Publicación The Bioenergy
•
0 gefällt mir•1,182 views

El documento describe una planta de biomasa en Cantabria que genera electricidad de manera sostenible a través de la combustión de residuos forestales. La planta recibe biomasa de eucalipto de un proveedor local que limpia sus bosques, y almacena la biomasa triturada en silos. La biomasa se quema en una caldera de lecho fluido para generar vapor que impulsa una turbina y genera electricidad. La planta usa tecnología eficiente para aprovechar al máximo la energía de la biomasa y reducir emision

Empfohlen
Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (19)
Ähnlich wie Publicación The Bioenergy
Ähnlich wie Publicación The Bioenergy (20)
Mehr von H2O Renovables
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
Publicación The Bioenergy
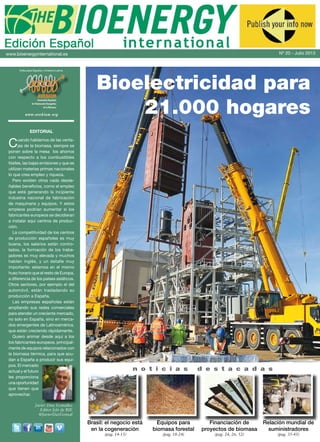
- 1. www.bioenergyinternational.es Nº 20 - Julio 2013 Edita para España y América Latina www.avebiom.org Asociación Española de Valorización Energética de la Biomasa AVEBIOM EDITORIAL Cuando hablamos de las venta- jas de la biomasa, siempre se ponen sobre la mesa los ahorros con respecto a los combustibles fósiles, las bajas emisiones y que se utilizan materias primas nacionales lo que crea empleo y riqueza. Pero existen otros nada desde- ñables beneficios, como el empleo que está generando la incipiente industria nacional de fabricación de maquinaria y equipos. Y estos empleos podrían aumentar si los fabricantes europeos se decidieran a instalar aquí centros de produc- ción. La competitividad de los centros de producción españoles es muy buena, los salarios están contro- lados, la formación de los traba- jadores es muy elevada y muchos hablan inglés, y un detalle muy importante: estamos en el mismo huso horario que el resto de Europa, a diferencia de los países asiáticos. Otros sectores, por ejemplo el del automóvil, están trasladando su producción a España. Las empresas españolas están ampliando sus redes comerciales para atender un creciente mercado, no solo en España, sino en merca- dos emergentes de Latinoamérica, que están creciendo rápidamente. Quiero animar desde aquí a los los fabricantes europeos, principal- mente de equipos relacionados con la biomasa térmica, para que acu- dan a España a producir sus equi- pos. El mercado actual y el futuro les proporciona una oportunidad que tienen que aprovechar. Javier Díaz González Editor Jefe de BIE @JavierDazGonzal Equipos para biomasa forestal (pag. 18-24) Brasil: el negocio está en la cogeneración (pag. 14-15) Financiación de proyectos de biomasa (pag. 24, 26, 52) Relación mundial de suministradores (pag. 35-45) Bioelectricidad para 21.000 hogares Pag. 6-7 n o t i c i a s d e s t a c a d a s
- 2. www.bioenergyinternational.com Pag. 2 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 3Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es EmpresaC M Y CM MY CY CMY K LIDERES EN PRODUCCION DE BIOMASA. Calidad en el servicio personalizado, entregando respuesta inmediata a todos sus consultas con el apoyo de nuestros representantes y una amplia red con más de 170 distribuidores alrededor del mundo. No se conforme con nada menos, Unete al Club Bandit! Figura 2: Pallets de Plástico Figura 3: Abono Figura 4: Astilla Figura 5: Mulch de Cedro Figura 1: Aserrín Figura 6: Limpieza de Terrenos Figura 7: Residuos de Pallet www.youtube.com/banditchippers VEA LA COMPLETA LÍNEA DE PRODUCTOS EN ACCIÓN! BanditChipperscuentaconmásde30añosdeexperiencia. Lideresenlaproducción de maquinas trituradoras, astilladoras, destoconadoras y desbrozadoras. Cuando usted prefiere una Bandit compra lo mejor!, y nosotros lo demostramos con nuestra garantía de 5 años en nuestras maquinas astilladoras de árbol entero. Llame o contáctenos vía correo electrónico a ventas@banditchippers.com será un placer atenderlo y ayudarlo en su proyecto. Remus, MI 49340 • USA 1-989-561-2270 ENCUÉNTRENOS EN LÍNEA WWW.BANDITCHIPPERS.COM Astilladores de cuchillasde alimentación manual. Astill de alim Limpieza de terrenos (Trituradores Beast) Astilladores de cuchillas Máquinas eléctricas estacionarias BIE · Español Javier Díaz. Editor Jefe biomasa@avebiom.org Marcos Martín Redactor & Relaciones Internacionales marcosmartin@avebiom.org Juan Jesús Ramos Redactor & Agroenergía jjramos@avebiom.org Antonio Gonzalo Pérez Redactor & Marketing antoniogonzalo@avebiom.org Manuel Espina Publicidad&Suscripciones bie@avebiom.org Silvia López Redactora & I+D silvialopez@avebiom.org Ana Sancho Redactora & Maquetación anasancho@avebiom.org
- 3. www.bioenergyinternational.com Pag. 4 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 5Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Sumario Electricidad y Cogeneración 6-7 Primera central eléctrica con biomasa en Cantabria 8-9 Igelsta: 240 MW de energía con biomasa y reciclaje 13 El almacenamiento de biomasa más grande, en la planta eléctrica de Drax, Reino Unido 14-15 Cogeneración con biomasa en Brasil: oportunidades de negocio Calor y Pellets 10-11 Fabricación de pan al calor de la biomasa 12 Vestir a Obama con pellet 13 Zona deportiva calefactada con biomasa 34 La biomasa revaloriza edificios 46 Francia: 800.000 toneladas de pellets en 2012 Cultivos y Forestal 16 La poda, combustible para Europa 17 Extremadura determina el potencial energético de la poda de olivar 18 Cortar, compactar, astillar 20 Astillado eficiente de biomasa forestal 20 Mejorar los procesos logísticos 22 Pequeñas pero potentes astilladoras 22 Versatilidad: trituradora-astilladora en uno Equipos y Tecnología 24 Drones y biomasa forestal. Nuevo paradigma en los métodos de planificación y producción 24 Separador de partículas combinado 32 Valorización integral de aceites vegetales usados 35-45 Relación Mundial de Suministradores de equipamiento para Bioenergía · 2013 Mercado y Financiación 26 Fondo de cartera F.I.D.A.E. Primer balance en el sector de la biomasa 28 Precio del pellet doméstico en España 28 Pellet industrial y doméstico en Europa 30 Financiación alternativa de proyectos de biomasa Eventos, Proyectos y Opinón 48 Biomasa para generar energía y empleo sostenible en Castilla y León 50 “Conectando” con la biomasa 51 Bioenergía del bosque. Conferencia de Svebio en Elmia Wood 2013 52 Convocatoria europea ENERMASS 52 Canal CLIMA: biomasa para evitar CO2 55 Calendario de eventos 2013 Columnas destacadas 10 Biomasa en industria de cereal, Burgos 16 Grúa para biomasa 18 Soplar la astilla en cualquier sentido 19 Cabezal para biomasa 20 Astilladora sobre camión 21 Astilladora eléctrica en Japón 22 Proteger los manguitos 23 Los repuestos universales 24 ¿La Mantis aprovechando biomasa en 2023? 25 Barcos de pellet a Reino Unido 26-27 Calderas en las ferias forestales 28 Comparativa energética 29 1er Hueso de aceituna clase A 31 Conferencia AEBIOM 32 Biogás de la leche 33 Nueva planta en Ontario 46 Control de explosiones 48 Expobioenergía con eficiencia 50 BIOenergía en MUNicipios 52-53 Sostenibilidad agroforestal en Valencia 54-55 Bioenergia Portugal Nuestros anunciantes AFAU, Molinos 56 Ambiorenova 33 Apisa 21 AVEBIOM 54 Bandit 2 BBVA 5 Bioenergy Barbero 23 Biokima 47 Biomasud 29 Burpellet 27 Canal Clima 53 Congreso Int. Bioenergía 53 Combustión y Secado 33 Ecoforest 21 Energheat 12 Energías Navamuel 47 ENplus 29 Fransons 19 Guifor 25 HRV 19 Innotec 25 L. Solé 23 Moneleg 19 Motores Sinducor 25 Oñaz 47 Pellets Asturias 33 Prodesa 3 Rauschert 21 Satis Renovables 12 Segra 27 Stela 23 Sugimat 33 Vecoplan 31 [
- 4. www.bioenergyinternational.com Pag. 6 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 7Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Biomasa sostenible E l consumo de biomasa previsto supera las 2.000 toneladas semanales (100.000 ton/año). Álvarez Forestal es el prin- cipal proveedor. Los residuos generados en el aprovechamien- to de las 3.000 hectáreas pro- pias de eucalipto con las que abastecen a la industria paste- ro-papelera –copas, corteza y otros restos leñosos empaca- dos en fardos-, garantizan el suministro de biocombustible a la planta y el mejor manten- imiento del monte: éste queda limpio para la reposición de las plantas perdidas y con un mínimo riesgo de incendio. Los fardos de biomasa, pre- viamente triturados (con gran- ulometría P100 y humedad del 40-50%), llegan a la central en camiones lanzadera desde la planta de trituración situada en una parcela anexa. Tras su pesaje en la báscula de control, el combustible se descarga en un transportador de cadenas que lo desplaza ha- cia unos rodillos niveladores. Los rodillos niveladores pro- vocan que la biomasa fluya más equilibrada hacia una cinta transportadora que la conduce a la torre de cribado donde se eliminan metales y piedras y las partículas que excedan las di- mensiones máximas requeridas por la caldera. Estos sobreta- maños pueden ser retriturados en la planta de trituración. Una vez eliminadas las im- purezas, la biomasa se acopia en un silo de almacenamiento horizontal con una capacidad útil de 8.000 m3 , que garantiza combustible para 4-5 días. La alimentación en continuo a la caldera se realiza mediante unos tornillos extractores y un sistema de transportadores que conducen la biomasa hasta la cota del silo de diario de la caldera. El sistema de recepción, tratamiento y almacenamiento de la biomasa ha sido diseña- do e instalado por la empresa finlandesa BMH Technology OY. Combustión de biomasa y producción de vapor El proceso se basa en un ciclo de Rankine (caldera y turbina de vapor) con biomasa, que produce energía eléctrica de la manera más eficiente y eficaz posible. La caldera es de lecho fluido burbujeante (BFB - Bubbling Fluidized Bed); tiene una po- tencia de 36 MWt y produce 46 ton/h de vapor sobrecalentado a una temperatura de 460 ºC y a una presión de 60 bar(a). La caldera ha sido fabri- cada, en su mayor parte, en los talleres que Foster Wheeler Energía tiene en Constantí, Tarragona. La combustión de la biomasa tiene lugar en el seno de un lecho de material inerte –are- na-, que es constantemente agitado por el aire de combus- tión. De esta forma se consigue repartir de manera más homo- génea el calor de la combus- tión. La principal ventaja de la tecnología BFB es que logra una combustión más completa y controlada, lo cual se traduce en una mayor eficiencia y un menor nivel de emisiones. La caldera usa como combus- tible auxiliar, para arranques principalmente, gas natural en dos quemadores ubicados en la pared frontal del hogar (su contribución será inferior al 10% que permite la vigente normativa). Las cenizas de fondo, o es- corias, se recogen del fondo del lecho con un sistema de transporte y manejo hasta un contenedor de 10 m3 . Las cenizas volantes de los humos de combustión se re- tiran de los filtros de mangas en tolvas y se transportan de forma neumática hasta un silo de 100 m3 junto al sistema de filtración de la caldera. Estas cenizas, más finas, pueden uti- lizarse en la industria cosmética o como fertilizante. Un ventilador aspira los gases depurados y los expulsa a través de una chimenea de 35 m de altura cumpliendo la normativa de emisión de con- taminantes a la atmósfera. En una PTA con sistema de osmosis-lechos mixtos re- generables se obtiene el agua desmineralizada necesaria para producir el vapor sobrecalen- tado sin que haya problemas de corrosión e incrustaciones en el ciclo agua-vapor. Generación de electricidad El vapor sobrecalentado de caldera es expandido en una turbina de condensación TGM- Kanis acoplada a un generador que produce energía eléctrica a una tensión de 6,3 kV. La caldera está conectada a la turbina a través de la línea de vapor sobrecalentado que llega a la turbina con una tempera- tura de 460 ºC y 60 bar(a) Para mejorar la eficiencia del ciclo, la turbina está equipada con tres extracciones de vapor que calientan el condensado: La extracción de alta presión• E1 alimenta un precalenta- dor tipo carcasa-tubo mar- cando la temperatura del agua de alimentación a la entrada en la caldera. La extracción E2 alimenta• al desgasificador y al vapor de sellos, y está apoyada por la línea de vapor auxiliar de la caldera. La extracción E3 se extraerá• de los últimos escalonamien- tos de la turbina y alimenta al precalentador de baja presión tipo carcasa-tubo encargado de precalentar el agua a la salida del aerocon- densador. Algo menos del 10% de la energía generada se utiliza para abastecer los consumos eléctricos de la planta. El resto de la energía es elevada en el transformador de alta tensión hasta 55 KV y evacuada a la red eléctrica a través una sub- estación de EON situada junto a la planta. Condensación de vapor Tras su expansión en la tur- bina, el vapor exhausto (33 ton/h) es conducido al sistema de refrigeración principal, un condensador donde se convier- te en agua condensada que re- torna a la caldera. Para disminuir el consumo global de agua en la planta se decidió instalar un condensa- dor refrigerado directamente por aire con una superficie de intercambio de 35.000 m2 . El aerocondensador está constituido por varios subsiste- mas que desempeñan funciones separadas en apoyo de la ope- ración de condensación: Conducto y distribución del• vapor. Estructura metálica de• suportación. Sección de intercambio tér-• mico (haces tubulares). Sistema de impulsión de• aire. Equipo de vacío.• Sistema completo de acu-• mulación e impulsión del condensado. Equipos de regulación y• medida. Para mejorar el rendimiento del ciclo, el condensado es precalentado en el tanque de alimentación de agua a cal- dera mediante una extracción de la turbina. Este tanque de agua permite compensar las posibles fluctuaciones de volu- men de agua y está anexionado al desgasificador de la planta, donde se elimina el oxígeno disuelto en el agua y el resto de sustancias gaseosas nocivas para los diferentes equipos del ciclo agua-vapor. El agua es posteriormente bombeada hasta el econo- mizador de la caldera, previo paso por el precalentador de alta presión donde se calienta hasta una temperatura próxi- ma a los 200 ºC, cerrándose de esta manera el ciclo Rankine de vapor. El circuito agua-vapor es purgado regularmente para evitar la acumulación de sus- tancias nocivas. Debido a estas pérdidas de agua en el circuito, es necesario realizar un aporte regular de agua desmineraliza- da, que normalmente se efectúa en el propio desgasificador. Sistema Eléctrico y Control A parte del suministro EPC de la planta, Ingeteam ha dise- ñado y suministrado el equi- pamiento eléctrico y de control con tecnología propia, que in- cluye un Sistema de Control Distribuido (DCS) con redun- dancia en los controladores, fuentes de alimentación y red de datos principal para el con- trol, monitorización y super- visión de la planta. Existen 2 controladores, uno para la caldera y otro para resto de equipos (sistema agua- vapor, tratamiento y almace- namiento de biomasa, sistema de condensado…) y varios sistemas de control autóno- mos comunicados con el DCS de planta (turbina y planta de tratamiento de aguas). Las estaciones de operación e ingeniería gestionan la planta (supervisión, monitorización, alarmas, avisos, informes…), utilizando dos servidores re- dundantes para el almace- namiento de históricos y alar- mas del sistema. El equipamiento incluye DCS, celdas MT; variadores; ar- marios de distribución; CCM; la ingeniería de detalle eléctrica y el diseño electromecánico de la subestación. Electricidad Electricidad La planta suministra electricidad para 21.000 hogares, evita la emisión de 42,7 tCO2 /año, crea más de 125 empleos y contribuye a equilibrar la balanza comercial del país al sustituir fósiles por biomasa local cont. col. Primera central eléctrica con biomasa en Cantabria Economía El proyecto ha su- puesto una inversión de 40 M€ y la creación de un nuevo modelo de negocio con un consi- derable impacto social y un impulso a la gestión sostenible de los montes de Cantabria. Se verterán a la red más de 73.000 MWh/ año, con un precio me- dio de venta de 131 €/ MWh. Beneficios La planta suministra• electricidad equiva- lente al consumo de 21.000 hogares. Evita la emisión de• 20.000 tCO2 /año y de 42,7 tSO2 /año (calculados según valores 2012: 0,241 kg CO2 /kWh y 0,514 gr SO2 /kWh). El ahorro en derechos• de emisión es de 0,1 M€/año (según coste medio en 2013 de 5 €/tCO2 ). Evita la importación• de 7.200 tep/año fósiles, contribuy- endo a equilibrar la balanza comercial. Crea 25 empleos• directos y más de 100 indirectos en el sector forestal. En la construcción han participado 60 suministradores con un máximo de 100 personas trabajando al mismo tiempo. Contribuye a la ba-• lanza fiscal mediante impuestos directos, tasas y pagos a la SS del conjunto de actividades y empleo directo asociados al proyecto. El precio de mercado• o pool de la energía disminuye al ofertar la planta la energía a precio 0, lo que implica la fijación de precios marginales más bajos. Rubén Darío Burgo Gómez INGETEAM www.ingeteam.com Principales características de la planta Potencia 10 MWe Energía eléctrica exportada 73.000 MWe h/año Consumo medio de biomasa 100.000 t/año Humedad biomasa 40 % - 50 % La planta de Reocín El promotor de la nueva planta es Biomasa de Can- tabria, Sociedad participada exclusi- vamente por el Grupo Armando Álvarez. La central de 10 MWe es el único proyecto de biomasa de este tipo incluido en el Plan Re- gional de Energía. La planta se ubica en la parcela 29B del Parque Empresarial de Besaya, en Reocín, Cantabria. El espacio dedicado a la planta es de 18.700 m2 , de los que 4.000 m2 son de superficie edificada y 1.800 m2 correspon- den a instalaciones. Instalaciones Edificio de control-• turbina. Aerocondensador.• Torre de refrigera-• ción de servicios auxiliares. PlantadeTratamien-• to de Agua. Edificio de Resi-• duos ARP- APL. Caldera y edificio• CCM. Recepción y pre-• tratamiento de biomasa. A l m a c é n d e• biomasa. Subestación eléc-• trica. INGETEAM La planta ha sido construida por la in- geniería Ingeteam bajo la modalidad “EPC/ Llave en mano”. Ingeteam ha par- ticipado en los últimos años en 11 proyectos de biomasa en España que suman en total 69 MWe. Principales proveedores de la planta Ingeteam SuministroEPC/llaveenmanoplantadebiomasa Foster Wheeler Energía Caldera BMH Sistema de recepción, tratamiento y al- macenamiento biomasa TGM-Kanis Turbina de vapor GEA Iberica Aerocondensador SIEC Ejecución obra civil Inauguración de la planta El presidente de Cantabria, Ignacio Diego, inauguró la planta de Biomasa de Cantabria en Reocín el pasado 31 de mayo de 2013, acompañado por el consejero delegado del Grupo Armando Álvarez, José Ramón Álvarez Ribalaygua. El presidente se refirió a la iniciativa como “pionera en un sector es- tratégico en nuestra región”, y como uno de los “ejes preferentes” para poner a Cantabria “en la recuperación económica y del empleo”. Al acto asistieron los consejeros de Industria, Eduardo Arasti, y Me- dio Ambiente, Javier Fernández, así como el delegado del Gobierno, Samuel Ruiz y Javier Díaz, presidente de AVEBIOM, entre otros. La primera planta eléctrica con biomasa de Cantabria se inauguró el pasado 31 de mayo en Reocín, tras haber entrado en funcionamiento en el cuarto trimes- tre de 2012. El promotor del proyecto, Biomasa de Cantabria, decidió poner en valor el residuo del que disponía a través de la generación y exportación a la red de energía eléctrica en régimen especial en una central de 10 MWe. viene de pag.
- 5. www.bioenergyinternational.com Pag. 8 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 9Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Cogeneración Cogeneración 5 unidades de producción S öderenergi, empresa pública participada por 3 municipios - Södertälje, Huddinge y Botkyrka-, se en- carga de gestionar 5 plantas de energía a partir de biomasa y reciclaje. Cuatro de ellas pro- ducen únicamente energía tér- mica para los district heatings de las 3 localidades y, en caso de excedente, también para la red de Förtum que suministra a la ciudad de Estocolmo. Es- tas plantas quemaban carbón o fuelóleo hasta su conversión a biomasa. La quinta unidad es la cen- tral de cogeneración de Igelsta, la más grande de este tipo en el país. Se ubica en en Södertälje, en la orilla del lago Mälaren, junto a la instalación existente que genera calor para el district heating de la localidad. Biocombustible y logística En total, las cinco instala- ciones de Söderenergi con- sumen un millón de toneladas al año de biocombustible y ma- terial de reciclaje no susceptible de otra valorización, a partir de los cuales producen 2.600 GWh/año de energía térmica para suministrar calefacción y ACS a 120.000 viviendas. La central de cogeneración -200 MW térmicos y 85 MW eléctri- cos- añade otros 500 GWh/año de energía eléctrica, suficientes para atender las necesidades de 100.000 hogares. El 90% del combustible em- pleado es renovable. Tan solo un 10% es turba o fue- lóleo, por cuyo uso la compa- ñía paga derechos de emisión de CO2 . La mayor parte del c o m b u s - tible llega a las insta- laciones ya astillado, a u n q u e c u e n t a n con una astilladora junto al puerto colindante para tratar madera en rollo. La planta de cogeneración consume 405.000 t/año de asti- lla forestal procedente de apeas, ramas, raberones (extremo su- perior no maderable de la copa del pino) y 260.000 toneladas de madera de demolición re- ciclada procedente de Suecia, Reino Unido, Holanda y otros países. El resto de plantas tér- micas utilizán además otros tipos de combustible, inclui- dos pellet industrial y papel y plásticos no reciclables. Este millón de toneladas de combustible es entregado por alrededor de 40 suministra- dores a través de 250 barcos de Editor Jefe François Bornschein francois.bornschein@ itebe.org Redactor Frédéric Douard frederic.douard@itebe.org BI · Francia Jerzy Krzyzowski Redactor jurek.krzyzowski@comhem.se BI · Polonia Olga Rakitova Redactora Jefe rakitova@yandex.ru BI · Rusia BI · China Xinyi Shen. Redactora xinyi.shen@ bioenergyinternational.com Álvaro Terra Delegado URUGUAY alvaroterra@ bioenergyinternational.es BI · internacional Jeanette Fogelmark Maquetación jeanette@novator.se Dorota Natucka Coordinación de Mercados dorota@novator.se Alan Sherrard Editor Jefe alan.sherrard@ bioenergyinternationl.com BIE · Español Alicia Mira Proyectos Europeos aliciamira@avebiom.org Pablo Rodero Proyectos Europeos pablorodero@avebiom.org Pablo Gosálvez Biomasa Térmica pgosalvez@avebiom.org Lennart Ljungblom Redactor lennart.ljungblom@ bioenergyinternationl.com 2.500 toneladas, 205 trenes de 1.000 t/tren y 15.000 camio- nes de 30 toneladas al cabo del año. El control de la calidad del combustible se realiza median- te un sistema automático que toma muestras al azar dentro de la caja del camión. Las muestras permanecen 20 horas en el laboratorio de la planta hasta que se analizan para conocer su contenido energé- tico. La humedad de la astilla forestal no puede sobrepasar el 40-50% y la máxima aceptada para el material reciclado es del 20-35%. La energía se paga a 180-200 SEK/MWh, unos 24 €/MWh. Tres silos de 10.000 m3 , dos de astillas y el otro de pellet, confieren 2-3 días de autonomía a las instalaciones de Igelsta en Södertälje –central térmica y planta de cogeneración-, tra- bajando a pleno rendimiento. También cuentan con otra su- perficie de almacenaje en una estación de tren propia situa- da a varios kilómetros de distancia. Caldera de cogeneración La caldera Foster Wheeler, de 240 MW de potencia nom- inal y 30% de rendimiento, mide 40 metros y pesa 3.000 t. Es de lecho flui- do circulante y está colgada para permitir la expansión de las dilata- ciones, que pueden llegar a ser de hasta 20 cm. La presión máxima de va- por obtenida es de 90 bar a 540ºC. En la actu- alidad están acometiendo mejoras con el objetivo de lograr una potencia eléctrica de 90 MW y aumentar la capacidad de al- macenamiento y recepción de barcos de mayor tonelaje. 550 km de red de calor La red de calor de Söderen- ergi tiene 550 km y 5 estaciones de impulsión para suminis- trar calor a las viviendas de Södertälje, Botkyrka y Hud- dinge, y a numerosas indus- trias como la fábrica de camio- nes Scania, la mayor fábrica de IKEA en el mundo, o la fábrica de equipos industriales Alfa Laval, además de a varios hospitales y universidades. En los inviernos más duros, si es necesario llega incluso a sumi- nistrar calor a viviendas de Es- tocolmo gracias a un acuerdo firmado con la distribuidora Förtum. En verano, cuando las instalaciones se detienen para operaciones de mantenimiento durante 2-3 semanas, la red de Söderenergi recibe la energía de Förtum. Inversión y empleo La inversión en la nueva planta de cogeneración, que se puso en marcha en 2010, fue de 2,5 millones de €, con un retorno de la inversión previsto de 10 años. La planta evita la emisión de 75 000 t/año de CO2 , equiva- lente a los gases emitidos por 25.000 vehículos que rueden 15 000 kilometros por año. Söderenergi da empleo di- recto a 132 personas, más los indirectos relacionados con logística, aprovechamiento forestal, etc. El Gobierno sueco tiene muy claro el empleo que generan este tipo de plantas, por este motivo la de Igelsta tardó tan solo 10 meses en ob- tener todos los permisos para poder comenzar las obras. Antonio Gonzalo /Bioenergy International- AVEBIOM Gracias a un millón de toneladas de biomasa y material de reciclaje, la empresa pública sueca Söderenergi obtiene energía limpia y ba- rata y crea empleo. Las cinco plantas que opera la empresa gene- ran calor y electricidad para suministrar 3 TWh/año de energía a fábricas y viviendas del sur de Estocolmo. Madeleine Engfeldt-Julin, Jefa de Comunicación en Söderenergi, y Rikard Johansson, Jefe de Mantenimiento en la central de cogeneración, nos enseñaron las instalaciones. Igelsta: 240 MW de energía con biomasa y reciclaje Madeleine Engfeldt-Julin, Jefa de Comunicación en Söderenergi Rikard Johansson, Jefe de Mantenimiento en la central de cogeneración de Igelsta Red de district heatings de Söderenergi. 5 plantas y 550 km. En Södertälje se ubica también la central de cogeneración de Igelsta Puerto de descarga del combustible a la planta de cogeneración y la central térmica de Södertälje. Se están haciendo mejoras para recibir barcos de más de 2500 toneladas. En la orilla contraria, varias industrias compran calor a Söderenergi
- 6. www.bioenergyinternational.com Pag. 10 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 11Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Calor Calor viene de col. 10Biomasa en industria de cereal, Burgos El pasado 29 de mayo se puso en marcha la mayor ins- talación de biomasa térmica en la provincia de Burgos hasta el momento. SATIS Energías Renovables puso en marcha 2 quemadores de D’Alessandro Ter- momeccanica, los modelos BSA1200, sumando un total de 2.400 kW útiles de potencia. Quemadores policombustibles Cada uno de estos quemadores puede trabajar indistinta- mente en función de la potencia demandada en cada instante, y son completamente policombustibles. Pueden trabajar con astilla G50, pellet, hueso de aceituna, cáscara de almendra o cáscara de piñón entre otros combus- tibles. Además, cuentan con una válvula de estrella rotativa como dispositivo antiretorno de llama y con encen- dido automático. Los quemadores se han ubicado en una cámara especial de combustión, fabricada con materiales refrac- cont. en col. 11 tarios de ata calidad por la empresa es- pecializada Bio-fire Soluciones SL. Esta cámara va do- tada de una válvula de dilución para con- trolar la temperatura y que sirve además de apaga chispas y ciclón decantador. El flujo de aire ca- liente entra a continua- ción en un secadero tipo trommel ya exis- tente para producir el secado tanto de alfalfa como de paja, previo al proceso de deshidratado-pelleti- zado de la industria. Control automático El proceso controla- do con un PLC asegu- ra la modulación y los mejores rendimientos en todo momento. Ahorro La empresa Cerea- les Alfalfa y Paja, situa- da en la localidad de Trespaderne, al norte de Burgos, pretende ahorrarse entre un 40- 60% de sus costes en combustible fósil, siendo su producción de 12.000 toneladas de alfalfa anuales. satisrenovables.com L a panificación, el sector agroalimentario que más empleo genera, integra alrededor de 169.000 empre- sas, mayoritariamente PYMES o micro-PYMES, de las que 13.000 son productores y co- mercializadores. Según el Observatorio Na- cional de Calderas de Biomasa, cerca de 250 obradores ya pro- ducen pan y repostería utilizan- do pellet o hueso de aceituna. El mayor número de registros se localiza en Almería (34), Al- bacete (30) y Alicante (17). Las motivaciones principales de los empresarios para susti- tuir los combustibles fósiles por biomasa son el ahorro y el compromiso con el medio ambiente, pues pre- tenden contribuir a reducir la huella de carbono de un producto cotidiano, fabricado y consu- mido a diario. Todos coinciden en haber logrado reducir su gasto energético entre un 30-60% desde el L a fabricación de pan pre- cocido mediante hornos de carro rotativo requie- re de un importante aporte de energía para los procesos de fermentación y desarrollo del pan. La biomasa como susti- tuto de combustibles fósiles y electricidad es una alternativa viable tanto desde el punto de vista económico como de su rendimiento térmico. En el pre- sente artículo se evalúa, desde el punto de vista del análisis tér- mico, la sustitución de gasóleo por biomasa de distinta natu- raleza en hornos de carro rota- tivo para panadería. Proceso general de fabricación de pan La cocción es la etapa fun- damental; su objetivo es trans- formar la masa fermentada en pan, lo que conlleva: evapo- ración del etanol producido en la fermentación, evaporación del agua contenida en el pan, coagulación de las proteínas, transformación del almidón en dextrinas y azúcares menores y pardeamiento de la corteza. La cocción se realiza en hor- nos a temperaturas entre 220 y 260ºC, aunque el interior de la masa nunca llega a rebasar los 100ºC. Las variables que afectan a las características del pan du- rante su cocción son tipo de horno, temperatura, humedad relativa en el interior del horno, tiempos y combustible. Los hornos de carro rotativo -los más utilizados para fabri- car pan precocido congelado-, suelen emplear gas natural, propano, gasóleo y electrici- dad. Sustituir estos sistemas por biomasa requiere evaluar el rendimiento térmico de la ins- talación -los perfiles térmicos obtenidos en el interior del hor- no-, y comprobar que no dis- minuye la vida útil del horno ni se modifican las características organolépticas del pan. Instalación y evaluación del sistema de combustión con biomasa Innovarcilla ha evaluado el comportamiento térmico de la biomasa en un sistema desa- rrollado por la empresa H2O Renovables, S.L. en un horno de carro rotativo AGB, modelo CAT 810 de 10,94 m3 , ubicado en la panificadora Hornipan Rangel, S.L. de Bailén (Jaén). El quemador Y-70, fabricado por Natural Fire, S.L., tiene una potencia entre 40 y 90 kW y se ha colocado en lugar del de gasóleo para quemar pellet de pino y hueso de aceituna. (Los resultados presentados se refieren solo al pellet). Para la monitorización y el estudio de los perfiles térmi- cos, Innovarcilla ha utilizado un data logger equipado con 16 termopares tipo K estándar, de temperatura máxima de tra- bajo 1300ºC. Además, se han registrado las temperaturas del blindaje térmico y de los com- ponentes electrónicos mediante dos sondas PT1000, incorpora- das en el propio aparato. Las 16 sondas han sido distribuidas en las zonas del horno donde el control de la temperatura es crítico: cámara de combustión, tubulares del intercambiador y chimenea de evacuación de humos. Cámara de combustión En su interior la llama origi- nada por el quemador calienta el aire que se utiliza para la coc- ción del pan. La figura 1 mues- tra el gradiente de temperatu- ras obtenido en dos de las tres sondas ubicadas en su interior. Ambas sondas se encuentran a 50 cm del quemador, separadas 3 cm de las paredes laterales de la cámara. La figura 2 repre- senta el gradiente de tempera- turas de la sonda ubicada en el fondo de la cámara de combus- tión (14), donde la temperatura máxima es crítica: empleando gasóleo se alcanzan 863,04ºC, mientras que con pellet se llega a 782,07ºC. Intercambiador de calor La temperatura en el primer paso de humos del intercam- biador de calor determina el aporte térmico en la zona de introducción del carro, que es de vital importancia para una adecuada cocción del pan. Las temperaturas registradas por las sondas, en el primer y segundo tubular, muestran que el pellet propor- ciona una corriente gaseosa más homogénea, con gradientes térmicos menores que con gasóleo. Esto favorece una dilatación térmica menor de los componentes del horno y, por tanto, un menor deterioro de los materiales y un incremento de su vida útil. Chimenea La temperatura de evacua- ción de gases proporciona una valiosa información acerca del rendimiento de la cocción. No debe ser demasiado elevada, pues disminuye el rendimiento térmico de la instalación, ni excesivamente baja, debido al riesgo de fenómenos de pre- cipitación ácida en casos ex- tremos. La temperatura máxima en ambos casos es simi- lar, 322,28ºC con gasóleo y 320,84ºC con pellet, aunque en este último caso el intervalo térmico es menor. Conclusiones Con gasóleo se logran ele-• vadas temperaturas en el interior de la cámara de combustión, sobre todo en el fondo, y una mayor heterogeneidad. Con pellet de pino las temperaturas son más homogéneas, por lo que su uso, en condi- ciones de funcionamiento predefinidas y optimizadas, llevará asociado una mayor durabilidad de la cámara de combustión debido a un menor estrés térmico por dilatación de los materiales con los que ha sido fabri- cada. El uso de pellets revela una• mayor homogeneidad tér- mica en el primer paso de humos, donde tiene lugar la principal transferencia térmica del horno a la cá- mara de cocción, mientras que con gasóleo la tempera- tura es superior en el centro de los tubulares que en los extremos. En la chimenea de evacua-• ción de humos, las tempera- turas máximas son similares en ambos casos, aunque el intervalo térmico con pellet está más acotado. Tras el análisis del compor-• tamiento térmico del horno evaluado se ha detectado un óptimo rendimiento de la biomasa (pellets de pino) como sustituto del gasóleo. No obstante, es muy reco- mendable, previo a cualquier sustitución de combustibles, llevar a cabo un análisis de los perfiles térmicos para regular la dosificación de combustible y lograr un ade- cuado funcionamiento del horno. Javier Álvarez de Diego Fundación Innovarcilla javiera@innovarcilla.es H2O Renovables, S.L. www.h2orenovables.com Fabricación de pan al calor de la biomasa Evaluación térmica de la sustitución de combustibles fósiles por biomasa en la fabricación de pan mediante hornos de carro rotativo. Quemador Y-70 de Natural Fire, con potencia entre 40 y 90 kW primer día. Además, la calidad de los panes y las masas que hornean ha mejorado gracias al excelente comportamiento del calor aportado por el pe- llet, que posibilita una cocción más lenta. La inversión necesaria para cambiar de sistema es pequeña, pues solo es necesario sustituir el quemador de gasóleo por otro de pellet, y el ahorro en combustible permite amortizar el equipo en el primer año. Huella de carbono del pan Según diversos estudios sobre el ciclo de vida y la huella de carbono del pan se puede esta- blecer entre 1,1 y 1,4 Kg CO2 / Kg de pan, desde la producción del trigo hasta el consumo final y el reciclaje. S i s e empleara biomasa para fa- bricar los 2 millones de tonela- das de pan que se consumen en España en lugar de combustibles fósiles, se dejarían de emitir 670.000 ton/año de CO2 . Esto equi- valdría a que cada español evi- taría la emisión de 15,5 Kg de CO2 cada año. Juan Jesús Ramos/ Responsable del Observatorio Nacional de Calderas de Biomasa-AVEBIOM jjramos@avebiom.org La panificación, el sector agroalimentario que más empleo genera, integra alrededor de 169.000 empresas, en su mayoría PYMES o micro-PYMES, de las que 13.000 son productores y comercializadores. Pellet y hueso de aceituna en los obradores Comparativa de costes según combustibles Combustible Gasóleo Gas natural Propano Pellet Astilla Hueso aceituna Precio enegía (c€/kWh) 0,098 0,051 0,103 0,047 0,029 0,024 Coste diario (€/día) 49 26 52 24 15 12 Coste annual (€/año) 17.885 9.308 18.798 8.578 5.293 4.380 Para hornos pequeños -de entre 15 y 20 m2-,con producciones de unos 500 kg/día y un consumo de 1,2 kWh/kg de pan. La diferencia del gasto energético utilizando biocombustibles en lugar de gasóleo o propano es enorme y puede aumentar en función de la escala de fabricación. Huella de carbono del pan Consumo de pan en España. Según el Ministerio de Agricultura, Alimentación y Medio Ambiente, el 93% de los españoles consume pan a diario, con una media de 46 kg/año de pan y un gasto de en torno a 116 €/año. Figura 1. Curvas obtenidas para los termopares ubicados en el centro de la cámara de combustión (sondas 6 y 8), utilizando como combustible gasóleo y pellets de pino. Figura 2. Curvas obtenidas para el termopar ubicado al final de la cámara de combustión (sonda 14), utilizando como combustible gasóleo y pellets de pino. Residuos 13% Materias primas 51% Elaboración pan 29% Distribución 5% Consumo 2%
- 7. www.bioenergyinternational.com Pag. 12 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 13Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Calor Calor La industria textil Crossville Fabric Chile S.A., empresa del Grupo escocés-ameri- cano Sherry & Co. y radi- cada en Tomé, 8ª región de Chile, acaba de efectuar un cambio de sistema de combustión para utilizar pellet en lugar del combus- tible fósil Bunker (Fuel 6). L a empresa, que confec- ciona trajes de lujo con telas finas a medida, tiene filiales en todo el mundo y ha sido encargada de vestir al presidente Obama. La filial chilena de LSolé ha instalado una caldera de pellets de la marca Briones de 6 ton/h de vapor a 10 bar. Debido a la falta de espacio para instalar el silo de combus- tible, se decidió utilizar pellet de Ecomas-Sumitomo en lugar de astilla. ATIS Energías Renovables S.L. Tel.: +34 947 47 30 12 • +34 658 93 17 20 satisrenovables@satisrenovables.com • www. satisrenovables.com Ingeniería especializada en biomasa Suministros de equipos hasta 20 MW. Sistemas de control energéticos Asesoramiento y formación Amplio desarrollo en Iberoaméricay el Caribe PREMIOa la colaboraciónen Observatorio Vestir a Obama con pellet Más ahorro y menos emisiones Con el cambio de tecnología, la fábrica logrará importantes ahorros, con un periodo de amortización de la instalación inferior a 4 años. El coste horario de funcionamiento con Fuel 6 es un 50% más caro que el logrado con pellet. El precio del pellet en Chile ron- da los 170 €/ton, puesto en el punto de consumo. La emisión de partículas ha disminuido de 300 a 60mg/Nm3 , mejorando notablemente el requerimiento del servicio de salud de reducir a 150mg/Nm3 en 2 años. Sebastián Sölter vaporesdelsur.cl Montaje de la caldera por Vapores del Sur-LSolé Chile El precio del pellet puesto en el lugar del cliente ronda los 170 €/ton en Chile Crossville Fabric Chile, S.A. se encarga de confeccionar trajes para Obama. L a red de calor comenzó a construirse en octu- bre de 2012 y en marzo pasado comenzó a distribuir agua caliente sanitaria y para calefacción en la escuela El Farell y el complejo deportivo Les Cremades, integrado por un pabellón y dos piscinas. En el futuro la central abastecerá también al pabellón Torre Roja y al campo de futbol. Con la nueva instalación, Caldes de Montbui logrará un ahorro energético de 178.560 kWh/año, se evitará la emisión de 235 ton/año de CO2 y se re- ducirá la factura en casi 50.000 € al año. El Ayuntamiento pretende abastecer las instalaciones con biomasa de los bosques y en- tornos del municipio. Financiación El proyecto es una iniciativa del Ayuntamiento de Caldes de Montbui, que cuenta con la co- laboración de la Diputación de Barcelona. El Ayuntamiento de Caldes de Montbui acaba de inau- gurar la red de calor con biomasa que abastece la zona deportiva Les Cremades y las escuelas de El Farell, una acción que responde a los compromisos adquiridos por el municipio dentro del Pacto de Alcaldes, al cual está suscrito, para conseguir el objetivo europeo “20-20-20” en la localidad. LA RED EN CIFRAS Calderas de gasóleo a sustituir: 1.094 kW• Central térmica con aldera de biomasa: 500 kW• Central térmica gas natural apoyo: 800 kW• Silo de astilla forestal: 130 m3, 2 semanas de au-• tonomía Consumo energético previo: 922.562 kWh/año• Consumo energético previsto: 744.002 kWh/año• Ahorro energético previsto: 178.560 kWh/año• Emisiones evitadas de CO2: 235 Tn/año• Coste gasóleo: 68.018 €/año• Coste astilla forestal: 18.068.61 €/año• Ahorro económico previsto: 49.949.99 €/año• E l sistema de descarga Vibrafloor asegura un vaciado del depósito del 100%. Es capaz de desestabili- zar y movilizar las pilas residua- les de pellet que se formen en el interior de la cúpula hacia una abertura central por medio de módulos vibrantes sin generar polvo o degradar los pellets. El sistema no requiere de man- tenimiento rutinario ya que sus piezas no presentan movimien- to ni desgaste excesivo. Al ser una operación au- tomática, se evita que entre personal dentro del depósito de almacenamiento. El principio de funcio- namiento de VibraFloor es la onda que recorre la placa flexible de la superficie de cada módulo, provocada por vibraciones de baja potencia, con la que se logra socavar y derrumbar el material que fluye libre y compacto a través de El mayor almacén modular de biomasa del mundo, compuesto por 4 cúpulas de hormigón de 63 metros de diámetro y equipadas con tecnología de descarga Vibrafloor, puede contener hasta 450.000 m3 de pellets utilizados para cocombustión al 50% en la central eléctrica de Drax, ubicada en Selby, Reino Unido. una zona de baja presión, creando un flujo pro- gresivo del ma- terial almacena- do. El material es suavemente arrastrado por una especie de “oleaje”, en un efecto parecido al de las olas que provocan la erosión en los acantilados costeros. Este efecto asegura que no se degrade el produc- to y que no se forme polvo; elimina cualquier obstrucción o aglomeración de material en el depósito y asegura un va- ciado completo con bajo costo de energía. Cada una de las 4 cúpulas de almacenamiento instaladas en Drax está equipada con 2 transportadores de descarga situados en túneles subyacentes, que descargarán el producto al- macenado a una tasa de 2.800 toneladas por hora. Este emblemático proyecto suministrará hasta un 7% de la electricidad del Reino Unido. Jean Claude Poncet www.vibrafloor.com Simon Prince/Drax El almacenamiento de biomasa más grande en la planta eléctrica de Drax, Reino Unido Beneficios del sistema Vibrafloor Descarga 100%• No movimiento de piezas o desgaste• Bajo consumo de Energia• No mantenimiento• Redundancia incorporada• No degradación de productos• No transmisión de vibración a la estructura• Funcionamiento automático sin intervención• humana viene de col. 12 ¿Quiere anunciarse gratis? Cualquier empresa instaladora y/o distribuidora que par- ticipe en el Observato- rio Nacional de Calde- ras de Biomasa puede ganar un anuncio de media página en Bio- energy International. Participar es fácil: desde1. www.ave- biom.org, a través de un sencillo for- mulario para cada instalación. para envío de da-2. tos agrupados, se puede confeccionar una tabla EXCEL con datos del insta- lador, localización de la instalación, marca, modelo, po- tencia, combustible, capacidad del silo/ almacén, uso (in- dustrial, doméstico o público) y otras características. En- viar a Juan Jesús Ramos, responsa‑ ble del Observato- rio, jjramos@ave- biom.org Junio 2013 A finales de junio de 2013 se registraban 33.766 instalaciones y 3.148 MW en el Ob- servatorio Nacional de Calderas de Biomasa (ONCB). Juan Jesús Ramos/ AVEBIOM jjramos@avebiom.org La ejecución del proyecto se ha finan- ciado mediante leasing con una amortización prevista en 48 meses. El coste de adjudicación fue de 385.872 € y la cuota mensual de parti- da es de 8.039,13 €. Instalación para divulgación La central térmica se ha diseñado también como proyecto divulga- tivo de las energías alter- nativas y sostenibles. La puerta de acceso acris- talada y las ventanas permiten ver el interior de la planta. El Ayuntamiento ofre- cerá a partir de septiem- bre la posibilidad de rea- lizar visitas escolares a la planta. El objetivo es crear un escenario de di- vulgación que se pueda incorporar al calendario de estudios. La actuación con- templa el edificio de la sala de caldera y silo, la distribución hidráulica, la reforma de las insta- laciones actuales y la interconexión entre la central térmica de gas natural del Complejo Deportivo Les Cremades y la central térmica de biomasa para apoyo mutuo. Se han mejorado la eficiencia y ahorro de las instalaciones interio- res actuando sobre su gestión, programación y automatización, y mejo- rando el aislamiento y la ejecución de tramos con- cretos de la distribución térmica. Raquel Triviño Gualdo Ambiorenova www.ambiorenova.com Zona deportiva calefactada con biomasa cont. col. viene de pag. 13
- 8. www.bioenergyinternational.com Pag. 14 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 15Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es 20 MW de biomasa en Reino Unido El Departamento de Comunidades y Gobierno Local (DCLG), ha otorga- do los permisos de construcción de una planta de biomasa de 20 MW en la localidad de Davyhulme, cerca de Manchester, Reino Unido. La empresa promotora, Barton Renewable Energy, invertirá 70 millones de libras con un peri- odo de producción de electricidad de 25 años. La planta generará 15 empleos directos en planta, mas los in- directos procedentes de la operación, man- tenimiento y suminis- tro de biomasa. Los 20 MWe de electricidad serán su- ficientes para atender la demanda eléctrica de 37.000 hogares. La planta consumirá 200.000 toneladas/ año de biomasa, fun- damentalmente ma- dera reciclada. La construcción está prevista que comience en 2014, y que finalice en dos años, para el 2016, fecha en la que se pondrá a producir electricidad AG/BIE La hora del te es tradición en los hogares de Reino Unido. Cogeneración Cogeneración L a energía consumida en Brasil en las unidades de producción de azúcar y bioetanol proviene de los re- siduos propios del proceso in- dustrial, fundamentalmente del bagazo -residuo fibroso de la molienda obtenido tras extraer el caldo de la caña-. Según la Compañía Nacional de Abas- tecimiento de Brasil (CONAB, 2011), en la cosecha 2009- 2010 se procesaron más de 600 millones de toneladas de caña de azúcar, que proporcionaron 165 millones de toneladas de bagazo de las que en torno al 90 % se destinaron a la gener- ación de energía. Mejor aprovechamiento del bagazo El bagazo de la caña de azú- car es la biomasa más impor- tante dentro de la matriz en- ergética brasileña, utilizándose para obtener energía térmica, mecánica y eléctrica. Esta co- generación permite que las plantas de bioetanol sean au- tosuficientes energéticamente, y puedan vender el excedente de electricidad a la red inter- conectada nacional. Según el Ministerio de Mi- nas y Energía del Brasil (MME, 2012), actualmente existe una potencia instalada de unos 7 GW en termoeléctricas con biomasa, más de un 6% de la potencia eléctrica instalada en el país (Grafico 1). Tan solo la mitad del bagazo utilizado con fines energéticos fue consumido por unidades con venta de energía eléctrica a terceros, siendo la otra mitad utilizada para autoconsumo (CONAB, 2011). A pesar de la importancia de la cogeneración en el sector de la caña de azúcar en la matriz energética brasileña, todavía está lejos de alcanzar su poten- cial real. Para ampliar la oferta energética existe la posibilidad de retrofit en las unidades ya instaladas, elevando la presión de las calderas hasta 40 o 65 bares, en la mayoría de los ca- sos manteniendo la tecnología de contrapresión existente, e instalando turbinas multi- etapa. El sector sucroalcoholero es bastante heterogéneo, con plantas pequeñas que muelen menos de 1 millón de toneladas al año, y otras de gran capaci- dad con más de 5 millones de toneladas anuales. Sin embargo, casi todas oper- an con calderas de baja temper- atura y presión, y tecnología de cogeneración de ciclo topping a vapor en contrapresión, en el cual la producción de energía mecánica y/o eléctrica ocurre antes de la etapa del proceso productivo que utiliza la en- ergía térmica (Lora, 2007). Como media, una tonelada de caña de azúcar proporciona cerca de 280 kg de bagazo con una humedad del 50%, cuya combustión produce de 450 a 500 kg de vapor a 300ºC y 21 bar. Estas calderas generan un ex- cedente de bagazo de entre el 8 y el 15% después del atender la demanda interna de energía. (Macedo, Leal e Silva, 2004), que es frecuentemente vendido por las plantas. Por esto, el retrofit es una po- sibilidad importante de venta de energía eléctrica a través de la red interconectada nacional. Las unidades que ya han susti- tuido sus equipos por modelos mas potentes, producen una media de 188,2 kWh por cada tonelada de bagazo quemado, mientras que las que continúan con sus equipos tradicionales de baja presión, producen 85,8 kWh. (CONAB, 2011) Más biomasa disponible Por otro lado, se prevé una gran disponibilidad de hojas y puntas de caña para cogen- eración. En el Estado de São Paulo, donde se procesa un 60% de la producción nacio- nal de caña de azúcar, la ley Estatal No 11.241/02 establece plazos para erradicar la quema de plantaciones de caña: 2021 (áreas mecanizables) y 2031 (áreas no mecanizables), por lo que el aumento de hojas y puntas residuales en la colecta mecanizada señalan una may- or intensidad de cogeneración (Lora, 2007). La cogeneración a partir del bagazo de la caña de azúcar, la biomasa con mayor representación den- tro de la matriz energética brasileña, es de impor- tancia estratégica para el país. El apoyo guberna- mental aumenta y tam- bién las oportunidades de negocio para la mejora de las tecnologías. CENBIO nos ofrece una visión del estado actual del aprove- chamiento energético de la biomasa en Brasil. Valorización energética de la vinaza La vinaza es otro residuo de la industria de la caña de azúcar con potencial para co- generación. Es una suspensión acuosa que proviene de la des- tilación alcohólica y que con- tiene un 93% de agua y un 7% de sólidos, de los cuales 75% son orgánicos y biodegradables con altos valores de demanda biológica de oxígeno, y el 25% son la fracción mineral (Ludov- ice, 1997). En Brasil se generaron 250 millones de m³ de vinaza en 2011/2012 (a razón de 10 l de vinaza por cada litro de bio- etanol), que a día de hoy se utiliza para irrigar los cañav- erales aprovechando su po- tencial como fertilizante. No obstante, su uso está limitado legalmente por el riesgo de con- taminación de suelos y acuíf- eros, lo que está impulsando la búsqueda de alternativas para su tratamiento. Tanto la biodigestión an- aeróbica con producción de biogás, como el proceso de concentración con posterior incineración de la vinaza son tecnologías disponibles su val- orización energética mediante cogeneración. Teniendo en cuenta la pro- ducción de vinaza estimada y que pueden extraerse unos 14,5 Nm3 de biogás por cada m3 de vinaza al 60% de metano (Salomon, 2007), el potencial es de casi 2 millones de tep por año que podrían utilizarse en las fábricas de bioetanol para cogeneración. Incentivos para la cogeneración En 2003 se funda COGEN, la Asociación de la Industria de Cogeneración de Energía, que aglutina a todos los agentes de la cadena de cogeneración en Brasil, y sobre todo en el Es- tado de São Paulo: empresas de la agroindustria de la caña de azúcar, de la distribución de gas natural y de energía eléc- trica, y fabricantes y empresas de servicios. El Programa de Incentivos a las Fuentes Alternativas de En- ergía Eléctrica (PROINFA) del Ministerio de Minas y Energía (MME) de Brasil regulado por la Ley nº 10.438, de 26 de abril de 2002, y revisado por la Ley nº 10.762, de 11 de noviembre de 2003, tenía como objetivo estimular la generación de elec- tricidad con fuentes renovables incluyendo la biomasa, como el bagazo de caña de azúcar. La energía producida en las plantas seleccionadas es adquir- ida por las Centrais Elétricas Brasileiras S.A. (Eletrobrás) a través de contratos a 20 años, contados a partir de la entrada en operación. La primera fase del PROIN- FA establecía la generación de 1.100 MW con biomasa, pero debido al bajo precio pagado por la energía producida, en 2013 sólo se habían adherido al Programa 533 MW. Los pro- ductores prefieren competir en el mercado libre. El Estado de São Paulo acaba de lanzar (junio 2013) el Plan Paulista de Energía, que prevé ampliar la participación de fu- entes renovables en la matriz energética del Estado del 56% al 69% en 7 años. Se flexibilizará la concesión de créditos para adquirir el equipamiento necesario para la producción eficiente y la ex- portación de bioelectricidad a partir de caña de azúcar. Medidas similares fueron im- plantadas mediante el Decreto SP nº 57.042, de 6 de junio de 2011. El Plan también in- cluirá la construcción de redes colectoras de la bioelectricidad producida y subastas específi- cas y regionales para su com- ercialización y dotar de mayor competitividad al sector. Oportunidades de negocio La cogeneración a partir de los residuos del sector del azúcar y bioetanol es de gran importancia estratégica para Brasil, pues complementa es- tacionalmente a la generación hidroeléctrica, evitando poner en funcionamiento las centrales térmicas a gas natural importa- do de Bolivia. La cosecha en el centro-sur del país comienza en mayo y termina en noviembre, coincidiendo con el periodo de menor precipitación y por tanto de menor generación hidroeléctrica. En conclusión, actualmente existe un interés y apoyo gu- bernamental creciente a la cogeneración con biomasa, existiendo buenas oportuni- dades de negocio en el retrofit de las instalaciones relativas al suministro de equipos de alta presión capaces de com- bustionar las puntas y hojas de la caña de azúcar de forma eficiente. También existe un enorme campo de desarrollo para el tratamiento de la vina- za con fines energéticos, tanto por medio de la producción de biogás como por su concen- tración e incineración. Manuel Moreno Suani Coelho /CENBIO http://cenbio.iee.usp.br Cogeneración con biomasa en Brasil: oportunidades de negocio Gráfico 1. Oferta Interna de Energía Eléctrica por Fuente – 2011 Alternativas tecnológicas para valorizar el bagazo Una posibilidad muy discutida anteriormente (Coelho, 1999 y otros) es la gasificación del bagazo para aprovechar el gas obtenido en turbinas mediante ciclo combinado, con eficiencias mucho mayores que los sistemas a vapor. La gasificación a gran escala del bagazo aún encuentra dificulta- des tecnológicas. La única planta comercial (gasificador de lecho fluidizado presurizado en Hawai, Estados Unidos) ha sido cerrada por problemas técnicos, mientras que las pruebas iniciadas por la TPS en Suecia (con bagazo peletizado) no han tenido seguimiento. Un estudio reciente (GIZ HERA 2011) resalta que las pocas plantas de gasificación de biomasa en operación son térmicas o utilizan motores, lo que evita las dificultades técnicas de limpieza del gas para su uso en turbina. Por tanto, los ciclos a vapor a presiones elevadas son la mejor opción para cogeneración con bagazo de caña incluso cuando se añadan las hojas y puntas. Fuente: Balance Energético Nacional Brasileiro 2011, Ministerio de Minas y Energía de Brasil Planta de biomasa en Francia La empresa corea- na Doosan Power Systems, ha ganado el concurso para re- modelar la central de electricidad de Gar- danne, en Provenza, Francia. La remodelación consiste en el cambio de la antigua planta de generación elec- trica con carbón por biomasa. La adap- tación consiste en remodelar y mejorar las calderas de lecho fluido y las turbinas para que estén ope- rativas a finales de 2015. La inversión es de 200 M$, y la ha reali- zado la Sociedad na- cional de Electricidad de Francia, SNET, y que es subsidiaria de E.ON. “Debido a las nue- vas leyes, y sobretodo a un profundo rechazo de la población a las plantas de carbón, muchas plantas en Eu- ropa se están pasando a la biomasa”, afirma Jinwon Mok, CEO de Doosan Power Sys- tems. Y continúa: “in- crementaremos es- fuerzos en los próxi- mos 5 años para cam- biar plantas de carbón a biomasa en toda Europa Occidental. Se trata de un negocio de 5.000 millones de €”. www.doosan.com
- 9. www.bioenergyinternational.com Pag. 16 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 17Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Cultivos Cultivos viene de pág. 17 Con un aumento en caudal mínimo del aire primario y una reduc- ción en la alimentación, en el experimento 2 se consiguió un fuerte des- censo en las emisiones de CO. En el tercero se consiguió un descenso aún mayor al aumentar el caudal del aire secun- dario e incrementar la alimentación. Esta mod- ificación provocó un significativo incremento de la temperatura de hu- mos, que fue probable- mente la causa del au- mento de las emisiones de NOx, si bien dentro de unos valores ad- misibles, y del leve des- censo de rendimiento. Cabe destacar que las emisiones de SO2 fueron prácticamente nulas en todos los casos. Por otra parte, no se aprecia un comportamiento dife- rente en la combustión en función del tipo de poda. Conclusión favorable A partir de los resul- tados obtenidos, tanto en la caracterización química como en las pruebas de combustión en caldera, se puede concluir que los restos de poda de olivar no presentan ningún incon- veniente para su aprove- chamiento energético mediante combustión en caldera. Cabe desta- car que en nuestro caso se empleó una caldera de tecnología avanzada en la que se modificaron ligeramente los paráme- tros de partida. Por todo ello, teniendo en cuenta la elevada superficie de olivar tanto en España como en Extremadura, los restos de poda de este cultivo presentan un elevado potencial como biocombustible. L. Royano, J. Matías, J.González,J.Cabanillas Centro de Investigación Agraria Finca La Orden- Valdesequera Gob. Extremadura E l olivar es un cultivo de gran importancia tanto a nivel nacional como en la región extremeña. España es el país con mayor superficie de olivar, con 2.584.564 ha. Ex- tremadura, con 265.000 ha, es la tercera región en superficie. En los últimos años se han rea- lizado varios estudios con el objetivo de evaluar la canti- dad de residuos generados en la poda de olivar que, si bien depende de diversas variables, se puede considerar que está en torno a una tonelada por hectárea, lo que supone una importante fuente potencial de biomasa residual para fines energéticos. Dos tipos de residuo de poda En las pruebas se emplearon dos tipos de residuos: poda de renuevo (gruesa) y poda de formación (fina), astillados mediante una astilladora de cuchillas. Posteriormente, se formaron cordones que se vol- tearon frecuentemente para fa- vorecer la pérdida de humedad y alcanzar un valor en torno al 20 % antes de las pruebas de combustión. Para estudiar el compor- tamiento de la combustión de las astillas de olivo y conseguir un rendimiento adecuado de la caldera con emisiones admisi- bles dentro de la normativa vi- gente, se realizaron dos series de experimentos en los que se modificaron los parámetros de combustión: aire primario, aire secundario y alimentación. Las pruebas de combustión se realizaron en una caldera Fröling Turbomatic de 48 KW, que incluye, entre otras tec- nologías avanzadas, Turbo, Lambda, Intercooler y Heat- Cyclon para conseguir la me- jor eficiencia energética, bajas emisiones y automatismo to- tal del sistema. El intercam- biador y quemador se limpian de manera automática para facilitar su mantenimiento e incrementar su rendimiento energético. La instalación cuenta con un silo de almace- namiento de biomasa con as- pas móviles en la base para facilitar la alimentación al tornillo sin fin que, a su vez, alimenta a la caldera. Para el seguimiento de la combus- tión se empleó un analizador de gases portátil Testo 350 XL. En cada experimento se realizaron 5 mediciones. El rendimiento de la cal- dera fue elevado en todos los casos, ya que se superó el 90 %, cumpliendo con la norma- tiva vigente. Sin embargo, las emisiones de CO fueron relati- vamente elevadas en el experi- mento 1, siendo superiores a las permitidas por la norma UNE EN 303-5 para las calderas de biomasa con potencia superior a 150 kW. El Centro de Investigación Agraria Finca La Orden- Valdesequera ha llevado a cabo una serie de experi- mentos para comprobar la viabilidad técnica del aprovechamiento ener- gético de los residuos de poda de olivar a partir de su caracterización química y diferentes pruebas de comportamiento de su combustión en caldera. Extremadura determina el potencial energético de la poda de olivar Caracterización química de los residuos de poda de olivar En la caracterización química de los residuos de poda de olivar se han tenido en cuenta las normativas europeas de caracterización de biocombustibles que se detallan. Los valores que se muestran en la tabla no indican ningún valor limitante para el aprovechamiento energético de este residuo en caldera de biomasa. Determinación Normativa Contenido (en base seca) Poda renuevo (gruesa) Poda formación (fina) Cenizas (%) UNE-EN-14775 1,98 1,72 Sodio (ppm) UNE-EN-15297 0,20 0,26 Calcio (%) UNE-EN-15297 0,40 0,37 Potasio (%) UNE-EN-15297 0,49 0,41 P.C.S. (kcal/kg) UNE-EN-14918 4.565 4.492 P.C.I. (kcal/kg) UNE-EN-14918 4.248 4.175 Cloro total (%) UNE-EN-15289 0,014 0,010 Experimento Combustible Aire Primario (%) Aire secundario (%) Alimentación (%) Mín. Máx. Mín. Máx. Mín. Máx. 1(*) astillas de poda gruesa de olivo 2 50 2 68 29 25 2 10 50 2 68 24 21 3 2 50 30 90 30 21 4 Astillas de poda fina de olivo 2 50 30 90 30 21 Valor de los parámetros de combustión estudiados en los diferentes experimentos realizados. (*) Valores por defecto de la caldera para uso de astillas como combustible. S e estima que en Europa las operaciones de poda gene- ran al año más de 25 mi- llones de toneladas de ramas de frutal, vid y olivo, de las cuales hasta 10 millones se producen en España, el país europeo con mayor potencial. De acuerdo a los Planes de Energías Reno- vables de los países miembros, Europa necesitará aumentar el consumo de biomasa sólida en cerca de 50 Mtep de energía hasta 2020, pudiendo aportar las podas de cultivos perma- nentes hasta una quinta parte de dicho objetivo de manera sostenible. Sin embargo, las podas cons- tituyen un recurso de biomasa escasamente utilizado en com- paración con otros recursos ampliamente utilizados (como la paja de cereal o los residuos forestales), la principal barre- ra a superar es la complicada cadena logística debido a la diversidad de cultivos y mar- cos de plantación; la limitada producción de biomasa por hectárea; así como, en muchos casos el reducido tamaño de las parcelas y su dispersión en el territorio. Actualmente apenas son las ramas de mayor envergadura la única parte del recurso que se aprovecha con fines energéticos como leña en el ámbito rural. Las prácticas más extendidas para su gestión son, bien la quema controlada en campo, o bien el picado para la incorpo- ración en el suelo con el fin de mejorar sus propiedades (prác- tica muy extendida en países no mediterráneos). Estas labores implican un coste asumido por el agricultor, y, en el caso de la quema, un riesgo para la propagación de incendios (así, la quema de rastrojos y resi- duos agrícolas es la causa de más del 50 % de los incendios en los países mediterráneos). Porfortunaalgoestácambian- do: cada vez existe más con- cienciación sobre la oportuni- dad que tiene el uso energético de la poda para generar empleo (se estiman más de 30.000 em- pleos en Europa, un 40 % de ellos en España) y desarrollar el entorno rural, introducir un nuevo biocombustible sólido en el mercado y reducir los in- cendios. De hecho, los mecanis- mos de la Política Agraria Común (PAC) comienzan a fomentar el uso de los residuos agrícolas para energía. Así, por ejemplo, en España desde 2012 existe un programa de incenti- vos para agricultores del sector de los frutos secos para evitar la quema de residuos de poda fomentando su recogida con fines energéticos. EuroPruning: soluciones para la logística de la poda El proyecto EuroPruning persigue aportar soluciones innovadoras en cada uno de los pasos de la cadena logís- tica asociada a la poda, como catalizador de la utilización de este recurso para fines ener- géticos. El Grupo BERA de CIRCE (Centro de Recursos y Consumos Energéticos) coor- dina este proyecto europeo en A pesar de su alto potencial como re- curso energético, la poda es un recur- so leñoso escasamente explotado en Europa. Para su puesta en el mercado energético como un biocombustible sólido competitivo de calidad es im- prescindible proporcionar soluciones prácticas al alcance de los agentes del sector (propietarios, cooperativas, agentes logísticos y consumidores finales) que hagan de la logística un proceso factible, económico y sos- tenible. Este es el objetivo final de EuroPruning, un proyecto para Europa liderado desde España. el que están involucrados 17 socios (centros de investigación y PYMEs) de 7 países. EuroPruning está desarro- llando dos máquinas agrícolas (una recogedora-astilladora y una recogedora-empacadora) ligeras, robustas, compatibles con distintos recursos y mar- cos de plantación, y capaces de acoplarse a tractores frutícolas convencionales que aporten soluciones económicas en la recogida de la poda. Adicio- nalmente el proyecto también generará un sistema inteligente de logística integrado con he- rramientas GPS, GPRS y SIG para dar soporte a la toma de decisiones en la organización de la logística de biomasa, fa- cilitando los puntos donde exis- te biomasa de las característi- cas requeridas y optimizando las rutas de transporte. Con el fin de demostrar la factibilidad de la utilización de la poda con los medios de- sarrollados por el proyecto, se llevarán a cabo 3 demostra- ciones entre septiembre de 2014 y septiembre de 2015 en 3 ubicaciones con distintas condiciones climáticas y tipo de cultivo: Zaragoza en España, Burdeos en Francia y Potsdam en Alemania. La mayor de las demostraciones tendrá lugar en España. Participarán varios socios del proyecto como Coo- perativas Agro-alimentarias Es- paña y Aragón (movilizando al sector agrícola), Gruyser S.L. y Mitrafor (como gestores de biomasa), coordinados por CIRCE. El proyecto generará una guía con las mejores prácti- cas para optimizar el almace- namiento, la fase en la que se produce la mayor degradación de la calidad del combustible. EuroPruning permitirá dis- cernir los mejores esquemas logísticos desde el punto de vista social, económico y am- biental. Sus resultados serán comparados con los propor- cionados por los dos proyectos europeos “hermanos” relacio- nados con la logística forestal (INFRES) y de cultivos energé- ticos (LogistEC). En cuanto al aspecto medioambiental, Euro- Pruning prestará especial aten- ción al efecto que la retirada de la poda (frente a la opción del picado) puede implicar para las características del suelo, y pro- ducirá una guía para aconsejar sobre la mejor opción. El proyecto pretende esta- blecer una activa interacción con los agentes del sector impli- cados. Tanto es así que, a pesar de su corto recorrido ya que el proyecto comenzó en Abril de 2013, distintas cooperativas, asociaciones y empresas ya han mostrado su interés en colabo- rar como amigos del proyecto, compartiendo sus experiencias y siguiendo su desarrollo. Fernando Sebastián Nogués fersebas@fcirce.es www.europruning.eu La poda, combustible para Europa PARÁMETROS Experimento nº 1 2 3 4 Tª de humos (ºC) 143,2 157,7 188,2 180,8 Tª ambiente (ºC) 16,9 17,9 17,3 13,6 CO (mg/m3 al 10% de O2 ) 2.178,0 1.028,8 453,5 467,5 NOx (mg/m3 al 10% de O2 ) 260,3 289,5 338,6 342,6 SO3 (mg/m3 al 10% de O2 ) 0,0 0,0 0,0 0,0 Rendimiento caldera (%) 92,8 93,2 91,1 90,5 Resultados de las pruebas de combustión en caldera de residuos de poda de olivar cont. col. Grúa para biomasa La principal ca- racterística de la grúa CXT Biomass de Konecranes es que puede manipu- lar diferentes tipos de biomasas, como turba, astillas de ma- dera o residuos mu- nicipales. Esta grúa es más efi- ciente que la tradicio- nal cinta transportado- ra-cargadora, lo que aumenta la capacidad de almacenamiento de combustible de la planta. Además es más silenciosa que las cintas y reduce el polvo y las emisiones por combustión. La grúa está equi- pada con sistemas inteligentes: Prevención del• huelgo de cable, que evita que la cuchara se incline y que los cables del polipasto se aflojen. Control del balan-• ceo, que reduce drásticamente el tiempo medio del ciclo de trabajo al mantener la carga estable y dentro de su recorrido. Gama de velocidad• ampliada (ESR) que permite que el po- lipasto funcione a una velocidad de elevación más alta que la nominal con la cuchara vacía, lo que reduce los tiempos del ciclo de trabajo. La grúa CXT Bio- mass está disponible en clase de servicio M6 hasta 10 toneladas y M7 hasta 8 tonela- das. www.konecranes.es
- 10. www.bioenergyinternational.com Pag. 18 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 19Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Forestal Empresa Cortar, cargar y compactar F rente al autocargador compresor Press Colec- tor de Dutch Dragon, Reginal explica que el elemento crítico que determina la eficien- cia de un aprovechamiento es la grúa con la que se maneja la biomasa, no el volumen del autocargador, que debería ser el máximo posible. El operario se enfrenta a un material heterogéneo, com- puesto por árboles de diferen- tes diámetros, copas, etc, que desequlibran la operación de carga. Por ello resulta más eficiente contar con una grapa para biomasa de gran capaci- dad que sea capaz de cargar en 2-3 minutos el material sin ningún orden sobre el autocar- gador-compresor, que puede llegar a triplicar la capacidad de carga de un vehículo sin compresión. El equipo presentado en As- turforesta llega a cargar hasta 10 toneladas. Existen ya 6 uni- dades trabajando en España, 2 de ellas en Huelva, operando en cultivos energéticos junto con un pequeño cabezal mul- titalador, capaz de avanzar 4-5 ha/día. Junto al enorme cabezal mul- titalador de disco -843 FD20- montado en tractor de ruedas nos explica que para aprove- chamientos donde se esperan producciones bajas resultará más efi- ciente uti- lizar ruedas en lugar de oruga, puesto que los despla- zamientos serán may- ores. Solo si desde un mismo punto se puede aprovechar un gran volumen, será adecuado emplear tractor de orugas. Un cabezal multitalador más pequeño y con sistema de corte por guillotina, el Moipu 300, puede dotarse del complemen- to acumulador y de sistema de medición de longitud. Para Reginal, “ahora que la Administración no tiene recursos, el aprovechamiento de la biomasa es la única op- ción para mantener limpios los montes”. Astillar Bandit ha introducido la posibilidad de intercambiar el tambor triturador por uno as- tillador en todos los equipos de su nueva serie Beast. El tambor va equipado con 5 o 10 cuchi- llas, en función del tamaño de astilla que se desee obtener. La producción de astilla desde tronco mejora así hasta en un 40% y el consumo de combustible se reduce en un 20%. El cambio de tambor se realiza en 4-6 horas. El modelo Beast 3680, presentado en la feria Elmia Wood, realizó demostraciones de trituración de tocones secos con rendimientos de hasta 250 m3 /h y un consumo de combus- tible de 2 m3 /l (0,57 €/m3 , en Suecia). Estas trituradoras son capaces de moler piedras de hasta 10 cm escondidas entre las raíces del tocón. En la 9ª edición de Asturforesta, la feria forestal más importante de la Península Ibérica, el director de logística de GUI- FOR, Reginal García, nos muestra sus equipos para biomasa y de paso nos da una pequeña clase magistral sobre aprovechamiento y logística eficientes. Para el mercado europeo la astilladora de biomasa (tron- cos, ramas, etc) más popular de Bandit es el modelo 2590, con motor de 540 CV, salida de la astilla lateral y un tambor con tres cuchillas para fabricar astilla de gran tamaño. Es ca- paz de producir 55 ton/h de astilla. Antonio Gonzalo /Bioenergy International- AVEBIOM Cortar, compactar, astillar Reginal García, director de logística en GUIFOR Cabezal de disco -843 FD20- montado en tractor de ruedas Las trituradoras Bandit Beast incorporan tambor astillador intercambiable para reducir troncos con mayor eficiencia Soplar la astilla en cualquier sentido La nueva astilla- dora HEM 582R de Jenz lleva el soplador de astillas centrado respecto de la caja del camión, entre la cabina y la máquina, de manera que puede lanzar el material por detrás o por delante del camión. De esta manera se logra mayor flexibili- dad y rapidez en la descarga de astilla evitando movimientos extra de la astilladora, muy incómodos en espacios limitados. Velocidad independiente El soplado se hace de forma hidráulica, con lo que la velocidad de salida de la astilla se puede modificar independientemente de la de astillado, muy útil cuando la veloci- dad de astillado se reduce rápidamente, pues la velocidad de salida de las astillas se mantiene reduciendo el riesgo de bloqueo de la astilladora por acumulación de asti- llas en la salida. La máquina es ca- paz de astillar troncos de hasta 42 cm de diámetro en madera dura, y de 56 cm en coníferas y otras ma- deras blandas. La as- tilladora está montada sobre un MAN de 480 CV. www.jenz.de y masiasrecycling.com Cabezal para biomasa El cabezal multita- lador-acumulador para biomasa AFM 220 procesa árboles de pequeños diáme- tros, de entre 5 y 28 cm y tiene capacidad para acumular hasta 8 pies de 10 cm. Cuesta 27.300 € y en Suecia lo adquie- ren pequeñas indus- trias que disponen de bosques propios para asegurarse el sumi- nistro de biomasa y calentar sus insta- laciones, secar sus productos y calefactar las viviendas. www.afm-forest.fi www.forestpioneer.com AG/Bioenergy International viene de col. 18 cont. en col. 19
- 11. www.bioenergyinternational.com Pag. 20 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 21Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Forestal Empresa Astilladora sobre camión La finlandesa TANA distribuye equipos para procesado de biomasa bajo patente Heinola. En Elmia Wood presentaba una astilladora con motor independiente de 640 CV montada sobre camión. El equipo está dota- do con tecnología TCS (Tana Control System) de control y trans- misión de datos en tiempo real, que la empresa ha desarro- llado. El TCS permite programar el trabajo de la astilladora en función de tamaño y tipo de biomasa y ajustar manualmente a las condiciones es- pecíficas del material. La velocidad de la alimentación es regu- lable según la dure- za de la madera y es independiente de la velocidad de giro del tambor de astillado. El motor funciona a 1800 rpm, el rotor a 900 rpm y el soplador de la as- tilla a 1.900 rpm. La astilladora, inclui- do el motor, pesa 14 toneladas. El equipo puede girar 240º y tiene una producción de 280-300 m3 /h para un consumo de com- bustible de 60-70 l/h (0,4 l/m3 ). AS/BIE 40 AÑOS DE EXPERIENCIA EN BIOMASA FÁBRICAS DE PELLET“LLAVE EN MANO” SECADORES ROTATIVOS “TROMEL” ALTATEMPERATURA GENERADORES DE AIRE CALIENTE POR BIOMASA SECADORES HORIZONTALES DE BANDA BAJATEMPERATURA EXTRACTORAS DE ACEITE PARA BIOCOMBUSTIBLESY ALIMENTACION Ctra. Nacional 330, Km. 576,300 22193YEQUEDA (Huesca) ESPAÑA Teléfono +34 974 271 113 e-mail: mail@apisa.infowww.apisa.info L os equipos de 550 CV y 760 CV llevan una segunda y exclusiva contracuchilla de acciona- miento hidraúlico en la en- trada al tambor astillador, la “Delta knife”. Se eleva cuando se procesa biomasa para evitar que las ramas más largas y finas sean succiona- das en lugar de cortadas, favo- reciendo la obtención de una astilla de tamaño homogéneo y de la misma calidad que la obtenida a partir de madera en rollo. La contracuchilla forma 90º con la entrada y obliga a que el ángulo de choque de las ramas con el tambor astillador sea agudo asegurando así que se produce el corte. Por otro lado, el tambor es ligeramente ovalado y está montado con 2-4 cuchillas (en función del tamaño de astilla re- querido) que sobresalen para cortar el material a la vez que evitan una presión excesiva sobre el mismo que pueda provo- car su rotura. La forma del tambor, la velocidad de corte de 1000 rpm y los ángulos que forman cuchillas y contracuchillas per- miten un corte óptimo y que la salida de las astillas se realice sin aire ni tornillos de extrac- ción adicionales, evitando la formación de partículas finas y polvo y una mayor eficiencia, equivalente a menor consumo de combustible. En España, Dutch Dragón está representada por GUI- FOR. Más información en www.dutchdragon.nl AS/Bioenergy International Astillado eficiente de biomasa forestal Las astilladoras más potentes de Dutch Dragon incorporan sistemas para lograr mayor eficiencia y mejor calidad y homogeneidad de producto final. Porque no sólo con decir que somos los primeros es suficiente ESTUFAS DE AIRE ESTUFAS DE AGUA GEOTERMIALEÑA www.ecoforest.es Primera bomba Geotérmica Europea con Compresor Inverter CopelandInventores de la primera caldera de pellets Europea Boca de alimentación. Incorpora 2ª contracuchilla “Delta” y tambor ovalado para optimizar el corte del material Astilladora eléctrica en Japón La empresa holan- desa Europe Chip- per mostró en Elmia Wood la astilladora estacionaria eléctrica C1175E de 250 kW, cuya primera unidad ha sido entregada re- cientemente en Japón para atender las necesidades de una planta de producción eléctrica de 5,7 MW. Su capacidad de as- tillado es de 100.000 m3 /año. Está equipada con un rotor diseñado por la compañía con con- trol de la velocidad para adaptarse a la dureza del material y obtener una astilla de gran calidad y homo- geneidad. La entrada de la alimentación admite tamaños de hasta 60 cm. La salida se efectúa mediante banda, por lo que la calidad de la astilla no varía. Su precio según tarifa es de 250.000 € europeforestry.com En su segunda presencia en Asturforesta, el fabri- cante italiano de equipos para biomasa forestal Pez- zolato, presentó la astilla- dora PTH 1000/820 de 510 CV recién adquirida por la empresa local Tinastur. L a máquina está dotada con una cizalla para abrir troncos de hasta 1 m de diámetro antes de en- trar en el tambor astillador. El diámetro máximo admitido por la boca de alimentación es de 56 cm. La máquina se independiza del camión que la transporta mediante unos gatos que per- miten liberar el vehículo para que realice el porte de la astilla y mientras llenar otro con- tenedor. Está equipada con el sistema de corte propio de Pez- zolatto: un tambor de 1 m de largo, cerrado, macizo y con dos cuchillas. Su precio ronda los 380.000 euros. Mejorar los procesos Pezzolato participa en el proyecto INFRES (Innovative and effective technology and logistics for forest residual biomass suply in EU) para ensayar tecnologías y sistemas logísticos más eficientes para el aprovechamiento de la biomasa forestal. Uno de los objetivos es con- seguir equipos que tengan un buen comportamiento ambien- tal y reducir los consumos de combustible maximizando la productividad . Se están realizando pruebas con su camión-astillador PTH 1200/820 de tan solo 2,30 m de anchura y que incluye un sistema de control continuo que transmite en tiempo real la humedad de la astilla para opti- mizar la cadena posterior: dónde enviarla, a planta eléctrica, DH, a secadero… Los sistemas que están en- sayando para diferentes distancias de trans- porte y tiempos de producción son: camión-astillador con con-• tenedor. camión-astilladora más otro• camión con contenedor. Más información en www. infres.eu. Antonio Gonzalo /Bioenergy International Mejorar los procesos logísticos
- 12. www.bioenergyinternational.com Pag. 22 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 23Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Forestal Empresa Proteger los manguitos Las nuevas grúas de Kesla incluyen entre otras mejoras, el sistema KesLINK desarrollado por la compañía para pro- teger los manguitos del rotador, como se ve en la imagen, y manguitos hidraúlicos protegidos en el inte- rior de los brazos de la grúa. Los repuestos universales Otra empresa que estuvo en Astur- foresta 2013 fue el fabricante de repues- tos para desbroza- doras, trituradoras y astilladoras Sindu- cor. Con una gama de repuestos multimarca, Pedro Muñoz, gerente de Sinducor, afirma que “fabricamos re- puestos para maqui- naria forestal y de biomasa de todas las marcas y de la mejor calidad”. AG/BIE Además de las potentes máquinas para triturar y astillar biomasa a gran escala, los fabricantes ex- hiben equipos de menor potencia adaptados a las necesidades de una varie- dad de pequeños y media- nos usuarios. Astilladora sobre un eje L a nueva HEM 540Z de Jenz, construida sobre un eje y para tractores de más de 100 kW, es una as- tilladora pensada para peque- ños y medianos consumos de biomasa, como pequeños dis- trict heatings y empresas de tamaño medio que quieran producir su propio combus- tible. El chasis se ha reforzado para arrastrar remolques detrás de la astilladora. Hasta 40 cm de diámetro Como el resto de fabricantes, Pezzolato presentaba una asti- lladora pequeña, la PTH 400, con toma de fuerza a tractor, diámetro máximo admitido de 40 cm, rendimiento de 25 m3 /h y cribas de 20, 30 y 40 mm. Una granja de pollos en Ou- rense, que cuenta con biomasa propia; y un hotel rural en Gi- rona, que fabrica astilla para sus necesidades y vender a consumidores cercanos, han adquirido recientemente esta máquina, que cuesta alrededor de 42.000 €. Pequeño “Bandido” Otra astilladora de tambor, la Bandit Intimidator 990XP, está dirigida especialmente a usuarios que buscan un com- promiso entre un equipo com- pacto y una buena productivi- dad. Con motor Caterpillar, 90 CV de potencia con tambor de 30,5 cm y 10 t/h de rendimien- to. Tiene un coste aproximado de 35.000 €. Astilladoras a medida Junto a los grandes fa- bricantes, INSDA, una joven empresa de Barcelona diseña y construye equipos a medida. Desde la más pequeña unidad de 2 CV, motor eléctrico, para ramas de poda de hasta 3 cm, hasta la R30 de 100 CV, para montar sobre remolque y que admite ramas de 30 cm, con un rendimiento de hasta 12 m3/h. En Asturforesta pudimos ver otro modelo remolcable, el R- 20D de 45 CV y la estacionaria “2x1” de 30 CV. Ana Sancho /Bioenergy International Pequeñas pero potentes astilladoras Para los trituradores de biomasa que necesitan fabricar astilla eventual- mente, Vermeer lanza un nuevo tambor intercambi- able para astillar en su trituradora HG6000 de 750 CV, el Fuel Chip Attach- ment (FCA). E n el nuevo tambor astillador pueden montarse hasta 28 cuchillas. Lleva 2 filas de 4 cuchillas x 3 espacios y otras 2 filas de 3 cuchillas x 4 espacios de forma que la madera introducida es cor- tada dos veces y el producto que se obtiene es de gran homogeneidad, incluso si es madera dura. Dessde triturar tocones a fabricar microastilla Con el nuevo tambor es po- sible producir incluso microas- tilla desde tamaño G30, aña- diendo tantas cuchillas como sea necesario. El cambio de tambor tritura- dor por el astillador requiere una jornada de trabajo. El ren- dimiento que asegura el fabri- cante oscila entre 400 y 550 m3 /h en función de la materia prima y el producto final es- pecificado. Para estas produc- ciones el consumo de combus- tible será de 70 a 90 l/h. El renidimiento para triturar tocones es de 250-300 m3 /h para un producto de 10 cm. Las cuchillas requieren afi- lado cada 4 horas de trabajo, y se retiran al final del día para un afilado más fino. Su vida útil es de 30-40 h. A pesar de la gran potencia, el motor es de bajas emisiones. AS/Bioenergy International Versatilidad: trituradora-astilladora en uno Hasta 28 cuchillas en el nuevo FCA para la trituradora HG6000 Ruben Coppoolse, gerente regional de ventas, junto al técnico Dennis Vrolijk, en Elmia Wood 2013 HEM 540Z de Jenz PTH400 de Pezzolato Intimidator 990XP de Bandit R-20D de INSDA
- 13. www.bioenergyinternational.com Pag. 24 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 25Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es Equipos Empresa tografiando áreas de corta con precisión de 4-5 cm. Gracias al software que han desarrollado, pueden interpretar en 3D y con todo detalle los accidentes del terreno. Según explica a Bioenergy International el ingeniero Nils von Sydow, actualmente son ca- paces de cuantificar la biomasa acumulada en pilas después de un aprovechamiento y ya han hecho pruebas de evaluación de biomasa en saúce. Ahora están preparando el programa para evaluar la cantidad de biomasa en árboles forestales en pie. También instalan termógra- fos para conocer la temperatura de las pilas de astilla e identificar el riesgo de autocombustión. La start up Skogspartner y la empresa forestal Ny Skogs buscan las siner- gias entre las últimas tec- nologías de toma de datos mediante fotografía aérea y la visión futura de un cambio de paradigma en la producción de biomasa para 2023. ¿Cómo será la producción de biomasa en 2023? L a cadena de producción de biomasa se inicia con la ayuda de un drone (vehículo aéreo no tripulado) que toma fotografías de gran precisión de un área de cul- tivo energético recién cortada gracias a las cuales es posible planificar con todo detalle la plantación posterior. Después entra una máquina replanta- dora específica para produc- ción de biomasa en turno cor- to. La máquina tipo eBeaver, autónoma y ligera, se mueve con soltura gracias a que es capaz de reconocer todos los obstáculos del terreno gracias a la información que aportan las imágenes 3D realizadas por el avión. Estas imágenes pueden ser transmitidas en tiempo real a la plantadora. Cada vez que la máquina planta un árbol, toma sus coordenadas GPS y deposita una pequeña cantidad de fer- tilizante. A medida que el ár- bol crece es posible conocer la evolución de la producción de biomasa mediante vuelos suce- sivos. Según Hans Thundner, de Ny Skogs, la implementación conjunta de estas tecnologías, ya existentes en el mercado, podría suponer ahorros de has- ta el 25%. Es necesario, eso sí, desarrollar software específico para lograrlo. Aplicaciones en biomasa Skogspartner es el socio tec- nológico y ya tiene drones fo- En EEUU, los drones ya se utilizan en agricultura para conocer las necesidades de agua del cultivo o si la produc- ción está siendo atacada por alguna plaga. Información barata y rápida El drone más barato vuela en un radio de 50 metros, mientras que el más sofisti- cado puede alejarse hasta 400 metros del transmisor. Los pre- cios rondan de los 5.000 a los 20.000 €, software incluido. Más información en www. skogspartner.se Antonio Gonzalo /Bioenergy International- AVEBIOM Drones y biomasa forestalNuevo paradigma en los métodos de planificación y producción Diferentes prototipos y modelos comerciales de drones fueron presentados en Elmia Wood 2013 ¿La Mantis aprovechando biomasa en 2023? La Mantis es el mayor robot todo terreno de 6 patas. Está accionado por 18 válvulas y una bomba Bosch Rexroth. La Mantis se puede manejar de forma re- mota o pilotada, pesa tan sólo 1.900 kg y es propulsado por un motor Perkins de 2,2 litros. Camina a una veloci- dad de 1,5 km/h y es fácilmente transpor- table en un remolque de 4,2 X 2,2 m. Según el ingeniero inventor y propietario Matt Denton, “la man- tis no se ha construido para ser eficiente y rápida. Se ha cons- truido para parecerse a un insecto y ser di- vertida”. Aunque Denton ad- mite que ya hay una empresa de minería y otra de investigación marina que están in- teresadas en comprar la Mantis. ¿Veremos a la Mantis trabajando de forma autónoma, sin conductor, día y noche en una masa forestal previamente fotografiada por un drone? www.mantisrobot.com AG/Bioenergy International L a 3D Combi Flip Flow Screen de Spaleck está compuesta por un criba superior con 3 segmentos en forma de cascada con luz intercambiable en función de las necesidades. Cuando las ramas más largas deslizan hacia abajo, salen despedidas con facilidad al “tropezar” con la malla rígida de la criba, evi- tando atascos. Por debajo de esta criba 3D discurre una malla para sepa- rar partículas finas. Se trata de una especie de alfombra que vibra, plegándose como un acordeón. Los finos caen por los agu- jeros mientras que el resto de partículas salta cuando se pliega la criba. Las diferentes mallas que se pueden utilizar son fáciles y rápidas de cambiar pues se fijan sin tornillos. AS/Bioenergy International Separador de partículas combinado Una criba combinada permite descartar en un mismo equipo materiales de gran tamaño, como ramillas largas, y finos de hasta 0,2 mm. Barcos de pellet a Reino Unido ReinoUnido(UK)ha decidido descar- bonizar el sector ener- gético con la ayuda de la biomasa. En UK ya no se hace co-combustión con carbón y biomasa en las grandes centrales térmicas, sino conver- siones puras a 100% biomasa. En UK existen 950 puertos distribuidos por la costa. En total se mueven 560 mi- llones de toneladas/ año, aunque 16 puer- tos movilizan el 80% de las mercancias. Las 2/3 partes son privados. Uso bioenergético La empresa Bristol Port Company (BPC) es propietaria de un puerto de aguas pro- fundas. Desde 1991, el tonelaje manejado se ha triplicado, pasan- do de 4 a 11 Mton en 2012. El puerto multicargo permite la entrada de los barcos tipo Panamax. En él se reciben hasta 6 Mton/ año de carbón para RWE, International Power, E.ON y Scotish and Southern. La em- presa ha invertido más de 500 millones de li- bras desde 1991 para la descarga de carbón y biomasa hasta con- seguir 4.000 tonela- das/hora. El puerto está bien conectado vía tren y carretera. E.ON y Helius han presentado al Gobier- no un proyecto de biomasa de 165 MW y de 100 MW respec- tivamente, a ejecutar en el propio puerto. Alan Sherrard/ Bioenergy International
- 14. www.bioenergyinternational.com Pag. 26 Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es www.bioenergyinternational.com Pag. 27Bioenergy International Español nº20 - 3er Trimestre 2013 / www.bioenergyinternational.es EmpresaFinanciación L os 123 millones de euros de presupuesto con el que está dotado el fondo buscan financiar proyectos de desarrollo urbano sostenible que mejoren la eficiencia ener- gética y/o utilicen las energías renovables y que sean desa- rrollados por empresas de servicios energéticos (ESE), u otras empresas privadas o público-privadas. Buena acogida del Fondo Se pronosticaba una buena acogida por parte del sector de la bioenergía por lo que, trans- curridos unos meses desde su lanzamiento, hemos querido hacer un primer balance com- probando la aceptación real experimentada en el sector a través del volumen de contac- tos y solicitudes de financiación de proyectos enviadas a BBVA así como el número de ellos en proceso de aprobación. Según Javier Díez, de BBVA, responsable directo de la gestión del Fondo: “..la acogida de la iniciativa, en líneas generales, está supe- rando todas nuestras expec- tativas, si bien el volumen de financiación demandada varía atendiendo a la tipología de las actuaciones”. La actual cartera de proyec- tos en estudio, tres meses después de su puesta en fun- cionamiento, cuenta con cerca de 250 proyectos de acuerdo a la siguiente distribución: Biomasa: 7 %• Solar: 2 %• Eficiencia Energética, Co-• generación y Gestión de la Energía: 87% Transporte Limpio: 1%• Proyectos de biomasa Concretamente, en el ámbito de la bioenergía, a día de hoy son 17 los proyectos en estudio distribuidos en las diferentes regiones elegibles, fundamen- talmente de las siguientes ti- pologías: Sustitución de calderas de• gasoil por biomasa en comu- nidades de vecinos, hoteles y residencias de ancianos. Generación de electricidad• necesaria en procesos indus- triales. Ampliación de una planta• para la transformación de materia orgánica con dife- rentes orígenes en pellets. Beneficiarios En cuanto a la tipología de beneficiarios interesados en la financiación Jessica FIDAE, hasta el momento se están analizando proyectos tanto para financiar a Empresas de Servicios Energéticos (ESE) como para financiar directa- mente al promotor final. “En nuestra opinión, es im- portante destacar el papel fun- damental realizado por las ESE tanto en el análisis, desarrollo e implantación de las diferentes actuaciones, como en la propia divulgación de las diferentes tecnologías y posibilidades en el mundo de la bioenergía”, explica Díez. BBVA, como gestor del fon- do, anima a solicitar y presen- tar los proyectos teniendo en cuenta las bases generales de la línea de una manera ágil debi- do a la disponibilidad limitada de fondos si bien el carácter re- volving de la iniciativa podría suponer el apalancamiento de mayores recursos en el futuro. Más información Más información en Bioe- nergy International nº19 (abril 2013), donde se publicó el lan- zamiento del fondo F.I.D.A.E. a través de una entrevista rea- lizada a Javier Díez, respon- sable del fondo en el BBVA, banco que gestiona el fondo, operado por el Banco Europeo de Inversiones (BEI) y cofinan- ciado por FEDER (Fondo Eu- ropeo de Desarrollo Regional) e IDAE (Instituto para la Di- versificación y el Ahorro de la Energía). Toda la información en www.bbva.es/jessica o a través del email: jessica.fidae.es@ bbva.com. Pablo Gosálvez /Proyectos térmicos AVEBIOM Fondo de cartera F.I.D.A.E. Primer balance en el sector de la biomasa El fondo de cartera F.I.D.A.E., lanzado hace 3 meses para financiar acciones de eficiencia energética y energías re- novables, está rebasando las expectativas y ya su- pera los 250 proyectos en estudio. Instalaciones bioenergéticas financiables Instalaciones para producción de energía térmica a1. partir de biomasa. Uso de biomasa para aplicaciones energéticas en los2. sectores elegibles. Producción de biocarburantes de segunda y tercera3. generación, incluyendo los biocombustibles de cultivos de algas para uso energético, que cumplan con los criterios de la UE relativos a la sostenibilidad medioam- biental. Instalaciones para el tratamiento de la biomasa con4. fines energéticos (triturado, astillado, fabricación de pellets, etc.) Instalación de surtidores en estaciones de servicio para5. suministro de biocarburantes. viene de col. 26 Calderas en las ferias forestales Los equipos de combustión con biomasa se hacen ha- bituales en los even- tos forestales. Central térmica Las centrales térmi- cas finlandesas VETO son soluciones inte- grales con calderas de entre 30 kW y 2 MW, automatizadas, con silo exterior de entre 8 y 23 m3 , eficiencias superiores al 90%, programables a dis- tancia y precios muy competitivos. Susprincipalesclien- tes en la región bál- tica son agricultores e invernaderos que ad- quieren instalaciones de 100-150 kW para calefactar y/o secar sus productos. Dos calderas, un extractor ETA Boilers presen- taba un sistema que permite conectar las salidas de ceniza de 2 calderas al mismo tornillo extractor, con descarga en cubos con ruedas que per- miten un fácil manejo del residuo. La caldera que pasa por la puerta La caldera Biocalo- ra 3000 de 20 kW, expuesta en Astur- foresta, es un equipo multibiomasa verti- cal del tamaño de un frigorífico, incluyendo el acumulador. Su gran aportación es que está preparada para biomasas medi- terráneas y cabe por el hueco de una puerta. La caldera, de fabri- cación 100% espa- ñola, está certificada para funcionar con hueso de aceituna, cáscara de almendra o pellet con una efi- ciencia del 93%. Cuesta 6.348 € en la versión policom- bustible y 5.313 € en la básica. Ambas con limpieza automática. www.biocalora.com Agitadores eficientes Hargassner monta en sus agitadores para silo de astilla un nue- vo sistema de trans- misión que logra hasta un 67% de ahorro gracias a un motor de tan solo 0,18 kW. El engranaje dis- minuye las pérdidas por fricción, mejoran- do la eficiencia en la transmisión de fuerza (1:16 y 1:25). AG/BIE cont. en col. 25