TMHE’s Sustainable Paint Shop in Sweden
•
0 gefällt mir•401 views

Toyota Material Handling Europe (TMHE) has developed a unique paint shop at its Mjölby factory in Sweden. It colours the company’s forklifts ‘Toyota orange’, in an environmentally/financially profitable way. An automated piece of engineering designed to support productivity in a solvent-free working environment, this paint shop is a great example of sustainable business leadership. More on our environmental journey here: http://www.toyota-forklifts.eu/en/company/Pages/Environment.aspx

Empfohlen
Weitere ähnliche Inhalte
Mehr von Toyota Material Handling Europe
Mehr von Toyota Material Handling Europe (20)
Kürzlich hochgeladen
Kürzlich hochgeladen (20)
TMHE’s Sustainable Paint Shop in Sweden
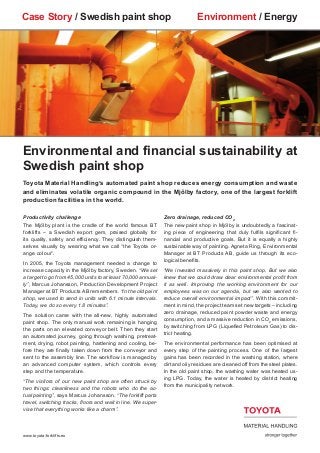
- 1. Case Story / Swedish paint shop Environment / Energy Environmental and financial sustainability at Swedish paint shop Toyota Material Handling’s automated paint shop reduces energy consumption and waste and eliminates volatile organic compound in the Mjölby factory, one of the largest forklift production facilities in the world. Productivity challenge Zero drainage, reduced CO2 The Mjölby plant is the cradle of the world famous BT The new paint shop in Mjölby is undoubtedly a fascinat- forklifts – a Swedish export gem, praised globally for ing piece of engineering that duly fulfils significant fi- its quality, safety and efficiency. They distinguish them- nancial and productive goals. But it is equally a highly selves visually by wearing what we call “the Toyota or- sustainable way of painting. Agneta Ring, Environmental ange colour”. Manager at BT Products AB, guide us through its eco- logical benefits. In 2005, the Toyota management needed a change to increase capacity in the Mjölby factory, Sweden. “We set “We invested massively in this paint shop. But we also a target to go from 45,000 units to at least 70,000 annual- knew that we could draw clear environmental profit from ly”, Marcus Johansson, Production Development Project it as well. Improving the working environment for our Manager at BT Products AB remembers. “In the old paint employees was on our agenda, but we also wanted to shop, we used to send in units with 6.1 minute intervals. reduce overall environmental impact”. With this commit- Today, we do so every 1.8 minutes”. ment in mind, the project team set new targets – including zero drainage, reduced paint powder waste and energy The solution came with the all-new, highly automated consumption, and a massive reduction in CO2 emissions, paint shop. The only manual work remaining is hanging by switching from LPG (Liquefied Petroleum Gas) to dis- the parts on an elevated conveyor belt. Then they start trict heating. an automated journey, going through washing, pretreat- ment, drying, robot painting, hardening and cooling, be- The environmental performance has been optimised at fore they are finally taken down from the conveyor and every step of the painting process. One of the largest sent to the assembly line. The workflow is managed by gains has been recorded in the washing station, where an advanced computer system, which controls every dirt and oily residues are cleaned off from the steel plates. step and the temperature. In the old paint shop, the washing water was heated us- ing LPG. Today, the water is heated by district heating “The visitors of our new paint shop are often struck by from the municipality network. two things: cleanliness and the robots who do the ac- tual painting”, says Marcus Johansson. “The forklift parts travel, switching tracks, floors and wait in line. We super- vise that everything works like a charm”. www.toyota-forklifts.eu
- 2. Paint shop project team members Agneta Ring and Marcus Johansson TPS Pull System in practice: Different parts on the same conveyor belt TP - Technical Publications, Sweden — 749698-040, 1303 This has led to a CO2 decrease of a full 340 tons an- Toyota Production System nually. The washing water is also filtered and distilled; This paint shop corresponds to Toyota’s vision and core it passes through carbon filters and ion switches before principles. One of them is Kaizen – translating as “contin- it is finally treated with UV-light to remove any possible uous improvement”. Early in 2009, we switched to paint- bacteria. Then, the water is ready to be used again. No ing kits instead of component batches. Today, all parts drop is wasted. of the truck arrive at the assembly line simultaneously. “It was a truly remarkable day when we, as an act of Before, we used batches of 20 identical components. symbol, could cut off the drain pipe leading to the public This evolution is totally in line with the Toyota Production sewer,” says Agneta. System (TPS), where the delivery is done just-in-time. Integrated in the Kaizen is Poka-Yoke* - a working be- Financial and environmental sustainability haviour that helps to identify and reduce potential errors When the parts have dried, they are transported to a paint and downtime. Thanks to camera surveillance, the sys- box, where industrial robots do all the work. The colour tem now ‘sees’ if the components hang correctly before is powder-based and solvent-free. The paint powder is entering the paint boxes. This method helps to avoid electrically charged with 100,000 volts before it’s sprayed robots colliding with misplaced components, minimising on the metal and statically attracted to the surface. When equipment damage leading to financial savings worth the colour coating has reached the established thick- 50,000 euro annually. Today there is an intensive ongo- ness, it isolates the metal. All superfluous paint powder ing Kaizen project related to the energy consumption re- falls through a mesh floor decking and is vacuumed back duction in the hardening process. Investing and testing for reuse. new technologies are essential at Toyota. ”This is a perfect example of how financial and environ- ”To preserve the environment, we follow the Toyota mental sustainability go hand in hand with working envi- Group’s guidelines and directives”, says Agneta Ring. ronment improvements,” says Marcus Johansson. ”To- ”One of our cornerstone pillars in our sustainability ef- day, we have a totally solvent free working place. We forts is the 3R-principle: Reduce, Reuse, Recycle. This don’t let coloured powder out at all and we have man- paint shop is a great example of our good practices that aged to increase the paint powder reuse ratio from 67% support healthy finances and a safe working place while to 86%. This means financial savings worth 75,000 euro also reducing environmental impact.” annually.” * Poka-Yoke is a Japanese term that translates roughly as “mistake proofing” TOYOTA MATERIAL HANDLING EUROPE, MANAGING THE TOYOTA AND BT MATERIALS HANDLING BRANDS IN EUROPE