Collaborative 3D Modelling and Printing: What you See is not Directly What You Get

The aim of this collaborative 3D printing workshop is to define the production specifications, the teaching-learning pedagogical strategy aspects to help architecture students acquire: the basic competences of building representation, the pre and post processing of printing procedures (printing materials, paint, epoxy, accessories, etc...), defining the missing functions in BIM and Architectural Modelling software and determining the benefits of enhancing them for better 3D prototyping productivity. Two teams (A and B) adopted specific working scenarios based on real world printing jobs. Team A worked on an in-house scenario and Team B on an outsourcing scenario. Tasks successfully completed showed: the wide range of prototypes that could be produced in an architectural studio and the need for a collaborative network to organize the knowledge and good practices developed by research teams (professional or academic) involved in developing rapid prototyping for architecture. This knowledge network could be a discussion forum and a development partnership of 3D printing manufacturers and CAD/BIM software developers.

Recommended
Recommended
More Related Content
What's hot
What's hot (11)
Viewers also liked
Viewers also liked (20)
Similar to Collaborative 3D Modelling and Printing: What you See is not Directly What You Get
Similar to Collaborative 3D Modelling and Printing: What you See is not Directly What You Get (20)
More from Farid Mokhtar Noriega
More from Farid Mokhtar Noriega (16)
Recently uploaded
Recently uploaded (20)
Collaborative 3D Modelling and Printing: What you See is not Directly What You Get
- 1. Collaborative 3D Modelling and Printing: What You See Is Not Directly What You Get 1 2 2 Farid Mokhtar Noriega , Harald Gaterman , Enrique Rayoon Alvarez 1,3 2 Universidad Camilo Jose Cela, Spain, Hochschule Bochum, 1,3 2 (http://www.ucjc.edu), (http://www.hochschule-bochum.de/fba.html) 1 2 3 fmokhtar@ucjc.edu, harald.gatermann@hs-bochum.de, erayon@ucjc.edu Abstract. The aim of this collaborative 3D printing workshop is to define the production specifications, the teaching-learning pedagogical strategy aspects to help architecture students acquire: the basic competences of building representation, the pre and post processing of printing procedures (printing materials, paint, epoxy, accessories, etc...), defining the missing functions in BIM and Architectural Modelling software and determining the benefits of enhancing them for better 3D prototyping productivity. Two teams (A and B) adopted specific working scenarios based on real world printing jobs. Team A worked on an in-house scenario and Team B on an outsourcing scenario. Tasks successfully completed showed: the wide range of prototypes that could be produced in an architectural studio and the need for a collaborative network to organize the knowledge and good practices developed by research teams (professional or academic) involved in developing rapid prototyping for architecture. This knowledge network could be a discussion forum and a development partnership of 3D printing manufacturers and CAD/BIM software developers. Keywords. Rapid prototyping; collaborative 3d modelling; knowledge bases; software design. Introduction and competences to be acquired. The integration of these technologies in BIM and Architectural model- 3D rapid prototyping printing devices promise to ling software is still in its infancy, model making is enhance the design and production activities in ar- still a manual activity and paper documents the chitectural studios. The drop in price of rapid pro- basic methodology used in building construction. totyping technologies and the development of a Geometric modelling tools with parametric func- new generation of desktop 3D printing machines tions that allow the printing of 3D models at differ- is raising the demand for proficient 3D modellers ent scales in full colour whilst adapting it to the ma- and rapid prototyping specialists. Managing these chine’s restrictions without the need to retouch the technologies will open new job opportunities for developed work are not available. young architects and designers. Despite excellent The rapid prototyping integration in common expectations, there are many lessons to be learned practice apparently seems easy and straightforward CAAD Curriculum - eCAADe 28 31
- 2. when first tests are performed with optimized demo Hochschule Bochum, in Germany and Team B from files. Problems arise when in-house models are test- the Escuela Superior de Arquitectura y Tecnologia, ed. Initial tests reveal serious problems not encoun- Camilo Jose Cela University, Madrid, Spain. Both tered in rendering and animation development. teams are under the supervision of university lectur- Tests are needed to evaluate modelling and proto- ers and developed by a two independent groups of type production activities; many modelling and file undergraduate students. Team members agreed to exchange procedures are not compatible with 3D avoid idealized research conditions and develop sev- prototyping. eral challenges of real world architectural studio sce- Learning by doing and building a repository of narios. The real world scenarios will provide realistic good practices on rapid prototyping is needed. Ar- feedback that could be shared and amplified by the chitectural prototyping development methodology contribution of other researchers and design profes- is still in its infancy. For the time being trial and error sionals. Real world scenarios will help software and is the only alternative for acquiring the basic skills. 3D prototyping equipment developers address the Although some users consider them similar, our ex- real needs of users. perience showed that 3D modelling for rapid proto- typing and 3D modelling for rendering and anima- The working scenario design tion procedures and strategies are totally different. The Two teams designed two hypothetical scenarios The 3D printing process is not a one man job; with an architectural studio as the main setting. Both it’s a collaborative task with at least two or more shared the same objective, exploring 3D rapid proto- persons involved. Simple modelling/3D printing typing implementation and evaluating its potential tasks require 2 persons: a 3D designer in charge of in architectural education and future architectural the modelling and a 3D printing technician who as- practice. sumes the responsibility of checking the 3D informa- The first scenario describes an architectural de- tion, repairing some printing components, organiz- sign studio whose partners decided to introduce an ing the output process and assuming the post pro- in-house 3D rapid prototyping machine to be used cessing tasks. Both persons have the same goal: to as an aid to day to day design activity and for pos- produce a successful 3D prototype. sible commissions from their clients to build scale Complex printing tasks, such as huge scale proj- models for presentation purposes. Preliminary stud- ects or urban models, require a modelling/prototyp- ies showed that outsourcing is expensive and slow; ing team with each team member taking on a por- fast feedback of design proposals was critical. tion of the work. Creating a seamless integrated pro- The second scenario represents a design studio totype requires coordination and mutual support, collaborating with an international design firm that which goes beyond formal aspects like technology owns an in-house 3D prototyping department. The standards, modelling tools, compatible file formats, studio’s team is trying to use the acquired knowledge colour and texture standards (RGB). Integration is to take on a new challenge to accept the commis- the key issue, without it the whole task could fail. sion of using 3D prototyping to build a scale model of a project under development. Several factors led Collaborative workshop organization to the choice of rapid prototyping: design complex- scenario ity, delivery date and cost. Studio members would develop the 3D digital prototype and a specialized The collaborative architectural rapid prototyp- service bureau would take on the prototyping job. ing workshop is a joint effort initiated by two re- search teams (Teams A and B). Team A is from the 32 eCAADe 28 - CAAD Curriculum
- 3. Team configurations observations and analysed issues. Team A assumed the role of the architectural stu- dio that had recently bought an in-house 3D print- What you see is not directly what you get ing device and experimented with the potential of this technology. The recent acquisition of a Zcorp Every 3D prototyping activity is new challenge for 650 rapid prototyping machine made them the the design team, aspects such as complexity of the ideal candidate. Team A would be responsible for model, size and level of detail are always different evaluating the transition strategies and production in each case. This situation retains its uniqueness workflow transformations for when this technol- throughout the whole life cycle of the prototype. ogy would be integrated into the day to day studio Constant changes and modifications are required, activities. Demo samples bundled with the proto- exchange of information is not straightforward and typing machines usually produce a false sensation: printing file formats are primitive (only supporting when team members begin testing their own work one colour). Even if the final geometric model seems they discover that implementation is not as easy as correct when displayed in the printing software pre- expected. The integration process should be pro- view interface, the final output seems different. grammed in phases to avoid workflow interruption. To build a good prototype, many tools are need- The same situation should be taken into consider- ed; the modelling activity is complex, in some cases ation when such technologies are introduced into the modelling process has to be repeated several educational institutions to avoid excessive demand times before obtaining a satisfactory result. No spe- and work delays. cial routines are available for automate scale adjust- Team B assumed the role of an Architectural Stu- ments and detail simplification. The complexity of dio which would outsource the 3D printing job to a the 3D prototype increases when colour printing is rapid prototyping service bureau. Team B members required. BIM and many modelling applications don’t made an intensive study of the local service bureaus export coloured prototypes directly to 3D printing available in their region and country. Using generic devices. The 3D information translation process uses samples they asked these service bureaus for pro- generic 3D files, and its consecutive interpretation totyping costs, including post processing and ship- by several applications with non standard import/ ping. Several printing technologies were evaluated export filters, increases the printing processes and along with the service bureaus’ standards for file produces an incremental number of errors during transfer and processing. Legal aspects about the the translation operations. 3D prototypes should be confidentiality of shared data were also analyzed. checked constantly to ensure the correct translation Model development was adapted to the selected of the data when needed. Sometimes workarounds prototyping technology and service bureau stan- are needed, and these may be supported by an ap- dards. Cost and delivery weren’t the main criteria plication (slicing complex or huge models into small- in the choice of service bureau. Other aspects were er components) or using unconventional file formats taken into consideration such as: the 3D prototyp- to produce 3D outputs (WRML file format to produce ing available in their facilities, experience in this field colour 3D printing). and ease of communication between team mem- The post processing activities are also critical. bers and technical staff. Team B added to its role that All the 3D prototyping technologies require post of the off shore partner. The goal was to test good processing of the output results and each available practices in other conditions, and check that they are technology in the market has its cleaning (removing feasible. The following Table (Table 1) describes the support or powder) and finishing processes (paint- major aspects of the two working scenarios, team ing and using of bond materials). Some of these CAAD Curriculum - eCAADe 28 33
- 4. Scenario / Team IN-HOUSE / COLLABORATIVE OUTSOURCING Table 1 Analysed issues TEAM A + TEAM B TEAM B Major characteristics of the Rapid prototyping know- - Trial and Error, good practices. - Trial and error, good practices. working scenarios, based on how acquisition method- - Web search. - Web search. Teams’ observations ology - Team collaboration. - Service bureau standards. - Previous experience. - Hire assessment and training. - Manufacturer’s assessment. - Previous experience. Motivation Relaxed, error tolerance. Stressful, mistakes are expensive. - Low cost reduces pressure. - Cost & delivery dates increase pressure. - Teams mutual support. - Limited external support. - Exchange of good practices Prototype development - Choose modelling strategy, Generic, BIM Choose modelling strategy, Generic, BIM or RP. process or R P. - Use service bureau modelling recommenda- - Progressively develop in-house modelling tions and standards. standards. - Build/Pay test samples of critical components. - Build/test in-house samples. - Print rapid prototype. - Test critical components. - Repeat unapproved work. - Repeat failed RP work. - Approve post processing. - Approve post processing. - Present finished work. - Evaluate finished work. - Present finished work. Communication channels Phone, e-mail, skype meetings, face to face Phone, e-mail, skype meetings, face to face meetings meetings Tested applications - AutoCAD, Sketchup, Rhino, Revit, 3D stu- - AutoCAD, Sketchup, Rhino, Revit, 3D studio dio, Archicad. Max, Rapid. - Prototyping software not tested. - Prototyping software tested. Tested 3D file formats Dwg, skp, 3dm, 3ds, pla, Dwg, skp, 3ds, max, 3dm Tested exchange formats - Stl (good for one colour prints) - Stl (good for one colour prints) - Zcp (native zcorp file) - Zcp (native zcorp file) - 3ds and WRL (colour prints) - 3ds and WRL (colour prints) Quality - Critical dimensions defined by in-house - Critical dimensions defined by Service bureau control protocols available technology. standards. - Geometry export and translation tested. - Geometry export and translation tested. Fail- Failures detected. ures detected. - Model integrity checked in printing - Model integrity checked in printing software. software. - Errors repaired. - Errors repaired. - Service bureau quality control, if errors de- - Printing job programmed. tected, Client is notified. - Model sliced if bigger than printing de- - Slicing Model at extra cost. vice tray. - Job delayed if repairs require remodelling. - Integrity is checked. One colour prints special - Straightforward. - Straightforward. features - Errors are due to modelling. - Modelling errors delay jobs. - Fast Model export and printing. - Fast Model export and printing. - Low cost. - Moderate Cost. Colour prints - Increase execution time. - Increases cost and execution. special features - Colour selection is critical. - Colour selection is critical. - Colour is not supported by many RP ex- - Requires additional programs. port formats. - Time consuming and expensive if given to - Requires additional programs. service bureau. - Textures are difficult to create. - Textures are difficult to create. 34 eCAADe 28 - CAAD Curriculum
- 5. Post processing and Fin- - Working models don’t require it. - Final finishing determines cost and quality. ishing - Final finishing for exhibitions models. - Execution time is longer even when one - Professional quality finishing requires service bureau assumes all tasks. It increases if training and equipment. work is outsourced to several. - Presentation box is required. - Presentation box is required. - Transportation cost is critical. - Transportation cost is critical. Feedback and decisions - Fast, decisions are taken by in-house - Fast, decisions are taken by in-house team. making team. - Slow, if decisions are taken by partner teams. - Slow, if decisions are taken by partnered - Very slow, if decisions depend on service bu- teams. reau staff response. - Very slow, if teams don’t agree on stan- dards, model quality or finishing details. Cost and budget estima- - 3D prototyping Machine. - Prototyping (technology and post processing tion - Printing materials. dependent). - Maintenance fees. - Model repair (extra cost if time and knowl- - Energy. edge are critical) - Consumables. - Post processing. - Technician or student salary. - Painting. - Shipping and handling. - Shipping and handling. Disruptive events during - Model export errors. - Model export errors. printing process - Undetected prototype errors. - Undetected prototype errors. - Import and printing errors. - Import and printing errors. - Operation errors. - File delivery errors. - Printer breakdown. - Shortage of consumables. - Printing material shortage. - Operation errors. - Sudden running out of consumables. - Printer breakdown. - Holidays. - Holidays. procedures are easy and simple and thus could be comparative study of prototype creation scenarios done by students, and others are difficult and haz- (data collected by students and researchers). ardous and should be applied by a trained techni- cian with the aid of special equipment and in con- Choosing the right technology trolled facilities (especially when chemicals are used to remove the support materials). Testing 3D rapid prototyping techniques and tech- Colour is a critical variable to be taken into con- nologies in both scenarios was a challenge. The sideration during post processing. It may not be rel- teams had to overcome many obstacles, starting evant for developing test and working models for with a minimum knowhow about 3D modelling for architectural design, but models for exhibitions and rapid prototyping production. The main obstacles final presentations require special care. Not all print- that team members faced were: choosing the right ing devices are capable of producing rich colour 3D 3D printing technology, finding the adequate 3D prototypes. Some 3D printing technologies offer af- modellers, the limitations of architectural software fordable colour outputs such as 3DP (Z corporation), concerning exporting data to printing devices, others offer a limited array of colours like Polyjet changes in production strategies in day to day stu- Matrix (Object Technologies) or ABS (Stratasys and dio activities and the design process, the users’ skills others). If more colours are required, a professional required for developing the task and the amount of model painter is needed for further model enhance- additional training required, selecting good prac- ment (delivery time and cost are increased). tices for rapid prototyping for architectural design, The following table (Table 2) describes a technology limitations, time and cost estimations, CAAD Curriculum - eCAADe 28 35
- 6. Figure 1 IN-HOUSE/COLLABORATIVE OUTSCOURCING Comparative Workflow analy- Team A sis of in-house/collaborative Team B Team A and B and outsourcing activities Design proposal Design Created Client require a 3D Model Design team accepts the Design Proposed for Rapid Commission Prototyping Budget and Cost analysis For Rapid Prototyping Scale adaptation For Rapid Prototyping Client Approves R. P. Price and Quality Quality Control Checking Service Bureau Selected Production approval Contract Signed Model adapted to Geometry Export Service Bureau Standards In-house Quality Control Geometry Translation In-Studio Quality Control Production Planning Data Transfer Service Bureau Data Check Rapid Prototype Approved Prototype Printing Execution Authorized Production Planning Simple Post Processing Prototype Printing For design checking Professional Post Processing Rapid Prototype Presentation Assembly and Shipping Model Presentation 36 eCAADe 28 - CAAD Curriculum
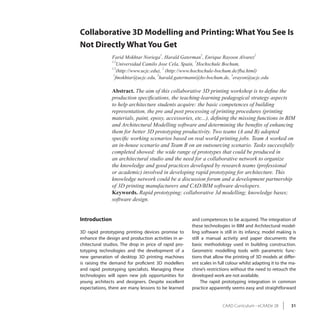
- 7. Figure 2 and hiring qualified personnel. Screen captures of modeling stages, print preview software Choosing the appropriate 3D rapid prototyping and photo of partial 3D print technology is not straightforward, each technology of collaborative students available is better suited to certain criteria: accuracy, project. quality or cost. The team members made an initial study to identify the most economic 3D prototyping technologies in the global market, their major char- acteristics and an estimated cost per cubic centime- tre. 3 rapid prototyping technologies were analysed: Zcorp, Object and Dimension technologies. Main findings 1. Team work scenario: The two scenarios revealed the complexity of In-house production proved to be less stressful: 3D modelling activity for Architectural rapid proto- rapid feedback accelerates decision making, correc- typing. The in-house process was conditioned by: tions are faster, work is remodelled on time, mistakes modelling experience, required level of detail, re- are tolerated and changes negotiated. quired finished quality, partner participation and the The outsourcing scenario is more stressful due in-house workload. The outsourcing process was de- to cost and time constraints, negotiation is intensive termined by: rapid prototyping cost, execution time, during cost definition and model quality control, er- level of detail, fragility of components. Although ror tolerance is low, feedback is slow, and final results the time and cost were not so critical in this case, in- could be disappointing. house production revealed problems like translation 2. Collaborative skills: errors and defective output work. Table 2 TASK GENERIC MODELLING BIM MODELLING RAPID PROTOTYPING Comparative Study of proto- Methodology Trial and error Trial and error Trial and error type creation scenarios (data Process Indirect. Indirect. Direct collected by both teams). Requires workarounds. Requires simplification. Scale 1/1 is used. Limited Crafts- Intensive Craftsmanship. Limited Craftsmanship. manship. Main execution - Generic. - Architectural. - Mechanical. phases - Scale & details adapted to de- - Scale & details adapted to de- - Scale & details adapted to de- vice standards. vice standards. vice standards. - Model exported to generic - Model exported to generic - Model exported to generic format. format. format. - Working model printed - Working model printed - Working model printed - Colour models, require post - Colour models, require post - Colours are applied directly if processing. processing. required. - Model exported to printing - Model exported to printing - Model exported to printing software. software. software. - Integrity checked. - Integrity checked. - Integrity checked. - Model sent to printer. - Model sent to printer. - Model sent to printer. - Model post processing. - Model post processing. - Model post processing. Maximum Scale Any scale or prototype size Any scale, better for big scales Any scale, Usually 1/1 allowed (1/100 and above) CAAD Curriculum - eCAADe 28 37
- 8. Zcorp restriction Zedit pro slices Models bigger Zedit pro slices Models bigger Zedit pro slices Models bigger than print tray. than print tray. than print tray. Object and Di- Model should be sliced manu- Model should be sliced in BIM Model should be sliced in mension restric- ally, or divided into a kit of parts. program, or organized as a kit. design program, or organized tion as a kit. Level of Detail - Any desired. - Any desired. - Any desired. - User skill dependent. - User skill dependent. - User skill dependent. - Device dependent. - RP device dependent. - RP device dependent. Colour finishing - Requires workarounds. - Requires workarounds. - Straightforward. - Skilled User required. - Skilled User required. - Some direct export to native - WRML format used. - WRML format used. printing language. Data export to - Printer native format. - Generic STL - Printer native format. printing device - Generic STL - Generic WRML or 3ds. - Generic STL - Generic WRML or 3ds - Generic WRML or 3ds Translation Prob- - Geometry errors. - Geometry errors. - Geometry errors. lems - Importing model into printing - Importing model into printing - Importing model into printing software. software. software. Final result qual- - Ready working model. - Ready working model. - Ready working model. ity - Post processing needed if pre- - Post processing needed if pre- - Post processing needed if pre- sentation model. sentation model. sentation model. Span of 3D print- - Long. - Medium - Short. ing activity - Size and complexity depen- - Size and complexity depen- - Size and complexity depen- dent. dent. dent. - Depends on Modeller. - Depends on BIM software. - Depends on Modeller. - Requires organization for - Requires organization for - Requires organization for model maintenance. model maintenance. model maintenance. - Critical Post Processing. - Critical Post Processing. - Critical Post Processing. Speed of execu- - Slow for novice. - Slow for novice. - Slow for novice. tion - Medium for expert. - Medium for expert. - Fast for expert. Motivation - Slow learning speed. - Slow learning speed. - Fast learning speed. - Slow, time consuming. - Slow, time consuming. - Slow, time consuming. 3. Modelling activity: and error is the only alternative for acquiring its basic Although some users consider them similar, our skills. experience showed that procedures and strategies The minimum printable size factor is critical in for 3D modelling for rapid prototyping are not simi- architectural rapid prototyping, removing unneces- lar to 3D modelling for rendering and animation. sary components and adjusting critical sizes is es- It is not a straightforward process; a lot of work sential. Post processing is necessary to ensure the has to be done before sending the geometry files resistance of finished objects. to the rapid prototyping software. Modelling is not 4. Data Processing: the only critical activity, quality control and model Translation operations were critical, especially checking are required, and rapid prototyping re- when the modelling task required using several quires error free models. Colouring and texturing are 3D programs. Too many translations increased the also critical; they require testing before using them number of errors. One colour rapid prototype print- in presentation models. ing was easy and straightforward, errors were low. Architectural prototyping development meth- Colour printing, however, was tedious; it required odology is still in its infancy. For the time being trial several post processing activities that increased the 38 eCAADe 28 - CAAD Curriculum
- 9. Table 3 TECHNOLOGY ZCORP OBJECT DIMENSION Comparative study of eco- Printing Material Proprietary powder + binder. Polyjet material + support ABS material + support nomic printing technologies (Consumable) (data gathered by team members). Minimum sickness 3 mm. 2 mm. 2 mm. Tray max Size 254x381x202 mm. 300x200x150 mm. 300x200x200 mm. Oversized Models Automatically cut with propri- Printed as an assembly kit. Printed as an assembly kit. etary software. Colours 16 million colours. Black, gray, blue, White, trans- Ivory, blue, red, black, yellow, parent and a mix of these. nectarine, olive green, grey. Speed Fast, could print several Medium, depends on model Medium, depends on model objects. complexity. complexity. Prototype complexity Depends on model complex- Complex objects are difficult Simple prototypes. ity. to clean. Model repair Model components couldn’t Model components could be Model components could be be repaired. repaired. repaired. Training Check model integrity. Check model integrity. Check model integrity. Post processing. Post processing. Post processing. Post processing costs Final models finishing. Cleaning components. Cleaning components. Model painting. Model painting. Estimated Cost €0.10 per cm3 €0.50 per cm3 €0.30 per cm3 Street price €0.40 €1.50 €3.00 for printing cm3 & €0.70 for Cyanoacrylate €1.60 for cleaning. Including cleaning Painting post processing €0.55 for Epoxy. Painting not specified not specified Total cost Low. High. High. Application Working and Presentation All purpose All purpose models Final products volume of errors. Proposal for Future Actions: 5. Post processing and finishing: All the rapid prototyping technologies require Starting with the two aforementioned university post processing. For working models it doesn’t re- teams it seems to be necessary to build a university- quire training and could be done by non-profession- expert-network and a collaborative knowledge base al personnel. Others are complex and require both with the following advantages: trained personnel and special equipment. Finishing 7. Introducing a facility that can be accessed by the final output is critical, special care is necessary for other universities, which want to introduce 3D- a professional final look and because of the fragility print technology into their schools (finding the of some of the components. right technology, solving the problems in soft- 6. Transportation and logistics: ware-adaptation, printing and post-processing. Rapid prototyping models proved to be fragile, 8. Becoming an accepted discussion-and-devel- requiring special attention to packaging and trans- opment partner for 3D-printer manufacturers port of the output. Special packaging was necessary given that 3D printing machines are developed and some couriers refused to assume responsibility for mechanical engineers, not for architects. for transporting it. The practice shows that even those who market the machines do not understand the problems CAAD Curriculum - eCAADe 28 39
- 10. architects have and are not able to solve them. Future generations of 3D printers could be de- veloped for architects’ needs. References Grimm, T 2004, User’s Guide to Rapid Prototyping, SME, p. 163. Pottmann, Helmut and Asperl, Andreas and Hofer, Mi- chael and Kilian, Axel: 2007, Architectural Geometry, Bentley Institute Press. Reisin, Zehavit B 2009, Advances in 3D Printing for Educa- tion and Research, Objet Geometries Ltd., Israel. Reisin, Zehavit B 2009, Expanding Applications and Op- portunities with PolyJet™ Rapid Prototyping Technol- ogy, Objet Geometries Ltd., Israel. White paper, 2009, How 3D Printing works. The Vision, In- novation and Technologies Behind Inkjet 3D Printing, Z corporation. White paper, 2009, How To Prepare Aec Files For 3d Print- ing, And Start Producing Physical 3D Models in Hours Instead of Weeks, Z corporation. 40 eCAADe 28 - CAAD Curriculum