
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (10)
Similar a 3 automatizacio
Similar a 3 automatizacio (20)
3 automatizacio
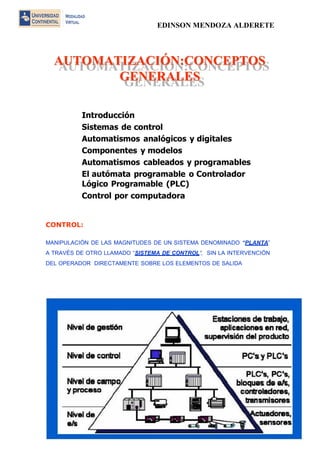
- 1. EDINSON MENDOZA ALDERETE AUTOMATIZACIÓN:CONCEPTOS GENERALES AUTOMATIZACIÓN::CONCEPTOS GENERALES Introducción Sistemas de control Automatismos analógicos y digitales Componentes y modelos Automatismos cableados y programables El autómata programable o Controlador Lógico Programable (PLC) Control por computadora CONTROL: MANIPULACIÓN DE LAS MAGNITUDES DE UN SISTEMA DENOMINADO “PLANTA” A TRAVÉS DE OTRO LLAMADO “SISTEMA DE CONTROL”, SIN LA INTERVENCIÓN DEL OPERADOR DIRECTAMENTE SOBRE LOS ELEMENTOS DE SALIDA
- 2. EDINSON MENDOZA ALDERETE ¿Que es un siisttema auttomattiizado? Es un sistema donde se trasfieren tareas de producción, realizadas habitualmente por operadores humanos a un conjunto de elementos tecnológicos. Un sistema automatizado consta de dos partes principales: Parte de Mando Parte Operativo ¿Qué es un siisttema auttomattiizado? La Partte Operattiiva es la parte que actúa directamente sobre la máquina. Son los elementos que hacen que la máquina se mueva y realice la operación deseada. Los elementos que forman la parte operativa son los actuadores de las máquinas como motores, cilindros, compresores...Y los sensores como fotodiodos, finales de carrera... ¿Qué es un siisttema auttomattiizado? La Partte de Mando suele ser un autómata programable (tecnología programada), aunque hasta hace poco se utilizaban relevadores electromagnéticos, tarjetas electrónicas o módulos lógicos neumáticos (tecnología cableada). En un sistema de fabricación automatizado el autómata programable está en el centro del sistema. Este debe ser capaz de comunicarse con todos los constituyentes de sistema automatizado.
- 3. EDINSON MENDOZA ALDERETE Objjettiivos de lla auttomattiizaciión ¾Mejorar la productividad de la empresa, reduciendo los costes de la producción y mejorando la calidad de la misma. ¾ Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos penosos e incrementando la seguridad. ¾ Realizar las operaciones imposibles de controlar intelectual manualmente. ¾ Mejorar la disponibilidad de los productos, pudiendo proveer las cantidades necesarias en el momento preciso. ¾ Simplificar el mantenimiento de forma que el operario no requiera grandes conocimientos para la manipulación del proceso productivo. ¾ Integrar la gestión y producción. Fases para la puesta en marcha de un proyecto de automatización Existen complejos procesos de automatización que requieren de la colaboración entre los diversos departamentos de una empresa (gestión, logística, automatización, distribución, etc.). En esta sección se enfoca el problema en concreto en la parte de automatización, desde el punto de vista del trabajo que debe realizar el ingeniero/ingeniera técnica. El marco metodológico consta de las fases siguientes, que el operario debe realizar:
- 4. EDINSON MENDOZA ALDERETE - Automatización - Supervisión - Interacción - Implementación - Pruebas
- 5. EDINSON MENDOZA ALDERETE En el caso de llevar a la práctica un proyecto de automatización, es necesario seguir las fases de la metodología presentada, así como indicar el tipo de operario o grupo de ellos encargados de llevar a cabo las fases por separado o el conjunto de ellas. La figura ilustra la secuencia ordenada de fases. Es decir, si la metodología quiere llevarse a la práctica hay que seguir paso a paso el método de forma secuencial. Cabe destacar el rol del operario en este esquema. El operario lleva a cabo cada una de las fases; hace la transición entre una fase y la siguiente, y, finalmente, se encarga de proceder a una iteración para rehacer el primer ciclo para introducir mejoras. Las fases que aparecen en el marco metodológico no son conceptos puntuales; cada uno de ellas puede tratarse en profundidad. A continuación, se presenta tan sólo un breve resumen de cada una de las fases, ya que lo que se quiere constatar es la relación entre las fases y los aspectos dinámicos intrínsecos de cada fase. En esta fase elemental hay que desarrollar los pasos siguientes relacionados con el GRAFCET (Grafo de Estados y transiciones) y la puesta en marcha de automatismos: - Observación del proceso a controlar y generación del GRAFCET de primer nivel en su descripción funcional. - Selección del automatismo (autómata programable, regulador digital autónomo). - Selección y cableado físico de sensores y actuadores, con las secciones de entradas y salidas del automatismo. - Generación del GRAFCET de segundo nivel en su descripción tecnológica. En estas líneas, la fase de automatización coincide con todas las propuestas que hacen las referencias bibliográficas básicas de automatización y autómatas programables. En la fase de automatización aparecen diversas tecnologías, entre ellas la sensórica y la neumática, supeditadas a su conexión física con el automatismo (autómata programable, por ejemplo). La representación del control secuencial sobre el proceso se representa mediante GRAFCET. A partir de estas líneas, el GRAFCET generado pasa a denominarse GRAFCET de producción, en asociación con el módulo de producción.
- 6. Una vez la fase de automatización ya está consolidada, hay que establecer la fase de supervisión. SISTEMAS DE CONTROL SEGÚN LA NATURALEZA DE LAS SEÑALES QUE INTERVIENEN EN EL PROCESO ‰ SISTEMAS ANALÓGICOS Trabajan con señales continuas, representando magnitudes físicas del proceso tales como presión, temperatura, velocidad, etc., mediante una tensión o corriente proporcionales a su valor (0-10 volts, 4 a 20 mA, etc.) ‰ SISTEMAS DIGITALES Trabajan con señales todo o nada también llamadas binarias, representadas con variables lógicas o bits, cuyos valores solo pueden ser 0 ó 1. Si la variable es de un bit se llaman automatismos lógicos. Si la variable procesan señales de varios bits para representar valores numéricos se llaman automatismos digitales.
- 7. ‰ SISTEMAS HÍBRIDOS ANALÓGICOS–DIGITALES Procesan tanto señales analógicas como digítale