Machine tool metrology
•Als PPT, PDF herunterladen•
21 gefällt mir•17,745 views

alignment tests on pillar type drilling machine

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Ähnlich wie Machine tool metrology
Ähnlich wie Machine tool metrology (20)
Mehr von Dr. Ramesh B
Mehr von Dr. Ramesh B (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Machine tool metrology
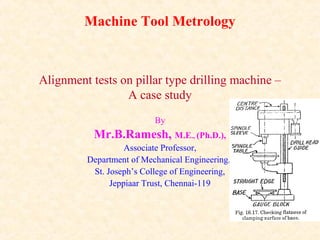
- 1. Machine Tool Metrology Alignment tests on pillar type drilling machine – A case study By Mr.B.Ramesh, M.E., (Ph.D.), Associate Professor, Department of Mechanical Engineering,, St. Joseph’s College of Engineering, Jeppiaar Trust, Chennai-119
- 2. January 30, 2015 2 INTRODUCTION • Machine tool metrology • The alignment test on a machine tool is carried out to check the grade of manufacturing accuracy of the machine tool. • The geometrical checks made on machine tools are : * Straightness and flatness of guide ways and slide ways of machine tool. * Flatness of machine tables * Parallelism, equidistance and alignment of the slide ways. * True running and alignment of shaft and spindle. * Lead of lead screw or error in pitch. • The geometrical test is carried out to check the grade of manufacturing accuracy of the machine tool. • Practical test is carried out to check the accuracy of the finished component. • Geometrical test consists of checking the relationship between various machine elements when the machine tool is idle. • Practical test consists of preparing the actual test jobs on the machine and checking the accuracy of the jobs produced.
- 3. January 30, 2015 3 • Static tests • Dynamic tests • Importance of alignment test : The geometry of various shapes is based on the relative motion between various machine parts and hence on alignment of various parts. • Other parameters subjected to tests are : * Stiffness and rigidity of the machine tool and its components parts. * The quality and accuracy of the control devices and the driving mechanism.
- 4. January 30, 2015 4 Alignment tests on pillar type drilling machine * Properly Installed – In both horizontal (longitudinal and transverse directions) and vertical directions. 1. Flatness of clamping surface of base: * Straight edge on two gauge blocks * Feeler gauges gives error * Error should not exceed 0.1/1000 mm clamping surface * Surface should be concave only 2. Flatness of clamping surface of table:
- 5. January 30, 2015 5 3. Perpendicularity of drill head guide to the base plate : * Tested in both vertical plane(a) and in a plane at 900 to the above plane (b) * Frame level with graduations from 0.03 to 0.05 mm/m * Error should not exceed 0.25/1000 mm for (a) and 0.15/1000 mm for (b) 4. Perpendicularity of drill head guide with table : 5. Perpendicularity of spindle sleeve with base plate : * Tested in both the planes using frame level * Error should not exceed 0.25/1000 mm for plane (a) and 0.15/1000 mm for plane (b)
- 6. January 30, 2015 6 6. True running of spindle taper : * Test mandrel is palced in the tapered hole of spindle * Dial indicator * Spindle rotated slowly * Error should not exceed 0.03/100 mm for machines with taper upto Morse No. 2 and 0.04/300 mm for machines with taper larger than Morse No. 2
- 7. January 30, 2015 7 7. Parallelism of the spindle axis with its vertical movement : * Test is performed into twp planes A & B * Test mandrel and dial indicator * Spindle is adjusted in the middle position of its travel * Permissible errors are : For machines with taper upto Morse No. 2 0.03/100 mm for plane A and 0.03/100 mm for plane B. * For machines with taper larger than Morse No. 2 0.05/300 mm for plane A and 0.05/300 mm for plane B.
- 8. January 30, 2015 8 8. Squareness of clamping surface of table to its axis : * Dial indicator * Table is slowly rotated * Error should not exceed 0.05/300 mm diameter
- 9. January 30, 2015 9 9. Squareness of spindle axis with table : * Straight edge placed in position AA’ and BB’ * Work table in middle position of its vertical travel * Dial indicator * A – 1800 – A’ * The permissible errors are 0.08/300 mm for AA’ and 0.05/300 mm for BB’.
- 10. January 30, 2015 10 10. Total deflection : * Drill head and table are arranged in their middle position. * Dial indicator * Dynamometer
- 11. January 30, 2015 11 Thank You