajo. Objetivos: Al terminar esta unidad será capaz de: 1. Instalar y quitar un buje de bronce usando una prensa de árbol o de columna. 2. Introducir a presión y extraer un rodamiento de bolas o balero de un eje eifuna prensa de columna usando las herramientas correctas, 3. Introducir a presión y extraer un rodamiento de bolas o balero de una caja usando una prensa de columna y el herramental correcto. 4. Instalar y quitar un mandril utilizando una prensa de columna. 5. Instalar y quitar un eje con cuña en un mamelón o en una maza usan do una prensa de columna. 6. Brochalar o cortar un cuñero de l de pulgada en un agujero de VA pul A gadas. TIPOS las prensas accionadas electrónicamente. Se necesita, de esta sensibilidad de la presión cuando se unen a La prensa de árbol o de columna (arbor press) es presión partes pequeñas y delicadas, para que el un equipo esencial en el pequeño taller de máquinas. trabajador sienta el momento en que debe parar Sin ella, el aparatista se vería obligado a recurrir al antes de dañar la pieza o el conjunto en cuestión. uso dé un martillo o de un marro para hacer cual quier ajusté a presión, procedimiento con el que podrá fácilmente dañar la parte. APLICACIONES Se fabrican dos tipos básicos de prensas de columna, mismas que también se emplean: la Las aplicaciones principales de la prensa de columna hidráulica (figura 1) y la mecánica (figura 2). Am son: instalaciones o introducción de bujes y extrac bos tipos se accionan manualmente por medio de ción de baleros de bolas y de rodillos (figura 3), la una palanca. La palanca permite “sentir” la presión introducción a presión de ejes o flechas en mámelo* que se está aplicando, lo cual no resulta posible en nes (figura 4), la introducción a presión de mandriles 52
- 5. - .................................................................... — - ....................... . Unidad 2. Prensas de árbol o paste y prensas de taller 53 Figura 1. Prensa hidráulica de taller de cincuenta tonela das de capacidad (Lañe Community College). Figura 2. Prensa de columna de tipo de piso de un solo trin quete. ( Cortesía de Dake Corporation). en piezas de trabajo, el brochalado de cuñeros (figura 5) y las operaciones de enderezado y doblado (figura 6). raspado por la fricción y haría que el buje se pegara en el agujero. El pegarse es la condición en la cual dos metales no lubricados tienden a unirse íntim a PROCEDIMIENTOS mente o a soldarse bajo presión. En este caso puede ocasionar que se dañe el buje al grado dé no admi Instalación de bujes o casquillos tir reparación. Un buje es un tubo metálico corto, maquinado in El agujero debe tener siempre un chaflán fuer teriormente y por fuera a dimensiones precisas, que te, es decir, un borde biselado o cortado a un cierto se hace generalmente para ajustarse o ensamblarse ángulo, ya que un borde agudo trataría de cortar dentro de un agujero torneado o maquinado a pre el buje y lo dañaría (figuras 7a y b). El buje debe sión. Se utilizan muchos tipos de bujes para diferen tener también un chaflán cónico largo o iniciación tes propósitos, y casi siempre se instalan con un para que no se encaje y entre desalineado. Los bujes ajuste de interferencia o un ajuste de presión. Esto pueden entrar torcidos o desviados si tienen borde significa que el buje es ligeramente mayor que el agudo, particularmente tratándose de bujes de acero agujero en el que se introduce a presión. La magni templado. Debe tenerse cuidado de ver que el buje tud de la interferencia se estudiará con mayor vaya entrando derecho en el agujero, y de que con detalle en una unidad subsecuente. Los bujes se tinúe en el agujero correctamente alineado. Lo fabrican de muchos materiales, entre ellos de bronce anterior no debe representar un problema si el y de acero templado, pero todos tienen algo en co herramental es correcto; es decir, si el extremo del mún: tienen que lubricarse con lubricante a alta carnero de la prensa está escuadrado y si no está presión antes de ser introducidos a presión en el agu suelto ni desgastado. También debe usarse la placa jero. No se usa aceite, porque éste sería simplemente transversal apropiada debajo de la parte para que
- 6. 54 Sección b. Herramientas de mano Figura 3. Cómo se saca de un eje un rodamiento de rodillos (Lañe Community College). Figura 4. Forma de introducir a presión un eje en una maza Figura 6. Enderezado de una flecha en una prensa hidráulica (Lañe Community College). de taller (Lañe Community College).
- 7. Unidad 2. Prensas de árbol o poste y prensas de taller 55 Pistón de la prensa Bisel £ Figura 7a. Aplicación de presión sobre un buje no estando achaflanado el agujero y estando desalineado el buje. Figura 7b. Aplicación de presión sobre un buje, para introducirlo en un agujero correctamente achaflanado y estando el buje en alineamiento correcto. Figura 10. Herramienta especial para soportar la pista inte no se encline saliéndose de alineamiento. Algunas rior de los baleros (Véase la figura 3.) (Lañe Community veces se emplean herramientas especiales para guiar Coilege). el buje (figura 8). Sólo debe aplicarse la presión ne cesaria para forzar el buje a su lugar, especialmente terna, los baleros pueden instalarse aplicando pre si el buje tiene mayor longitud que el agujero. Si sión sobre la pista con un tubo de acero de diámetro se aplica presión excesiva se puede deformar el buje apropiado. Al igual que con los bujes, debe usarse y éste puede resultar de un tamaño inferior al desea lubricante a alta presión. do (figura 9). A veces no hay otra manera de extraer un bale ro viejo sino ejerciendo presión sobre las bolas. Cuando se hace esto, existe un peligro real de que Rodamientos o baleros de bolas y de rodillos la pista salte en pedazos en forma violenta. En este Los rodamientos o cojinetes de bolas y de rodillos, caso debe usarse una guarda de protección contra también llamados baleros presentan problemas espe esparcimiento de trozos de metal* Una guarda de es ciales cuando se instalan y extraen por presión, y te tipo es un tubo de acero de buen espesor, de esto ocurre porque la presión tiene que aplicarse aproximadamente 8 a 12 pulgadas de longitud directamente contra la pista y no a través de las acomodado de manera que cubra la pieza de trabajo. bolas o los rodillos, ya que al hacerlo se puede des La protección se coloca en torno al balero mientras truir el balero. Con frecuencia, al extraer un balero se aplica la presión, para evitar que las partes lanza de un eje, la pista interior queda tapada por un das lesionen al operador. Es una buena práctica de hombro y no puede ser soportada en la forma nor seguridad usar siempre una protección contra espar mal. En esta condición se utiliza una herramienta cimiento de fragmentos metálicos cuando se quita especial (figura 10), Sobre las pistas interna y ex- un balero de un eje por presión. Invariablemente deben usarse anteojos de seguridad durante todas las operaciones que se hagan en prensas de presión. Pistón de la prensa Agujeros maquinados y ejes Con frecuencia los agujeros de las mazas de los en - granes, ruedas dentadas y otras partes de máquinas Í W Pistón de se diseñan también para ajuste forzado. En estos las prensas casos se tiene generalmente un cuñero que necesita m ser alineado. Un cuñero es una ranura en la que se ILE coloca una cuña. Esta cuña, a su vez, entra también en un ranura cortada en la maza de un engrane o una polea, y asegura la parte contra el eje, impi diendo que gire. Cuando se ensamblan a presión ejes Figura 8. Herramienta espe Figura 9. Efecto de la apli con cuñas que entran en mazas con cuñero, a veces cial para mantener bujes cación de presión excesiva escuadrados respecto al sobre bujes cuya longitud resulta útil achaflanar el borde de guía de la cuña carnero de la prensa. es mayor que la del agujero. para que ésta se alinee correctamente por sí sola
- 8. 56 Sección b. Herramientas de mano Figura 11. El achaflanado de la cuña ayuda al alineamiento de las partes cuando se las trata de ensamblar a presión (Lañe Community College). (figura 11). También se pegan las piezas en esta operación, como en la instalación de bujes, si no se Figura 12, Mandril o buje cónico en el proceso de lubricación utiliza lubricante a alta presión. e introducción a otra parte para continuar el m aquinado (Lane Community College). Mandriles Los mandriles, piezas cilindricas de acero con coni es una prensa de columna del tamaño correcto y un cidad ligera, se introducen a presión en agujeros juego de herramientas para brochar cuñeros (fi maquinados en forma semejante a la introducción gura 14), las cuales son cortadores templados o ensamble de ejes en mazas. Sin embargo, hay una diferencia im portante; como el mandril tiene conicidad de alrededor de 0.006 de pulgada por pie, sólo puede instalarse con su extremo pequeño pri mero. Debe determinar cuál de sus extremos es el pequeño midiéndolo con un mícrómetro o probando el mandril en el agujero maquinado. El extremo pe queño debe entrar en el agujero, pero el grande no. Luego debe aplicarse lubricante y presionarse el mandril para su introducción hasta que sienta que hay una resistencia definida (figura 12). Brochado de cuñeros Aunque en los talleres de n^áquinas hay muchos tipos de máquinas para cortar cuñeros, el bro chado de éstos se hacr* a menudo en prensas de columna. El brochado es el proceso de cortar formas en el interior de una parte metálica. Los cuñeros son sólo un tipo de los cortes que pueden hacerse por el procedimiento del tipo de empuje. También pueden cortarse formas tales como un cuadrado o un hexágono por este método (figura 13). Figura 13. Brochado de forma hexagonal por empuje (Corte Todo lo que se necesita para estos procedimientos sía de The duMont Corporation).
- 9. Unidad 2. Prensas de árbol o poste y prensas de taller 57 Figura 14, Juego estándar de herramientas para brochar cu- ñeros (Cortesía de The duMont Corporation). con dientes escalonados que trabajan en forma tal que cada diente corta sólo una cantidad definida al ser empujado o jalado a través de la parte. Estas he rramientas se fabrican en medidas inglesas y métri cas* El brochado de cuñeros (por el método de paso múltiple) se lleva a cabo de la siguiente manera: Figura 16. Herramienta de brochar con el buje de guía co lo 1, Se escoge el buje que ajuste en el agujero y la cado en la prensa de columna que está lista para lubricar y herramienta de brochar, y se ponen en su posi para efectuar el primer ,paso (Lañe Community College). ción dentro del agujero maquinado. 2* Se inserta la herramienta del tamaño correcto en la ranura del buje (figura 15). 8. Se inserta la herramienta. 3. Se coloca el conjunto en la prensa de columna 9. Se lubrica. (figura 16), 10. Se empuja la herramienta de brochar hasta 4. Se aplica lubricante. que pase. 5c Se empuja a la herramienta de brochar hasta que 11. Si se necesita más de una calza para obtener pase. la profundidad correcta, se repite el procedi 6. Se limpia la herramienta. miento (figura 17). 7* Se coloca la calza de segundo paso en su lugar. Las herramientas se deben limpiar y regresar a su caja y el cuñero terminado debe liberarse de las re babas y limpiarse. El brochado de producción o de un solo paso no requiere de calzas ni de cortes en segunda pasada, y con algunos tipos de brochas no nece sita usar bujes (figura 18). Dos cosas importantes de recordar al hacer brocheado de empuje son el alineamiento y la lubricación. El desalineamiento ocasionado por des gaste o soltura del carnero puede hacer que la herramienta *de brochado se encaje en el m ate rial. o se rompa. A veces puede evitarse esto orien tando la cara de los dientes de la herramienta de Figura 15. Herramienta de brochar con el buje de guía inser brochar hacia la parte trasera de la prensa y de tado en el engrane (Lañe Community College). jando que el buje sobresalga arriba de la pieza
- 10. 58 Sección b. Herramientas de mano Figura 18. Brochado de empuje para producción sin bujes en las calzas (Cortesía de The duMont Corporation). Figura 17. Calzas en su posición atrás de la herramienta de que se va a cortar. El latón se brocha general brochar que está lista para lubricar y hacei el corte final en mente en seco, pero los bronces se cortan mejor la parte (Lañe Community College). con aceite o aceite soluble. El hierro fundido se brocha en seco, y se recomienda usar petróleo de trabajo para dar más soporte a la herramienta. diáfano o acéite de corte para el aluminio. Después de iniciar el corte, se alivia la presión para dejar que la herramienta de brochado se cen Doblado y enderezado tre por sí misma. Luego se repite este procedi Con frecuencia se hacen operaciones de doblado y miento durante cada corte. enderezado en prensas hidráulicas de taller. En ge Por lo menos dos o tres dientes deben estar en neral, no se usan para esta finalidad las prensas me contacto con la pieza de trabajo. En caso necesario cánicas de columna. Existe un riesgo definido en pueden apilarse dos o más piezas de trabajo para este tipo de operación, en vista de que si se tiene alargar el corte. El corte nunca debe exceder d éla un acomodo deficiente al aplicar la presión las piezas longitud del buje estándar que se use con la herra pueden saltar violentamente de la prensa. Los mienta de brochar. Nunca se debe usar una he materiales frágiles como hierro fundido o acero tem rramienta de brochar en material que tenga dureza plado de pistas de baleros se pueden romper súbita superior a Rockwell C35, uno de los muchos mente bajo la presión y explotar en fragmentos. grados de prueba de dureza que se conocerá más Para enderezar una flecha o eje, se le coloca adelante en esta obra. Si se sospecha que una parte entre dos bloques en V, que no sean de precisión, tiene mayor dureza que el acero blando, debe deter que son bloques de acero con una ranura de forma minarse su dureza antes de intentar cualquier clase de V que corre a lo largo de los bloques, que sirven de brochado* para soportar piezas de trabajo redondas. Estando Befefc 1 « un bwm lubxfe&Kte de-alta pre en los bloques en V, se gira la flecha para detectar sión. También debe aplicare un aceite de corte de su deformación, o sea, la magnitud y posición del base de azufre a los dientes de la herramienta de doblez que tiene. Se mide la rotación en un indicador brochar. Debe lubricarse siempre la parte trase de carátula, el cual es un dispositivo capaz de detec ra de la herramienta para brochar cuñeros, para tar movimientos mecánicos muy pequeños dando reducir la fricción, cualquiera que sea sea el material lecturas en una carátula calibrada. Se determina el
- 11. Unidad 2. Prensas de árbol o poste y prensas de taller 59 Figura 19. Parte en la que se está midiendo la deformación antes de enderezarla (Lañe Community College). punto alto y se marca en la flecha (tigura 19). Des Figura 20. Aplicación de presión para enderezar un eje (La pués de remover el indicador, se coloca una almoha ñe Community College). dilla de metal blando, como por ejemplo de cobre, entre la flecha y el carnero y se aplica presión (figu ñera. Es frecuente encontrar dos o más dobleces ra 20)* La flecha debe doblarse hacia atrás para en que pueden estar opuestos o no seguir la misma di derezarla y debe pasarse ligeramente más allá de la rección. Esta condición se corrige mejor enderezan posición en que esté recta. Luego se suprime la pre do cada doblez a la vez y verificando con una regla sión y se pone de nuevo en posición el indicador de de acero y un calibrador de hojas. Aveces se emplea carátula. Se gira la flecha como antes y se observa la un herramental especial para prensa de taller para posición de la marca, así como la magnitud de la de trabajos simples de doblado. formación. Si se encuentra que hay mejoría, se con tinúa el proceso; pero si la primera marca está ahora Nota: Al aplicar presión, en todas las opera opuesta al punto alto, se concluye que se ha aplica ciones que se hagan en una prensa, asegúrese de do demasiada presión. Luego se repiten los .mismos pararse a un lado; pero tenga cuidado especialmen pasos, aplicando menos* presión. te cuando utilice la prensa para enderezar y use Otros trabajos de enderezado en materia prima siempre anteojos de seguridad o una protección plana y en otras formas se efectúan de la misma ma~ para los ojos. Au toevalu ación AUTOEXAMEN 1. ¿Es importante saber cómo se usa correctamente la pren sa de columna y cómo disponer correctamente las opera ciones de prensado? ¿Por qué? 2. ¿Cuántas clases hay de prensas de columna? ¿Qué las dife rencia de las prensas comerciales grandes? 3. Anotar varias aplicaciones de las prensas de columna . 4. Se ensambla a presión un eje de acero maquinado reciente mente con ajuste de interferencia en el agujero también maquinado de un engrane de acero. Como resultado se tiene un eje arruinado que no admite reparación; el agujero del
- 12. 60 Sección b. Herramientas de mano engrane también dañado seriamente. ¿Qué ha ocurrido? Qué ocasionó esta falla? 5. El camero de una prensa de columna está flojo en su guía y el extremo empujador está redondeado. ¿Qué clase de pro blemas podrían tenerse por esto? 6. Un buje de bronce de V de pulgada de diámetro es ‘/s de pulga i da más largo que el agujero maquinado. ¿Debería aplicarse una presión de 30 toneladas para asegurarse de que haya asentado sobre el plato de la prensa? Si su respuesta es ne gativa, ¿qué presión deberá aplicarse? 7. Si se presiona la pista interior de un rodamiento de bolas sobre un eje, ¿por qué no debe soportarse la pista exterior al empujar al eje hacia afuera? 8. ¿Qué diferencia hay entre la forma en que se obtiene un ajuste de presión entre mandriles y ejes estándar? 9. Antes de instalar un buje con la prensa de columna, ¿cuáles dos pasos importantes deben de tomarse? 10. Anotar cinco maneras de evitar rotura de herramientas y otros problemas al usar herramientas para brochado a empuje para hacer cuñeros en la prensa de columna. Unidad 3 Herramientas de mano no cortantes Las herramientas de maño son esenciales para todos los oficios mecáni cos. Esta unidad permite aprender nombres y aplicaciones de la mayoría de las herramientas no cortantes que usan los aparatistas. Objetivos: Al terminar esta unidad podrá: 1. Identificar la herramienta apropiada para determinado trabajo. 2. Determinar el uso correcto de una herramienta dada.