

Empfohlen
Weitere ähnliche Inhalte
Was ist angesagt?
Was ist angesagt? (20)
Andere mochten auch
Andere mochten auch (19)
Ähnlich wie Anlli
Ähnlich wie Anlli (20)
Anlli
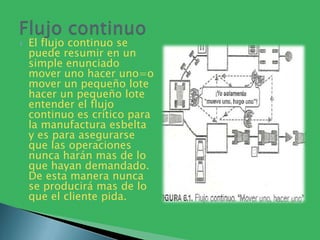
- 1. El flujo continuo se puede resumir en un simple enunciado mover uno hacer uno=o mover un pequeño lote hacer un pequeño lote entender el flujo continuo es critico para la manufactura esbelta y es para asegurarse que las operaciones nunca harán mas de lo que hayan demandado. De esta manera nunca se producirá mas de lo que el cliente pida.
- 2. En un sistema de flujo, producción de artículos debe fabricarse pieza por pieza o en pequeños lotes a través de todo el sistema . Una célula de trabajo es una unidad que incluye operaciones que agregan valor al proceso. Cuando las operaciones son organizadas dentro de una célula, operador puede producir y pasar las partes de una pieza a la vez con una mejora en la seguridad y con una reducción de esfuerzos.
- 3. TIEMPO DE CICLO El balaceo de línea es un proceso a través El tiempo de ciclo es del cual , con el que tan frecuente tiempo se va una parte o un contribuyendo los producto es Valor agregado (VA) elementos del trabajo terminado en un Es el tiempo de los dentro del proceso de proceso , en un elementos del trabajo orden , el balanceo de que actualmente determinado tiempo; línea ayuda a la transforma los optimización del uso también el tiempo el productos en lo que del personal ;al tiempo que le toma desea el cliente y balancear la carga de a un operador ir a esta dispuesto a trabajo se evitara que través de todos sus pagar. algunos trabajen mas elementos de y que otros no hagan trabajo antes de que nada. los repita.
- 4. Es un conjunto de procedimientos de trabajo que establecen el mejor método y secuencia para cada proceso (la hoja de trabajo ayuda a ilustrar la secuencia de operaciones dentro del proceso incluyendo tiempos).el trabajo estandarizado provee las bases para tener altos niveles de productividad y calidad y seguridad utilizando KAIZEN.
- 6. Es un elemento básico del mantenimiento productivo total (TPM). Se puede prevenir perdidas de equipo relacionadas con paros etc. El mantenimiento autónomo se enfoca en mantener en optimas condiciones al equipo con el fin de prevenir las perdidas antes mencionadas.
- 7. Es una estrategia que se adopta por todo el personal, quienes son involucrados directamente con producción para lograr ceros accidentes, cero defectos y cero interrupciones.
- 8. Es el estado que existe cuando los productos se mueven de uno en uno a través de los procesos. El opuesto de One piece flow es la producción en lotes. Para generar el flujo de una pieza entre estaciones se tiene ciertas reglas y condiciones, so las siguientes: 1. Base el tiempo de ciclo en los requerimientos del mercado. 2. Base la utilización de la capacidad del equipo en el takt time. 3. Centre la producción con base en los procesos de producción. 4. El layout (distribución en piso) de la fabrica debe ser apropiado para la producción de una pieza. 5. Los productos deben ser aptos para la producción de una pieza.
- 9. Significa construir un sistema que muestre los problemas y defectos. Consiste en instalar un mecanismo en la maquinas que les permita detectar defectos y también un mecanismo que detenga la línea o la maquina cuando ocurren los defectos Se cuenta con 4 pasos para el desarrollo del jidoka: 1. Análisis de la actividad manual. 2. Mecanización. 3. Automatización. 4. Jidoka.
- 10. Significa producir el artículo indicado en momento requerido y en l cantidad exacta. Todo lo demás es desperdicio(muda). Toyota introdujo el JIT en los años 50s. El JIT provee tres elementos básicos para cambiar el sistema de producción de una compañía: *El flujo continuo. *Takt time (el cual marca el paso a seguir dentro del proceso. *el sistema jalar (kanban).
- 11. JIT fue una de las primeras herramientas que se trajo a Estados Unidos. Junto con otras de calidad. El JIT sigue una serie de reglas sencillas: No se debe producir nada a menos que el cliente lo haya ordenado. Se nivela la demanda de modo que el trabajo fluya suavemente a través de la planta. Se ligan todos los procesos a la demanda del cliente mediante simples herramientas visuales. Se maximiza la flexibilidad de la gente y la maquinaria.
- 12. Cuando existen obstáculos para crear un flujo continuo, se puede usar el sistema de supermercado de producto en proceso. Un supermercado de producto en proceso tal vez sea necesario para asegurarse de que el flujo sea posible, o bien, este es usado cundo hay una demanda de múltiples productos sobre una maquina o un proceso. Puntos clave a tomar en cuenta: * Es usado cuando hay una demanda múltiple hecha sobre una maquina o un proceso. * Conforme mejore el flujo, la necesidad de supermercados tal vez disminuya. * Utilice el análisis PC (producto-cantidad) o una matriz de partes-ruta para saber que familias de productos requieren de supermercados.
- 13. Es la herramienta indicada para colocar la información y regular el transporte de materiales entre los procesos de producción. Son tarjetas adheridas a los contenedores que almacenan lotes de tamaño estándar. El kanban tiene cuatro propósitos: 1. Prevenir la sobreproducción. 2. Proporcionar instrucciones especificas entre los procesos, basadas en los principios de surtido. 3. Servir como una herramienta de control visual para los supervisores de producción y para determinar cuando la producción va por de bajo o por arriba de lo programado. 4. Establecer una herramienta para el mejoramiento continuo.
- 14. Características: Se mantiene un numero de Es un método de parte designado entre los inventario controlado procesos y colocado que se usa para secuencialmente. Se crea el FIFO de una asegurarse de que el manera tal, que es difícil inventario con mas sacar cualquier cosa tiempo (primeras primero, con excepción del entradas) sea el primero inventario mas antiguo. en ser usado (primeras Se usa una señal para notificar al siguiente salidas). FIFO es útil en proceso que pare de situaciones en las que se producir cuando la línea tiene una variedad de este llena, previniendo la productos en el proceso. sobreproducción. Se requiere de disciplina por parte de la fuerza de trabajo para asegurar la integridad del FIFO.
- 15. Dentro de los beneficios que se obtienen se pueden Las 5 S’s forman parte mencionar: * Permiten resaltar los esencial para la desperdicios en el área de implantación de trabajo; el reconocer cualquier programa de problemas es el primer manufactura esbelta, paso para su eliminación. manteniendo un lugar de * Señala anormalidades, trabajo bajo condiciones como rechazos y tales que logre contribuir excedentes de inventario. a la disminución de * Reduce movimientos desperdicios y procesos, inútiles y trabajos intensos. así como mejorar la * Reduce accidentes al eliminar pisos grasosos, moral del personal. sucios y resbaladizos. * Un lugar limpio y ordenado refleja una buena imagen para el cliente.
- 16. Clasificación Seiri Separar Eliminar del espacio de trabajo lo que sea inútil innecesarios Orden Seiton Situar Organizar el espacio de trabajo de forma eficaz necesarios Limpieza Seisō Suprimir Mejorar el nivel de limpieza de los lugares suciedad Normalización Seiketsu Señalizar Prevenir la aparición de la suciedad y el desorden anomalías Mantener la Shitsuke Seguir Fomentar los esfuerzos en este sentido disciplina mejorando
- 17. Es un sistema de comunicación y control usado en toda la planta. De hecho, el funcionamiento correcto de la fábrica visual es el nivel mas alto dentro del concepto de las 5 S´s ya que se genera un control total que puede ser apreciado por todos. Para esto se crea un lenguaje visual que puede ser usado en toda la planta y, para llegar a ello, se recomiendan los siguientes pasos: 1.Fomentar y entrar un equipo enfocado a la implementación de la fabrica visual. 2. Crear un plan de implementación. 3. Crear estándares para los controles y displays visuales. 4. Iniciar la implementación. 5. Asegurarse de que se implemente y se estandarice el sistema de 5 S´s. 6. Implementar y estandarizar los medibles visuales. 7. Estandarizar los displays visuales. 8. Implementar y estandarizar los controles visuales.
- 18. Es una herramienta formidables para alcanzar Funciones básicas del poa el cero defectos y, yoke: eventualmente eliminar las Un defecto existe en dos inspecciones de control de estados: esta a punto de calidad. ocurrir o ha ocurrido ya. El La idea detrás del poka poka yoke emplea tres yoke es respetar la funciones b asicas contra inteligencia de los los defectos: parada, trabajadores. Asumiendo control y aviso. El las tareas repetitivas o reconocimiento de que un acciones que dependen de defecto esta a punto de la memoria, el poka yoke ocurrir se denomina puede liberar el tiempo y “predicción”, y reconocer mente de un trabajador que un defecto ha ocurrido para que así se dedique a ya se denomina “detección”. actividades mas creativas que añade valor.
- 19. Es el termino japonés Kaizen-blitz. para el mejoramiento La palabra blitz significa continuo, y es el proceso corto plazo, concentrado, para hacer mejoras eliminación rápida de incrementalmente. desperdicios en el lugar Kaizen significa del trabajo. Entonces se mejoramiento. Por otra puede decir que Kaizen- parte significa blitz se enfoca a producir mejoramiento continuo mejoras radicales y en la vida personal, rápidas en el desempeño familiar, social y de del proceso. trabajo, kaizen significa El kaizen-blitz sigue un mejoramiento continuo proceso de 4 fases: que involucra a todos, Fase 1- Diagnostico. gerentes y trabajadores Fase 2- Planeación del por igual. taller. Fase 3- Implementación. Fase 4- Seguimiento.
- 20. Hoshin kanri o administración por directrices (APD) es el sistema nervioso de la manufactura. Básicamente es un sistema inmerso dentro del sistema del control total de la calidad (CTC), que permite a una organización planear y ejecutar innovaciones estratégicas, a través del desarrollo de planes de implementación apropiados a cada nivel jerárquico a través de la satisfacción de las necesidades del cliente. Es el sistema administrativo de una empresa, para lograr la supervivencia a través de la satisfacción de las necesidades del cliente.
- 21. Elaborado por: Antonio Gonzales Romero y Anlli Yaret Pérez Rojas del 7° B de la carrera de ingeniería industrial de ITST