ANALISIS KERJA
•Als PPTX, PDF herunterladen•
2 gefällt mir•10,733 views

Mata kuliah ini membahas perancangan dan analisis sistem kerja dengan menggunakan prinsip-prinsip perancangan kerja serta mempertimbangkan aspek teknologi, psikologi, dan ergonomi. Mata kuliah ini dilengkapi dengan tugas lapangan dan observasi."

Empfohlen
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Andere mochten auch
Andere mochten auch (20)
Ähnlich wie ANALISIS KERJA
Ähnlich wie ANALISIS KERJA (20)
ANALISIS KERJA
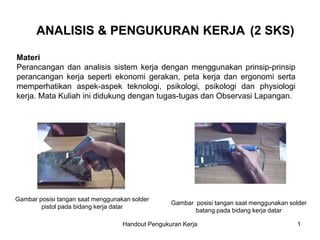
- 1. ANALISIS & PENGUKURAN KERJA (2 SKS) Materi Perancangan dan analisis sistem kerja dengan menggunakan prinsip-prinsip perancangan kerja seperti ekonomi gerakan, peta kerja dan ergonomi serta memperhatikan aspek-aspek teknologi, psikologi, psikologi dan physiologi kerja. Mata Kuliah ini didukung dengan tugas-tugas dan Observasi Lapangan. Gambar posisi tangan saat menggunakan solder pistol pada bidang kerja datar Gambar posisi tangan saat menggunakan solder batang pada bidang kerja datar Handout Pengukuran Kerja 1
- 2. Pustaka : 1. Barnes, M., Ralph, Motion and Time Study (Design and Measurement of Work), SixthEdition, John Wiley & Sons Inc. 2. Sritomo Wignjosoebroto, Teknik Tata Cara dan Pengukuran Kerja, Guna Widya, 1989. 3. Sutalaksana, Iftikar, dan Tjakraatmadja, Jann H. Teknik Tata Cara Kerja, Bandung; Dep.TI ITB. 4. Nurmianto, Eko., Ergonomi (Konsep Dasar dan Aplikasinya), Edisi Pertama, Guna Widya, 2003. 5. Tarwaka, Solichul HA, Ergonomi (Untuk Keselamatan Kerja dan Produktivitas), Uniba Press, 2004 6. Me. Cormick; Human Factors Engineering, John Wiley, 1968 Handout Pengukuran Kerja ekoevtas@gmail.com 2
- 3. Minggu Ke Pokok Bahasan 1 Pendahuluan 2 Peta-peta Kerja I. 3 Peta-peta Kerja II. 4 Peta-peta Kerja III 5 Manusia sebagai Komponen Sistem Manusia-Mesin 6 Produktifitas Kerja Manusia 7 Studi Gerakan 8 Ujian Tengah Semester 9 Studi Pengukuran dan Penetapan Waktu Baku 10 Pengukuran Kerja dengan Metode Sampling Kerja 11 Penentuan Performance Rating 12 Predetermined Time System 13 Kompensasi Finansial dan Sistem Pemberian Bonus 14 Presentasi & Diskusi 15 Presentasi & Diskusi 16 Ujian Akhir semester Handout Pengukuran Kerja 3
- 4. PETA-PETA KERJA Menganalisa suatu system kerja berarti mencatat secara sistematis, meneliti, seluruh kegiatan/operasi, serta menyajikan berbagai fakta dan spesifikasi kerja yang ada pada system kerja tersebut. Peta kerja umumnya merupakan alat yang sistematis dalam mengumpulkan semua fakta berkenaan dengan system kerja yang diamati, sehingga dapat digunakan untuk mengkomunikasikan fakta-fakta tersebut kepada orang lain. Peta kerja adalah salah satu alat komunikasi yang sistematis dan jelas, bahkan informasi yang terkandung dalam suatu peta kerja dapat dipakai sebagai bahan untuk merancang atau memperbaiki system kerja. Dengan peta-peta kerja tersebut dapat dilihat semua langkah atau kejadian-kejadian yang dialami oleh suatu obyek (benda kerja) sejak awal suatu proses, sampai pada proses menghasilkan produk. Peta-peta kerja yang saat ini dapat dikelompokkan atas : 1. Peta-peta kerja keseluruhan, yang meliputi : a. Peta proses operasi b. Peta Aliran Proses c. Peta Proses Kelompok Kerja d. Diagram alir e. Assembly Chart 2. Peta-peta kerja setempat, yang meliputi : a. Peta Tangan Kiri Tangan Kanan b. Peta Pekerja dan Mesin Handout Pengukuran Kerja 4
- 6. PETA KERJA KESELURUHAN Peta kerja keseluruhan digunakan untuk menganalisis suatu kegiatan kerja yang bersifat keseluruhan. Kegiatan kerja ini umumnya melibatkan sebagian besar atau semua fasilitas produksi yang diperlukan dalam membuat suatu produk tertentu. Dengan demikian peta ini dapat menggambarkan keseluruhan/sebagian besar proses beserta karakteristiknya yang dialami suatu bahan hingga menjadi produk ahkir. Peta ini juga dapat memberikan gambaran mengenai interaksi atau hubungan antara stasiun kerja maupun antar kelompok kegiatan operasi. PETA KERJA SETEMPAT Peta kerja setempat merupakan salah satu kelompok alat analisa dari sejumlah alat analisis yang ada. Peta kerja setempat digunakan untuk menganalisis kegiatan kerja setempat. Suatu jenis kegiatan disebut sebagai kegiatan kerja setempat, apabila kegiatan tersebut terjadi dalam suatu kerja yang biasanya hanya melibatkan orang dan fasilitas dalam jumlah terbatas. Penggunaan peta kerja setempat akan sangat membantu analisis dalam merancang dan melakukan perbaikan kerja di suatu stasiun kerja tertentu. Handout Pengukuran Kerja 6
- 7. Dengan menggunakan studi yang seksama terhadap suatu peta kerja, maka perbaikan metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Perbaikan yang mungkin dilakukan antara lain : 1. Menghilangkan operasi-operasi yang tidak perlu. 2. Menggabungkan suatu operasi dengan operasi lain. 3. Menemukan suatu urut-urutan kerja yang lebih tepat. 4. Menentukan mesin yang lebih tepat. 5. Menghilangkan waktu menunggu antara operasi. Pada dasarnya semua perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara keseluruhan. Dengan demikian, peta ini merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam merencanakan perbaikan kerja. LAMBANG-LAMBANG YANG DIGUNAKAN Gilberth mengusulkan 40 buah lambang yang dapat dipakai dalam menyusun peta kerja. Dalam perkembangan berikutnya jumlah lambang-lambang tersebut disederhanakan, sehingga hanya tinggal 4 macam saja. Dalam tahun 1974, American Society of Mechanical Engineers (ASME) membuat standar lambang-lambang ini, yang merupakan modifikasi dari lambang-lambang yang diusulkan Gilberth, yaitu lingkaran kecil diganti dengan anak panah untuk kejadian transportasi dan menambah lambang baru (D) untuk kejadian Menunggu. Handout Pengukuran Kerja 7
- 8. Gambar Lambang-Lambang Pada Peta Kerja : Untuk kegiatan Operasi Untuk kegiatan Transportasi Untuk kegiatan Pemeriksaan Untuk kegiatan Penyimpanan Untuk kegiatan Menunggu Untuk kegiatan Gabungan Handout Pengukuran Kerja 8
- 9. Operasi Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi, mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi. Operasi merupakan kegiatan yang paling banyak terjadi dalam suatu proses, dan biasanya terjadi pada suatu mesin atau stasiun kerja, contohnya : 1. Pekerjaan menyerut kayu dengan mesin serut. 2. Pekerjaan mengeraskan logam. 3. Pekerjaan merakit. Dalam prakteknya, lambang ini juga bisa digunakan untuk menyatakan aktivitas administrasi, misalnya : aktivitas perencanaan atau perhitungan. Handout Pengukuran Kerja 9
- 10. Pemeriksaan Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang ini digunakan jika kita melakukan pemeriksaan terhadap suatu obyek atau membandingkan obyek tertentu dengan suatu standar. Suatu pemeriksaan tidak menjuruskan bahan ke arah menjadi suatu barang jadi, contohnya : 1. Mengukur dimensi benda 2. Memeriksa warna benda. 3. Membaca alat ukur tekanan uap pada suatu mesin uap. Handout Pengukuran Kerja 10
- 11. Transportasi Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja, atau pelengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi. Contoh : Benda kerja diangkut dari mesin bubut ke tempat mesin skrap untuk mengalami operasi berikutnya. Suatu obyek dipindahkan dari lantai bawah ke lantai atas lewat elevator. Suatu pergerakan yang merupakan bagian dari operasi atau disebabkan oleh petugas pada tempat bekerja sewaktu suatu operasi atau pemeriksaan berlangsung, bukanlah merupakan transportasi, contohnya : Keramik yang mengalami operasi pemanasan sambil bergerak di atas ban berjalan, merupakan kegiatan operasi, walaupun keramik tersebut mengalami perpindahan tempat tetapi perpindahan tersebut merupakan bagian dari kegiatan pemanasan. Handout Pengukuran Kerja 11
- 12. Menunggu Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar) Kejadian ini menunjukkan bahwa suatu obyek ditinggalkan untuk sementara tanpa pencatatan sampai diperlukan kembali, Contoh : Obyek menunggu untuk diproses atau diperiksa. Peti menunggu untuk dibongkar. Bahan menunggu untuk diangkut ke tempat lain. Handout Pengukuran Kerja 12
- 13. Penyimpanan Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu prosedur perizinan tertentu. Lambang ini digunakan untuk menyatakan suatu obyek yang mengalami penyimpanan permanen, yaitu ditahan atau dilindungi terhadap pengeluaran tanpa izin tertentu. Prosedur perizinan dan lamanya waktu adalah dua hal yang membedakan antara kegiatan menunggu dan penyimpanan, contoh : Dokumen-dokumen/catatan-catatan disimpan dalam brankas. Bahan baku disimpan dalam gudang. Handout Pengukuran Kerja 13
- 14. Aktivitas Gabungan Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja. Handout Pengukuran Kerja 14
- 15. PETA PROSES OPERASI Sebelum melakukan penelitian secara rinci disetiap kegiatan kerja, terlebih dahulu diketahui proses yang terjadi sekarang secara keseluruhan dengan menggunakan Peta Proses Operasi. Peta ini merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami oleh bahan/orang mengenai urut-urutan operasi dan pemeriksaan. Handout Pengukuran Kerja 15
- 16. Peta Proses Operasi juga memuat informasi-informasi yang diperlukan untuk analisis lebih lanjut seperti : 1. Waktu yang dihabiskan 2. Material yang digunakan 3. Tempat, alat atau mesin yang dipakai. Dengan demikian dalam kegiatan observasi lapangan ini akan digunakan Peta Proses Operasi yang memakai lambanglambang : Operasi; Pemeriksaan dan Penyimpanan. Handout Pengukuran Kerja 16
- 17. Kegunaan Peta Proses Operasi antara lain : 1. Dapat untuk mengetahui kebutuhan mesin dan perlengkapan. 2. Dapat untuk memperkirakan kebutuhan bahan baku, dengan memperhitungkan efisiensi di tiap operasi/pemeriksaan. 3. Dapat dipakai sebagai alat untuk melakukan perbaikan metode kerja yang sedang dipakai. 4. Dapat sebagai alat untuk latihan kerja. Ada 4 hal yang perlu diperhatikan/ dipertimbangkan agar diperoleh suatu proses kerja yang baik melalui analisa peta proses operasi : Bahan-bahan; semua alternatif dari bahan yang digunakan, proses penyelesaian dan toleransinya sedemikian rupa sehingga sesuai dengan fungsi, reliabilitas, pelayanan dan waktunya. Operasi; Semua alternatif yang mungkin untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau metode perakitannya beserta alat-alat dan perlengkapan yang digunakan. Pemeriksaan; Harus mempunyai standar kualitas. Waktu; Semua alternatif mengenai metode, peralatan dan tentunya penggunaan perlengkapan-perlengkapan khusus. Handout Pengukuran Kerja 17
- 18. Contoh Peta Proses Operasi : Handout Pengukuran Kerja 18
- 20. PETA ALIRAN PROSES Peta aliran proses digunakan untuk mengamati secara lebih lengkap dan rinci setiap komponen pembentuk suatu produk. Peta ini memuat informasi mengenai urut-urutan Operasi; Pemeriksaan; Transportasi, Menunggu, dan Penyimpanan yang terjadi pada suatu proses berlangsung. Disamping itu juga memuat informasi mengenai waktu yang dibutuhkan untuk selang jarak perpindahan. Perbedaan utama dengan Peta Proses Operasi adalah bahwa Peta Aliran Proses memuat seluruh kegiatan/aktivitas dasar, serta dapat digunakan untuk menganalisis setiap komponen secara lebih lengkap. Artinya peta ini tidak dapat digunakan untuk menggambarkan proses perakitan secara keseluruhan. Kegunaan Peta Aliran Proses antara lain : 1. Dapat untuk menganalisis aliran bahan atau orang. 2. Dapat untuk memperbaiki proses atau metode kerja. 3. Dapat untuk mengetahui seluruh rangkaian proses yang dialami suatu bahan hingga komponen akhir. 4. Dapat untuk mengetahui letak ketidakefisienan yang terjadi sepanjang rangkaian proses. Handout Pengukuran Kerja 20
- 21. Contoh Peta Aliran Proses : Handout Pengukuran Kerja 21
- 22. Macam-macam Peta Aliran Proses Pada umumnya dibagi dalam 2 tipe yaitu : Peta Aliran Proses Tipe Bahan : ialah suatu peta yang menggambarkan kejadian yang dialami bahan (bisa merupakan salah satu bagian dari produk jadi) dalam suatu proses atau prosedure operasi. Peta Aliran Proses Tipe Orang : dibagi menjadi 2 bagian, yaitu : Peta Aliran Proses Pekerja yang menggambarkan aliran Kerja seorang operator. Peta Aliran Proses Pekerja yang menggambarkan aliran kerja sekelompok manusia, sering disebut Peta Proses Kelompok Kerja. Handout Pengukuran Kerja 22
- 23. Cara yang cukup efektif untuk menganalisa Peta Aliran Proses yaitu dengan mengajukan 6 buah pertanyaan pada setiap kejadian dari suatu peta aliran Proses Pertanyaan Berikutnya Tindakan yang mungkin Dilakukan No 1 Apa Tujuannya Mengapa Menghilangkan aktivitas yang tidak perlu 2 Dimana dikerjakan ? Mengapa Menggabungkan atau merubah tempat kerja 3 Kapan dikerjakan ? Mengapa Menggabungkan atau merubah waktu atau urutan proses. 4 Siapa yang mengerjakan? Mengapa Menggabungkan atau merubah orang. 5 Bagaimana mengerjakannya? Mengapa Menyederhanakan atau memperbaiki metode Dengan adanya pertanyaan-pertanyaan di atas, diharapkan kita dapat melakukan perbaikan-perbaikan di setiap kejadian. Ada kemungkinan tindakan yang dapat dilaksanakan untuk perbaikan yaitu : Menghilangkan aktivitas-aktivitas yang tidak perlu. Menggabungkan atau merubah tempat kerja. Menggabungkan atau merubah waktu atau urutan kerja. Menggabungkan atau merubah orang/pekerja/operator. Menyederhanakan atau memperbaiki metode kerja. Handout Pengukuran Kerja 23
- 24. Tugas Peta Aliran Proses • Buatlah urutan proses salah satu pekerjaan rutin anda. • Buatlah Peta Aliran Proses, dengan mengukur waktu riilnya saat ini (Sekarang) Handout Pengukuran Kerja 24