UGC NET Paper 1 Mathematical Reasoning & Aptitude.pdf
Introduction welding
1. WELDING
INTRODUCTION :
Welding is a process of joining two pieces of metal. It results in a joint that is equivalent in
composition and characteristics of the metals joined. In this process , the interface of the two parts to be
joined are brought to a temperature above the melting point and then allowed to solidify so that
permanent joining takes place. Because of the permanent nature of the joint and its strength being equal
to or sometimes greater than that of parent metal, welding is one of the most extensively used fabrication
method. The various welding process are :
1.Electric arc welding 2.Gas welding 3.Thermit welding 4.Resistance welding 5.Friction welding.
The materials to be welded must be free from rust, scale, oil or other impurities , so as to obtain
a sound weld. This can be done by using organic solvents such as acetone and carbon tetrachloride.
In welding ,the oxides present on the surface would interfere with proper fusing. Hence ,they
are to be eliminated by the use of fluxes.
FLUX :
A Flux is a material used to prevent, dissolve , or facilitate removal of oxides and other
undesirable surface substances. The type of fluxes used depends on the operation and the parent metal
that is being welded. Though mild steel may not require any flux since iron oxide has got a very low
melting point , non ferrous materials such as copper and aluminum requires fluxes.
DIFFERENT TYPES OF WELDING :
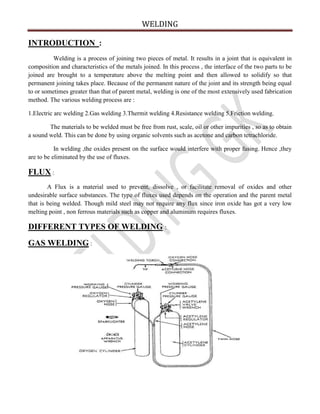
GAS WELDING :
2. WELDING
Gas welding also called oxy fuel gas welding (OFW) derives the heat from the combustion of a fuel gas
such as acetylene in combination with oxygen . the process is a fusion welding process where in the
joint is completely melted to obtain the fusion.
THERMIT WELDING :
The thermit welding process is essentially a casing process, where the molten metal obtained by
the thermit reaction is poured into the refractory cavity made around the joint .
3Fe3O4 + 8 Al
9Fe + 4Al2O3 + 3.01MJ/mol
RESISTANCE WELDING :
In resistance welding a low voltage (typically 1V) and very high current (typically 15000A) is passed
through the joint for a very short time (typically 0.25s) . this high amperage heats the joint due to the
contact resistance at the joint and melts it. The pressure on the joint is continuously maintained and
metal fuses together under this pressure . these are of various types : 1.Resistance spot welding
2.Resistance seam welding 3. Projection welding 4. Upset welding 5. Flash welding.
Friction welding :
The heat required for welding in this process is obtained by the friction between the ends of the
two parts tojoined . one of the parts to be joined is rotated at a high speed around 3000 revolutions per
minute and the other part is axially aligned with the second one and pressed tightly . the friction between
the two parts raises the temperature of both the ends. Then the rotation of the part is stop abruptly and
the pressure on the fixed part is increased so that the joining takes place. This process is termed as
friction welding.
3. WELDING
ELECTRIC ARC WELDING
PRINCIPLE :
An arc is generated between two conductors of electricity, cathode and anode (considering direct current
DC) when they are touched to establish the flow of current and then separated by a small distance. An
arc is sustained electric discharge through the joined gas cplumn , called plasma between the two
electrodes.
ARC WELDING EQUIPMENTS :
The main requirement in the arc welding set up is the source of electric power. They are
essentially of two types:
(a). Alternating current(AC) machines
(i).Transformer .
(ii).Motor or engine driven alternator.
(b).Direct current (DC) machines
(i).Transformer with DC rectifier.
(ii).Motor or engine driven generator.
WELDING CABLES :
Two welding cables are required one from the machine to the electrode holder and the pther ,
from the machine to the ground clamp. Flexible cables are usually preferred because of the ease of usage
and willing the cables. Cables are specified by their current carrying capacity, say 300A,400A,… etc.
ELECTRODES :
Filler rods used in arc welding are called electrodes. They are generally made of a rod of alloying
elements suitable for the job, coated with the flux. They are specified by the diameter in SWG and
length , apart from the brand and code names , indicating the purpose for which they are most suitable.
4. WELDING
ELECTRODE HOLDER :
The electrode holder is connected to the end of the welding cable and holds the electrode. It
should be light , strong and easy to handle and should not become hot while in operation. The jaws of
the holder are insulated, offering protection from electric shock
.
GROUND CLAMP :
It is connected to the end of the ground cable and is clamped to the work or welding table to
complete the electric circuit. It should be strong and durable and give low resistance connection.
CHIPPING HAMMER AND WIRE BRUSH :
A chipping hammer is used for removing slag formation welds. One end of the head is sharpened
like a cold chisel and the other to a blunt, round point. A wire brush is used for cleaning and preparing
the work for welding.
FACE SHIELD :
A face shield is used to protect the eyes and face from the rays of the arc and from spatter or
flying particles of hot metal. It is available either in hand or helmet type. The hand type is convenient to
use wherever the work can be done with one hand. The helmet type though not comfortable to wear ,
leaves hands free for the work.
Shields are made of light weight non-reflecting fiber and fitted with dark glass to filter out the
harmful rays of the arc. A cover glass is fitted in front of the dark lens to protect it from spatter.
5. WELDING
PREPARATION OF WORK :
Before welding, the work pieces must be thoroughly cleaned of rust, scale and other foreign
materials. This pieces of metal are generallty welded without beveling to edges. However, thick work
pieces should be beveled to ensure adequate penetration and fusion of all parts of the weld. But in either
case, the parts to be welded must be separated slightly to allow better penetration of the weld.
EFFECT OF CURRENT AND SPEED :
The current settting and the speed electrode movement affect the penetration and the strength of
the weld. Too low a current results high bead with poor penetration. Low speed results in large, wide
with overlap. Too high a current results in deep penetration, under cutting of the edges of the bead and
excessive sputter, whereas fast movement results in small, narrow, irregular bead with poor penetration.
WELDING POSITIONS :
Depending on the location of the welding joint, appropriate position of the electrode and hand
movement are selected. Four different welding positions are:
1.Flate 2.Horizontal 3.Vertical 4.Overhead
6. WELDING
WELDED JOINTS :
There are five different types of welded joints
1.Butt joint 2.Lap joint 3.Corner joint 4.Tee joint 5.Edge joint.
WELDING TECHNIQUES :
Different types of welding techniques are:
1.Forehand welding: In this welding the torch is moved in the direction of the tip. This tends to preheat
the metal before the white cone of the tip melts it.
2.Backhand welding : The torch moves backwards. The outer flames are directed on the already welded
joint. This allows the joint to be continuously annealed, relieving the welding stresses.
7. WELDING
TYPES OF ARC WELDING :
There are different types of arc welding methods depending upon the electrodes and current type
used.
1.Manual metal arc welding:
Also called shielded metal arc welding(SMAW), is the most extensively used manual welding
process which is done with stick(coated) electrodes. Welds by this process can be made in any
positions.
2.Carbon arc welding:
In this welding, the electrode is made of either carbon or graphite. In contrast to graphite
electrodes, carbon electrodes are soft and therefore, cannot take up very high current densities. In the
carbon arc welding, the required filler metal is supplied through a separated filler rod.
3.Inert gas shielded arc welding:
In inert gas shielded arc welding processes, a high pressure inert gas flowing around the
electrode while welding is used such as argon, helium, carbon dioxide to displace all the atmospheric
gases around the weld metal to protect it.
4.Tungsten inert gas arc welding:
It is a non consumable electrode process. The electrodes may also contain 1-2% theria mixed
along with core tungsten or tungsten with zirconia. It consists of a welding torch at the centre of which is
tungsten electrode.
5.Gas metal arc welding:
8. WELDING
Metal inert gas welding utilize a consumable electrode. The consumable electrode is in the form
of a wore rod, which is fed at a constant rate through the feed rollers. The welding torch is connected to
the gas supply cylinder which provides the necessary inert gas.
6.Submerged arc welding(SAW):
In SAW , the arc is produced while the consumable electrode wire is continuously fed into the
weld zone. The welding zone is completely covered by means of a welding flux feed tube. The arc
occurring between the electrode and the work piece is completely submerged under the flux.
7.Atomic hydrogen welding:
The atomic hydrogen welding is done with non-consumable electrodes. The arc is obtained
between two tungsten electrode and the work piece. The shielding gas used here is hydrogen. It consists
of a hydrogen cylinder,an AC welding machine and the welding torch to accommodate the two tundsten
electrodes with a provision for changing the distance between them.
8.Plasma arc welding:
It is similar to tungsten inert gas welding process but the main difference is in the construction of
the torch. In plasma arc welding, the plasma is tightly constrained. A small amount of pure argon gas
flow is allowed through the inner orifice surrounding the tungsten electrode to form the plasma gas.
9.Stud arc welding:
Stud arc welding is a process for faster joining of the studs to the work piece such as machine
assemblies. The equipment consists of a gun, similar to GMAW torch, which holds the stud to be
welded.
10.Fire cracker welding:
Fire cracker welding is a variations of the manual metal arc welding process. The jint to be
welded is filled with s stick electrode, which is kept in place by means of a glass fiber tape or a copper
retaining bar. An arc is initiated by short circuiting the electrode to the work piece, flux is provided by
the coating on the electrode as well as the shleding gas.